



压力机的专项检修一般配合企业的设备精度、运行大检查中同时进行,它既是对日常检修质量的一次大检查,也是对压力机运行状态的一次大会诊。其中,一项很重要的内容便是对压力机的加工精度进行检查,以便提出修复方案,并安排修理计划。
压力机使用过程中,冲击力是很大的,随着使用时间的延续,压力机的精度也在下降,为了保证冲压精度,保证冲压零件的质量及模具的寿命,在生产中必须经常自觉检查并定期进行精度专项检查,发现精度下降,应及时恢复原有精度,以免影响冲压产品质量以及模具寿命。一般压力机的最低要求是,精度下降一级后,必须尽快修复,使其尽量符合出厂时的精度标准。
压力机的精度主要是指压力机在静态状况下,所能测得的压力机应达到的各种技术指标。它主要包括:工作台面的平面度,滑块底平面的平面度,工作台面对滑块下平面的平行度,滑块行程对工作台面的垂直度,飞轮转动时的跳动量以及滑块导轨与床身导轨的间隙等。这些项目的技术指标高低,决定了压力机的精度。
这些指标在压力机出厂时,一般都按标准进行了检验。有关国家标准也规定了压力机的精度指标,并在出厂使用说明书中有明确的记载,故在检验时,应以其标准作为压力机精度检查及检修的依据。
在冲压作业中,冲模上、下模正确的吻合是得到合格冲压件的必要条件,而保证上、下模正确吻合,除了由模具自身的精度及正确的安装和操作外,还须由压力机的精度来保证。
压力机静态精度的高低对冷冲压工作有很大影响。压力机的精度高,则冲制出的工件质量好、互换性高、尺寸稳定,且冲模不易损坏、使用寿命长,便于连续性及自动化生产,从而有利于冲压件制造成本的降低。对于精度低的压力机,如滑块导轨同床身间的间隙较大,则导致上、下模的同轴度降低,很容易使冲模刃口被啃坏,从而影响冷冲压生产的正常进行。
在实际生产中,为保证冲压件加工质量,除设备检修人员应定期对影响压力机精度的上述各项指标进行检查外,冲压操作人员也应经常性地关注压力机的运行情况,必要时还应进行检测,确保压力机始终处于良好的运行状态,生产出合格的产品。
