



冲压工常用的夹具有压板、T形螺栓、六角螺栓、垫块等紧固件。
在小型和部分中型压力机上,上模常用模柄插入压力机滑块孔中的方法进行固定;在大型压力机和一些中型压力机上,则用压板、螺栓和螺母等紧固上模;对大型压力机上使用的大型冲模也可直接用多个螺栓或T形螺栓和螺母紧固下模的方法,而不再用压板,但有时也可用压板和垫铁,这种螺钉固定法准确可靠,但增加了冲模制造工时。图2-8为常见的用螺钉固定下模座的结构形式。
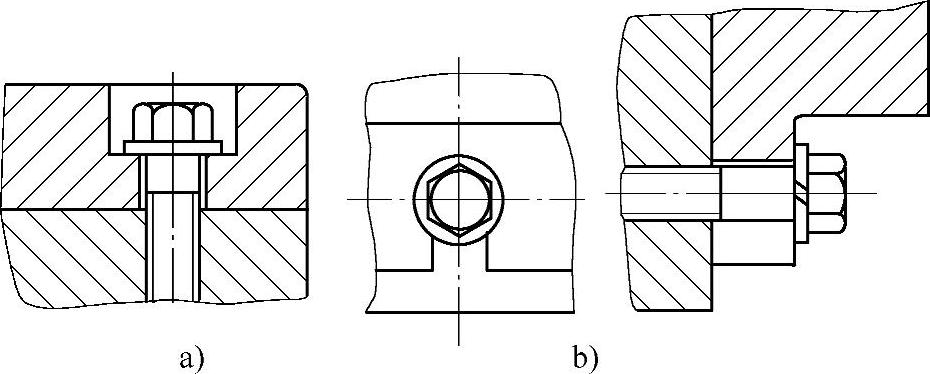
图2-8 螺钉固定下模座的结构
a)带平底孔下模座的紧固 b)带开口槽下模座的紧固
紧固上、下模的螺钉时,不宜将一侧的螺钉或螺母完全拧紧后再开始拧另一侧,而应将模具各侧的螺钉或螺母交替逐步拧紧,以避免上、下模在拧紧过程中偏移或倾斜,从而破坏了原来模具的装配精度及配合间隙。
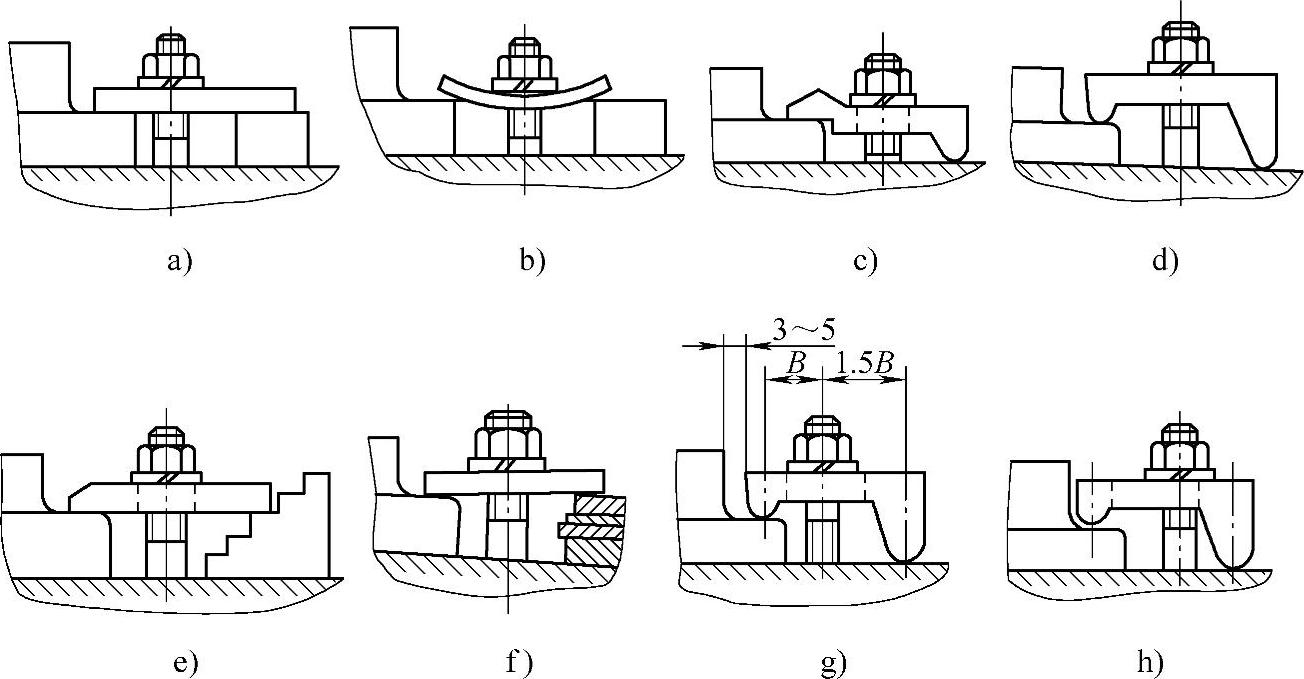
图2-9为几种用压板、螺栓和垫铁把下模紧固在工作台上的正确和不正确方法。其中图2-9a、c、e、g部分为安装正确的示意图,其余为不正确的安装。图2-9b主要错误是压板刚度不足;图2-9d主要错误是支承高度与下模座被压处高度不相等;图2-9f主要错误是垫铁、垫圈没有专用,紧固模具的垫铁、垫圈应该专用;图2-9h主要错误是压板、螺杆和冲模的相对位置不恰当,其恰当位置应按图2-9g所示尺寸布置。
 (https://www.xing528.com)
(https://www.xing528.com)
图2-9 压板固定正误示例
a)、c)、e)、g)正确 b)、d)、f)、h)错误
在冲制过程中,由于压力机的振动可能引起固定冲模的紧固零件产生松动现象,操作人员必须随时注意和检查各紧固零件的工作情况。
图2-10为防止紧固螺母松动的几种方法。
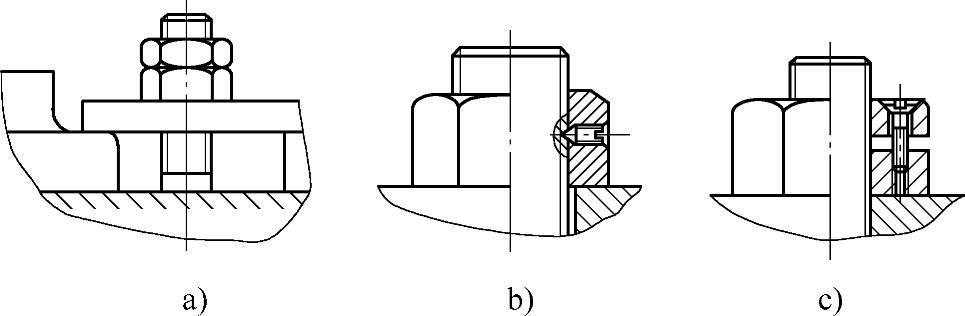
图2-10 防止紧固螺母松动的几种方法
a)双螺母紧固 b)加装顶丝 c)装防松螺母
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。