



测量方法分直接测量和间接测量两种。直接测量是把被测量与标准量直接进行比较而得到被测量数值的一种测量方法,如用卡尺测量冲裁孔的直径时,可直接读出被测数据,此属于直接测量。间接测量只是测出与被测量有函数关系的量,然后再通过计算得出被测尺寸具体数据的一种测量方法。
生产加工的冲压件尺寸,有的通过直接测量便能得到,有的尽管不能直接测量,但可通过间接测量经过换算得到。冲压件的间接测量主要包括线性尺寸的测量换算及角度的测量换算。
1.线性尺寸的测量换算
冲压件平面线性尺寸换算一般都是用平面几何、三角的关系式进行的。如测量图2-31a所示两孔的孔距L,无法直接测得,只能通过直接测量相关的量A和B后,再通过关系式L=(A+B)/2求出孔心距L的具体数值。
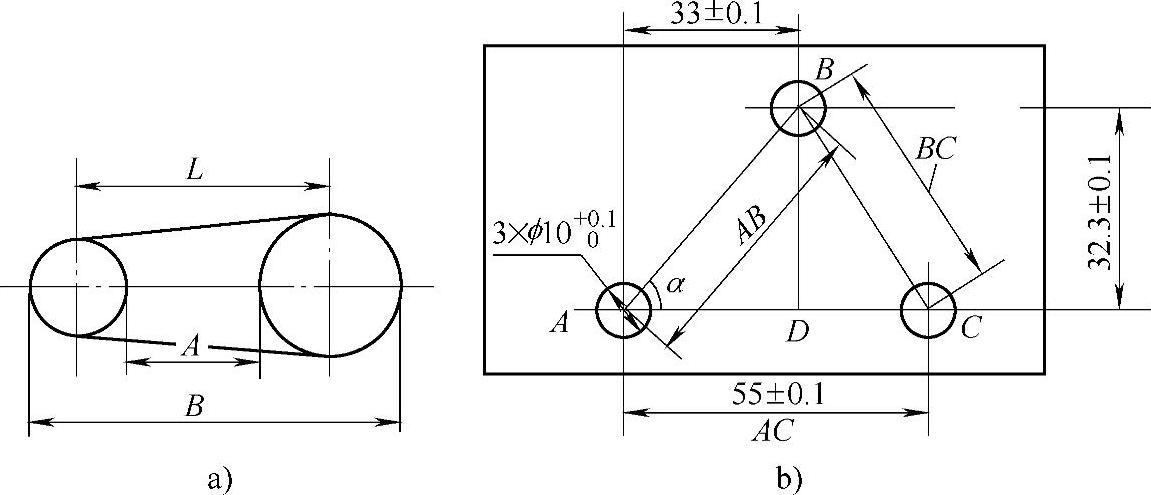
图2-31 孔距的测量
又如测量图2-31b所示三孔间的孔距,利用前述方法可分别测得A、B、C三孔孔距为:AC=55.03mm;AB=46.12mm;BC=39.08mm。BD、AD的尺寸可利用余弦定理求得。

那么,BD=AB×sin44.38°=46.12×sin44.38°mm=32.26mm
AD=AB×cos44.38°=46.12×cos44.38°mm=32.96mm
图2-31b示BD、AD孔距也可借助高度游标尺通过划线测量。(https://www.xing528.com)
图2-32为圆弧的测量方法。其中:图2-32a为利用钢柱及深度游标卡尺测量内圆弧的方法,图2-32b为利用游标卡尺测量外圆弧的方法。
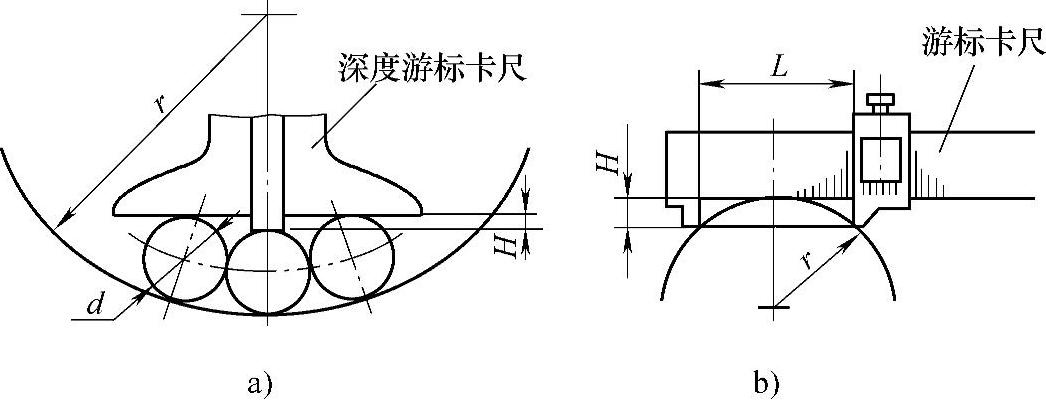
图2-32 圆弧的测量
如图2-32a所示,测量内圆弧半径r时,其计算公式为:
 。若已知钢柱直径d=20mm,深度游标卡尺读数H=2.3mm,则圆弧工作的半径
。若已知钢柱直径d=20mm,深度游标卡尺读数H=2.3mm,则圆弧工作的半径 。
。
如图2-32b所示,测量外圆弧半径r时,其计算公式为:
 。若已知游标卡尺的H=22mm,读数L=122mm,则圆弧工作的半径
。若已知游标卡尺的H=22mm,读数L=122mm,则圆弧工作的半径 。
。
2.角度的测量换算
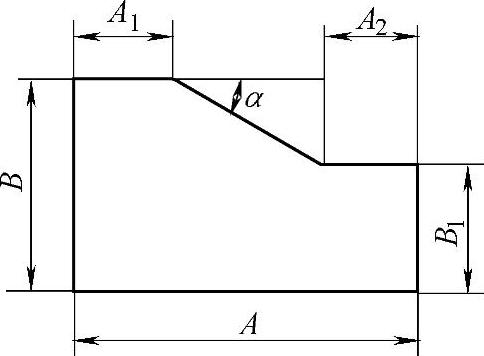
图2-33 角度的测量
一般情况下,冲裁件和各类成形工件的角度可以直接采用万能角度尺进行测量,而一些形状复杂的工件则需在测量后换算某些尺寸。尺寸换算可用三角、几何的关系式进行计算。如图2-33所示冲压件,由于外形尺寸较小,用万能角度尺难以测量,则可借助高度游标尺划线,利用游标卡尺测量工件的尺寸A、B、B1、A1、A2,然后通过正切函数,即 求得。
求得。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。