判断压力机的精度,主要应作以下项目的检查。
1.滑块底面与台面直线度的检查
压力机工作台面的平面度和滑块底平面的直线度是直接影响压力机精度的主要因素。其检查主要利用刀口形直尺进行。
检查时,将刀口形直尺在工作台面上(滑块底平面)按不同方向放置,用塞尺测刀口形直尺与平面中段的缝隙值(至少在前后、左右、对角方向各测两个数据)的大小,若测出的间隙值超出所规定的标准,则必须进行检修。
2.滑块底面与台面平行度的检查
压力机滑块底面与台面的平行度对冲压工件的精度及冲模寿命影响很大,必须进行定期检查。其检查可利用千分表进行。
检查时,将千分表在滑块底面与台面间作纵向与横向移动,如图2-34所示。移动中,随时观察千分表表针的摆动情况。千分表表针跳动越大,表明平行度越差;表针跳动小,表明平行度好。对于一般精度的压力机,平行度的允差在300mm长度内为0.03~0.04mm。
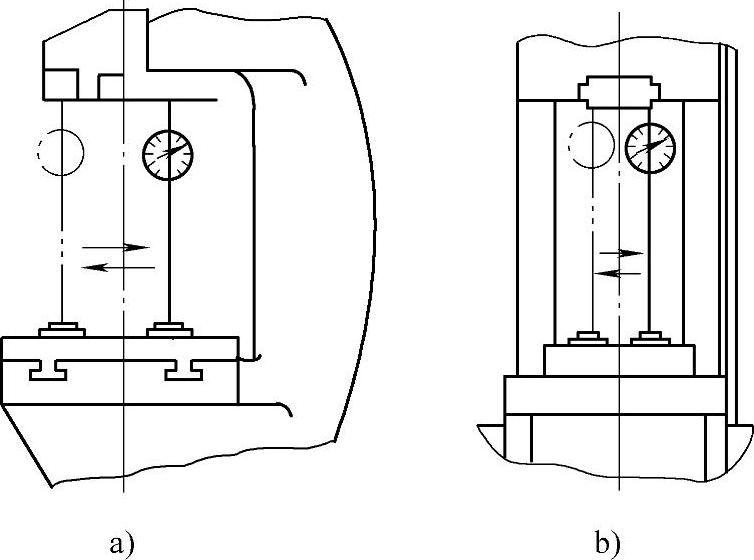
图2-34 台面同滑块底面平行度检查
a)横向 b)纵向
3.滑块运动垂直度的检查
压力机滑块运动方向与台面的垂直度对冲压件的精度及冲模寿命影响很大,也必须进行定期检修。其检查可利用千分表与角尺配合进行。
检查时,将千分表固定在滑块上,并可与滑块一同上、下运动。角尺固定在台面上,如图2-35所示。然后可用手扳动飞轮,使滑块上、下运动,千分表顶针与角尺接触,观察千分表读数大小,便可确定垂直度公差。一般精度的压力机,滑块运动方向与台面的垂直度公差在300mm长度内为0.03~0.04mm。
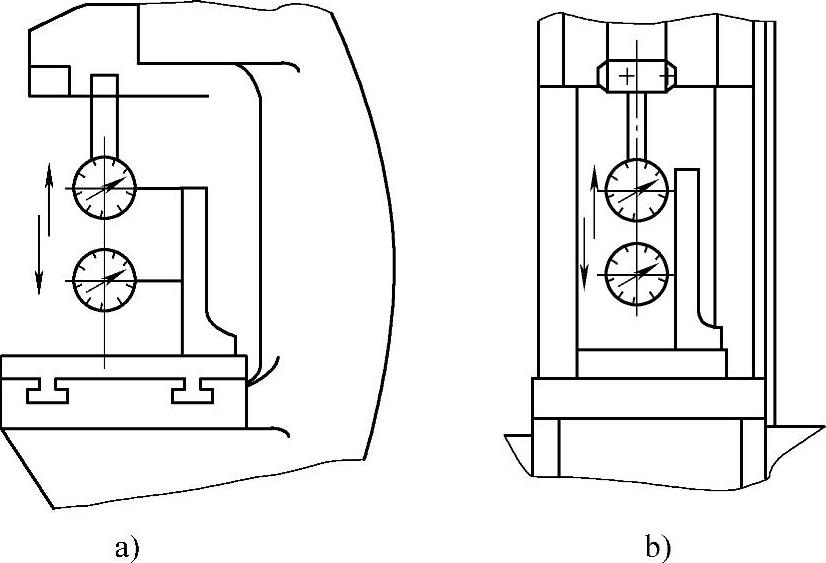
图2-35 滑块行程同台面垂直度检查(https://www.xing528.com)
a)横向 b)纵向
