



1.焊接方法
1)平板对接接头可分为平焊、立焊、横焊和仰焊四种。
2)管板角接可分为插入式管板和骑座式管板两种。根据空间位置不同,每种管板又可分为垂直俯焊、垂直固定仰焊和水平固定全位置焊三种,如图6-6所示。
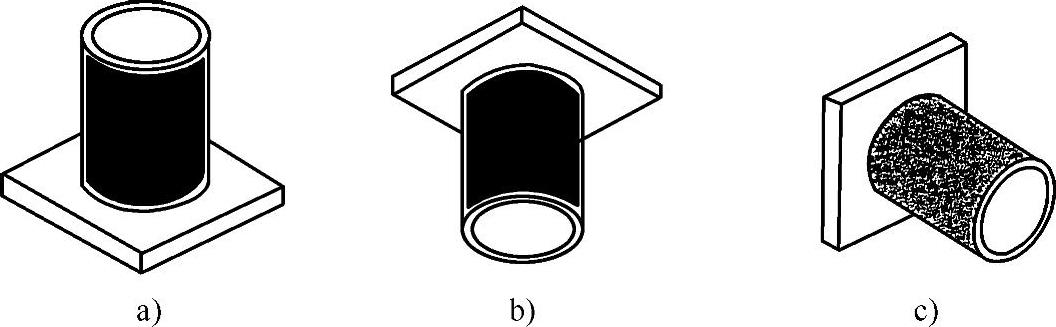
图6-6 垂直俯焊、垂直固定仰焊和水平固定全位置焊示意图
3)管-管对接接头,根据管子厚度和试件位置可分为水平转动、垂直固定、水平固定、垂直固定加障碍物、水平固定加障碍物5种焊接位置。
图6-7所示为焊接实际操作图。图6-8所示为焊接接头示意图。

图6-7 焊接实际操作图
2.焊接接头的组成结构和焊接接头的基本形式
(1)焊接接头的组成结构
两个或两个以上零件用焊接组合或已经焊合的接点称为焊接接头,也称为接头。随着现代焊接技术的发展,新的焊接方法不断出现,接头类型繁多,但应用最广泛的是熔化焊接接头。以熔化焊为例,焊接接头是由焊缝、熔合线、热影响区和母材等组成的,如图6-8所示。(https://www.xing528.com)
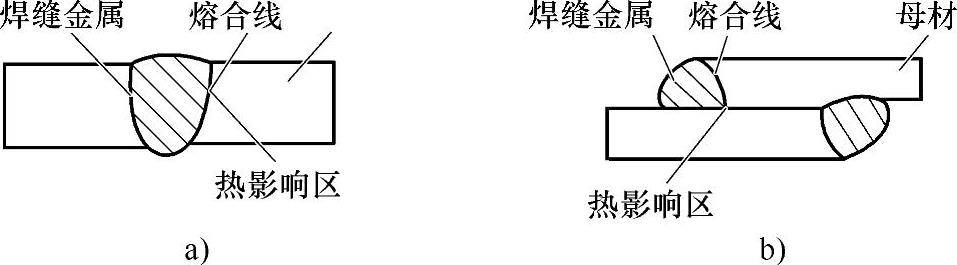
图6-8 焊接接头示意图
a)熔化焊对接接头 b)熔化焊搭接接头
焊缝金属的组织和化学成分因母材不同而有较大差异。近缝区受焊接热源和热塑性的影响,组织和性能都发生了变化。焊缝形状和布局不同,会产生不同程度的应力集中。因此,焊接接头的塑性和韧性与母材不同。影响焊接接头性能的因素很多,归纳起来有:一是焊接接头形状的不连续性、焊接缺陷(如焊接裂纹、熔合不良、咬边等)、残余应力和残余变形;二是在焊接过程中的热循环使局部区域发生组织变化,或虽不发生组织变化,但会使这部分金属发生较复杂的塑性变形,造成焊接材质性能下降。除此之外,焊后热处理和矫正变形等加工工序,也会影响焊接接头的性能。
(2)焊接接头的基本形式
在焊接结构中,根据焊接件的结构形式、钢材厚度、对强度的要求及施工条件等情况来选择焊接接头形式,常用的接头是对接接头、搭接接头、T形接头、角接接头和端接接头。
1)对接接头。两件表面构成大于或等于135°,小于或等于180°夹角的接头。对接接头受力状况较好,应力集中程度低,材料消耗小,但对接连接板边缘的国工及装配要求较高。
2)T形接头。一件的端面与另一件表面构成直角或近似直角接头。这种接头有多种类型(焊透或不焊透、开坡口或不开坡口),可承受各种方向的力和力矩。
3)搭接接头。两件部分重叠构成的接头。搭接接头的应力分布不均匀,疲劳强度较低,不是理想的接头类型。但由于其焊接准备和装配工作简单,仍然得到广泛的应用。
4)角接接头。两件端部构成大于30°小于135°夹角的接头,多用于箱形构件。
5)端接接头。两件重叠放置或两件表面之间的夹角不大于30°构成的端部接头,多用于密封。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。