



【摘要】:冲模使用结束后,应认真仔细的检查,确认技术状态良好,经清洗或清理,工作面、活动或滑动部分加注润滑剂和防锈油脂并填写好模具的使用状态等管理卡片后,可吊运冲模入库储存,冲模在吊运时应稳妥、慢起、慢放,以保证存放的安全。为便于冲模的存放、取出以及防潮通风的需要,存放小型冲模的钢制专用模架底层离地面应达100mm,且模架最上层平面不得高于1.7m,模垛堆或模架之间应有0.8m以上的通道。
冲模使用结束后,应认真仔细的检查,确认技术状态良好,经清洗或清理,工作面、活动或滑动部分加注润滑剂和防锈油脂并填写好模具的使用状态等管理卡片后,可吊运冲模入库储存,冲模在吊运时应稳妥、慢起、慢放,以保证存放的安全。
模具上、下模应整体装配后存放,决不能拆开存放,以免损坏工作零件。为保证模具的刃部和橡胶、弹簧不致过早失去弹性而损坏,在模具储藏时应设置支撑销或垫块、木块支撑,使上下模之间具有一定的空隙,并存放在专用的工具架上,如图2-39所示。
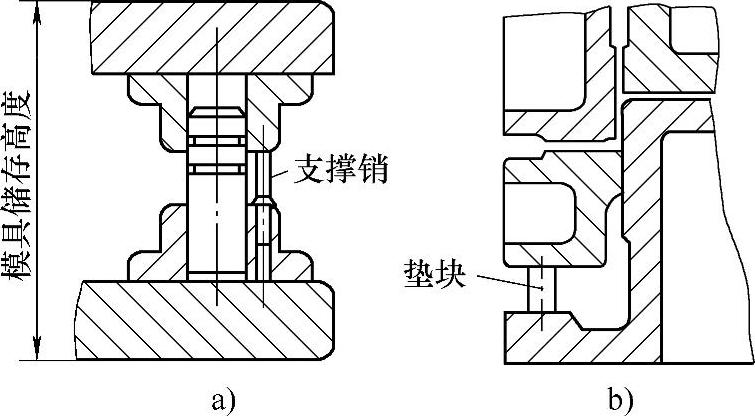
图2-39 模具入库时的存放(https://www.xing528.com)
a)导柱支架上设置支撑销 b)下模与卸料板间装垫块
模具入库储存时,各类模具必须稳定地水平放置,不得直接垛放在地面上。小型模具应放在钢制的专用模架上,大、中型模具应放在架底层或进口处,底面应垫以枕木并垫平。若垛放时,每垛不得超过三层,垛高不应超过2.3m。为便于冲模的存放、取出以及防潮通风的需要,存放小型冲模的钢制专用模架底层离地面应达100mm,且模架最上层平面不得高于1.7m,模垛堆或模架之间应有0.8m以上的通道。
模具的储存存放可按模具类别,如冲裁模、弯曲模、拉深模等分门别类摆放,也可按产品零件分组管理,如某一冲压零件需使用落料、拉深、冲孔三套模具才能完成,则可将该三套模具集中放在邻近位置,方便使用时存取和维护保养。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。