



【摘要】:焊缝金属的性能主要由焊条和焊件金属相互熔化来决定。在焊缝金属中,填充金属约占50%~70%,常用焊条的结构如图6-4所示。因此,焊接时必须选择合适的焊条牌号,才能保证焊缝金属具备所要求的性能。否则,将影响焊缝金属的化学成分、力学性能和使用性能。例如,碳钢焊条对强度大小和酸、碱性的选择;合金钢对化学成分的选择等。图6-3 焊枪外形图图6-4 焊条的结构图2)焊条直径的选择取决于工件的厚度。
1)焊条牌号的选择。焊缝金属的性能主要由焊条和焊件金属相互熔化来决定。在焊缝金属中,填充金属约占50%~70%,常用焊条的结构如图6-4所示。因此,焊接时必须选择合适的焊条牌号,才能保证焊缝金属具备所要求的性能。否则,将影响焊缝金属的化学成分、力学性能和使用性能。例如,碳钢焊条对强度大小和酸、碱性的选择;合金钢对化学成分的选择等。

图6-3 焊枪外形图
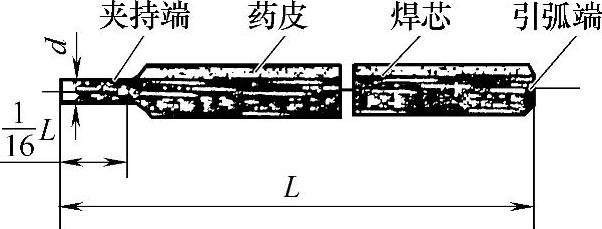
图6-4 焊条的结构图
2)焊条直径的选择取决于工件的厚度。厚度较大的焊件应选用直径较大的焊条;反之,较薄焊件的焊接,应选用直径小的焊条,在一般情况下,焊条直径与焊件厚度之间的关系见表6-1。(https://www.xing528.com)
表6-1 焊条直径与焊件厚度之间的关系表 (单位:mm)

3)焊缝位置。在板厚相同的情况下,焊接平缝用焊条的直径应比其他位置大一些;立焊最大直径不超过5mm,而仰焊、横焊最大直径不超过4mm,这样可形成较小的熔池,减少熔化金属的溢出。
4)在进行多层焊接时,如果第一层焊缝所采用的焊条直径过大,会因电弧过长而不能焊透,为了防止根部焊不透,对第一层应采用直径较小的焊条进行焊接,以后各层可以根据焊件厚度,选用较大直径的焊条。
5)接头形式。搭接接头、T形接头因不存在焊透问题,所以应选用较大的焊条直径,以提高生产效率。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。