4.滑块行程平行度的检查
滑块行程平行度的检查可利用千分表配合芯棒进行。
检查时,将标准芯棒固定在滑块孔中,然后把千分表放在工作台面上,同时使千分表的顶针对准芯棒,如图2-36所示。然后扳动飞轮,使芯棒随滑块上、下往复运动,检查时应在工作台面的横向、纵向等不同位置上进行,千分表的读数为平行度的公差。其允差在150mm长度上不大于0.03mm。
5.飞轮跳动量的检查
图2-37所示为检查飞轮转动时的跳动示意图。
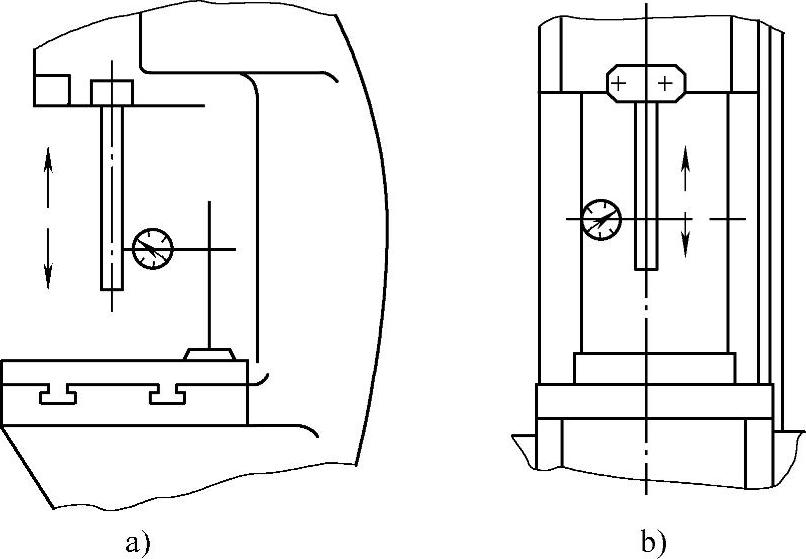
图2-36 滑块中心与滑块的平行度检查
a)横向 b)纵向
飞轮的摆动公差,对于1000mm以下的飞轮应不超过0.1~0.2mm;对于1000mm以上的飞轮,其摆动公差应不超过0.15~0.30mm。
6.滑块导轨与床身导轨间隙的检查
滑块导轨与床身导轨的间隙直接影响着压力机的工作精度。可利用塞尺进行测量。滑块导轨与床身导轨之间的间隙允差值见表2-2。表中所列间隙指两侧滑块与导轨面间垂直距离的总和,即两侧导轨的间隙。
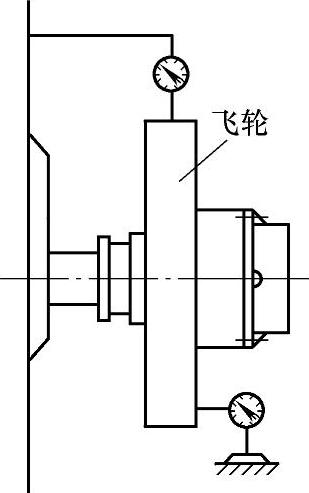
图2-37 飞轮转动时的跳动示意图
表2-2 滑块导轨与床身导轨之间的间隙允差值 (单位:mm)
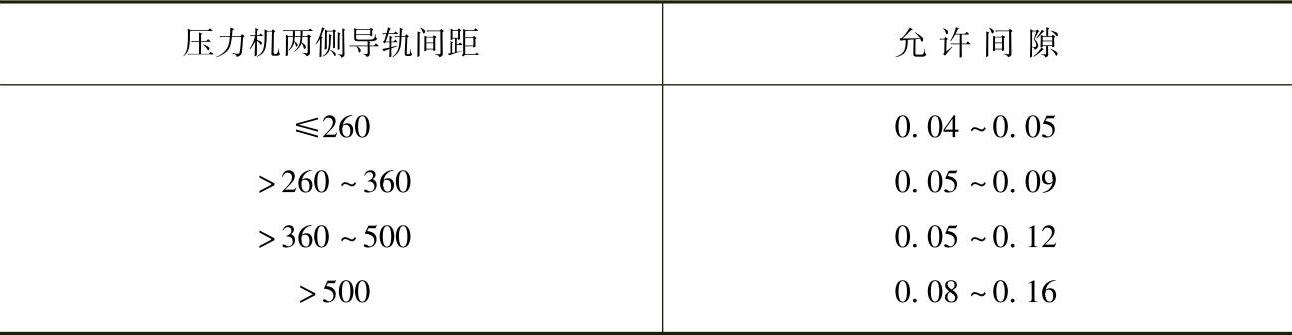
图2-38为检测V形导轨间隙的示意图。检测时,应使滑块位于下死点,然后在导轨间用塞尺检测间隙值是否符合表2-2所规定的允许间隙值。若不符合,应进行压力机的检修,以确保压力机的正常精度。
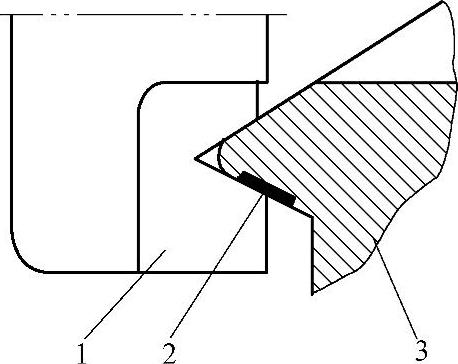
图2-38 检测V形导轨间隙示意图
1—导轨 2—塞尺 3—滑块
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。