



【摘要】:冷挤压 使金属沿凸、凹模间隙或凹模模口流动,从而使原毛坯转变为薄壁空心件或横断面不等的半成品,其工序简图及模具简图见图1-3h。图1-3 变形类工序及模具简图a)弯曲工序及模具简图 b)拉深工序及模具简图 c)起伏成形工序及模具简图 d)翻边工序及模具简图 e)缩口工序及模具简图 f)胀形工序及模具简图 g)整形工序及模具简图 h)冷挤压工序及模具简图
变形类工序主要包括弯曲、拉深、成形(翻边、缩口、胀形、起伏成形、整形)、冷挤压等工序,各工序主要特点如下:
(1)弯曲 用模具将板料弯成各种角度和形状,其工序简图及模具简图见图1-3a。
(2)拉深 用模具将板料毛坯冲制成各种开口的空心件,其工序简图及模具简图见图1-3b。
(3)起伏成形 用模具将板料局部拉深成凸起和凹进形状,其工序简图及模具简图见图1-3c。
(4)翻边 用模具将板料上的孔或外缘翻成直壁,其工序简图及模具简图见图1-3d。
(5)缩口 用模具使空心件或管状毛坯的径向尺寸缩小,其工序简图及模具简图见图1-3e。
(6)胀形 用模具使空心件或管状毛坯向外扩张,使径向尺寸增大,其工序简图及模具简图见图1-3f。(https://www.xing528.com)
(7)整形 将翘曲的平板件压平或将成形件不准确的地方压成正确的形状,其工序简图及模具简图见图1-3g。
(8)冷挤压 使金属沿凸、凹模间隙或凹模模口流动,从而使原毛坯转变为薄壁空心件或横断面不等的半成品,其工序简图及模具简图见图1-3h。
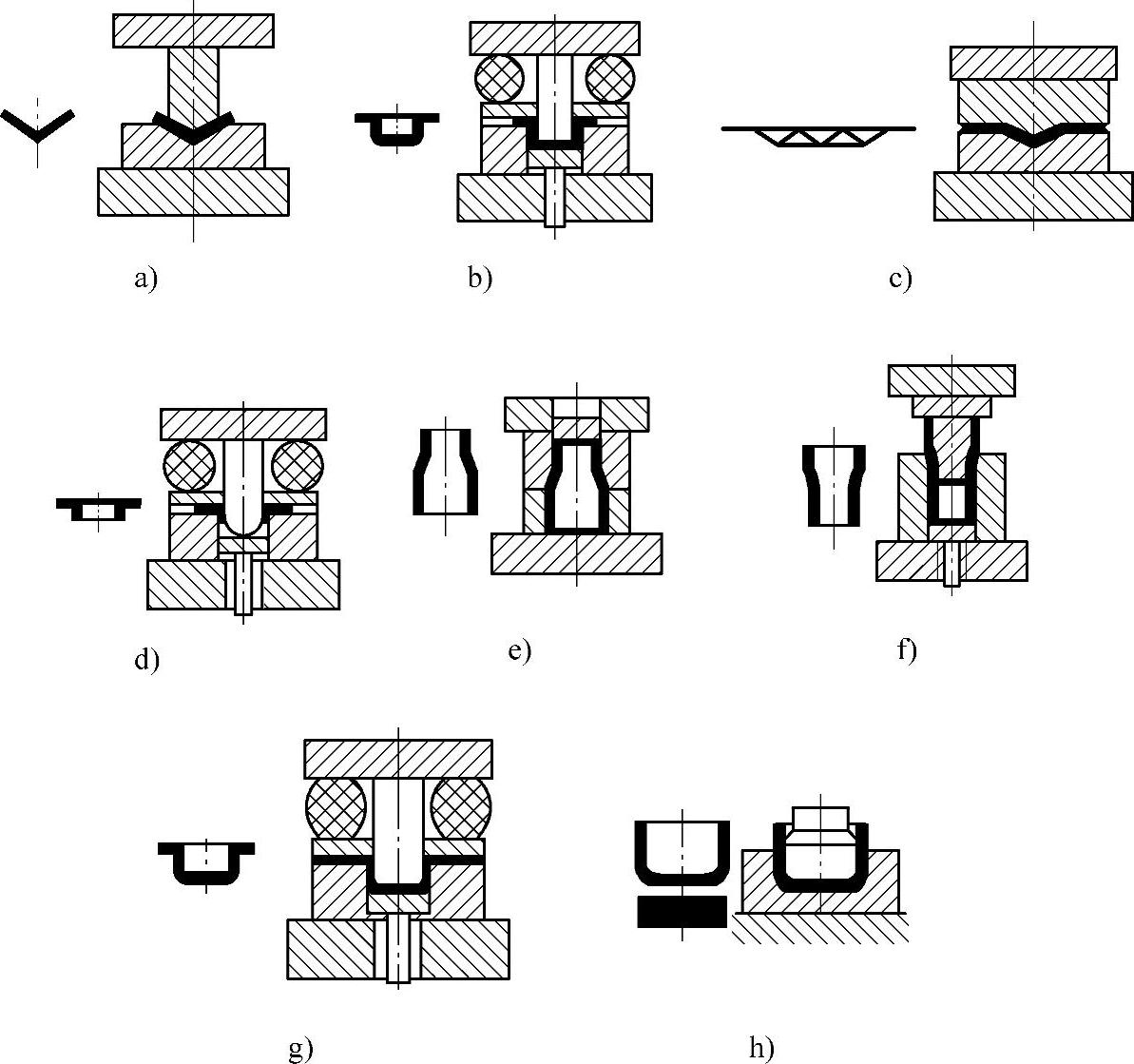
图1-3 变形类工序及模具简图
a)弯曲工序及模具简图 b)拉深工序及模具简图 c)起伏成形工序及模具简图 d)翻边工序及模具简图 e)缩口工序及模具简图 f)胀形工序及模具简图 g)整形工序及模具简图 h)冷挤压工序及模具简图
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。