



这里的厚板特指那些板厚在1.5mm以上的板材。由于板厚对构件的形状与尺寸产生影响,所以在展开下料前就要把板厚考虑在内。
1.厚板圆管的展开与计算(见图3-21)
(1)无缝焊接连接圆管的展开与计算
厚板圆管展开后体积V的计算公式

式中 S——展开后的面积;
t——板材厚度;
d——圆管内径;
D——圆管外径。
厚板圆管的展开是一个矩形,矩形的长是圆管中径的周长,矩形的宽是圆管的高,也就是圆管的母线长。
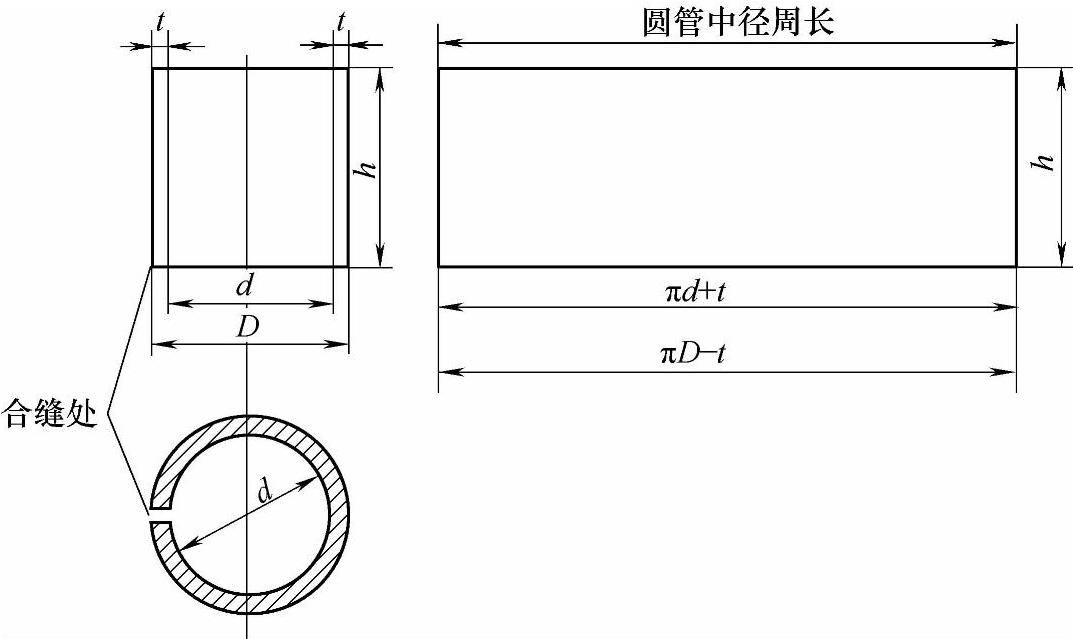
图3-21 厚板圆管的展开图
(2)卷边焊接圆管的展开与计算(见图3-22)
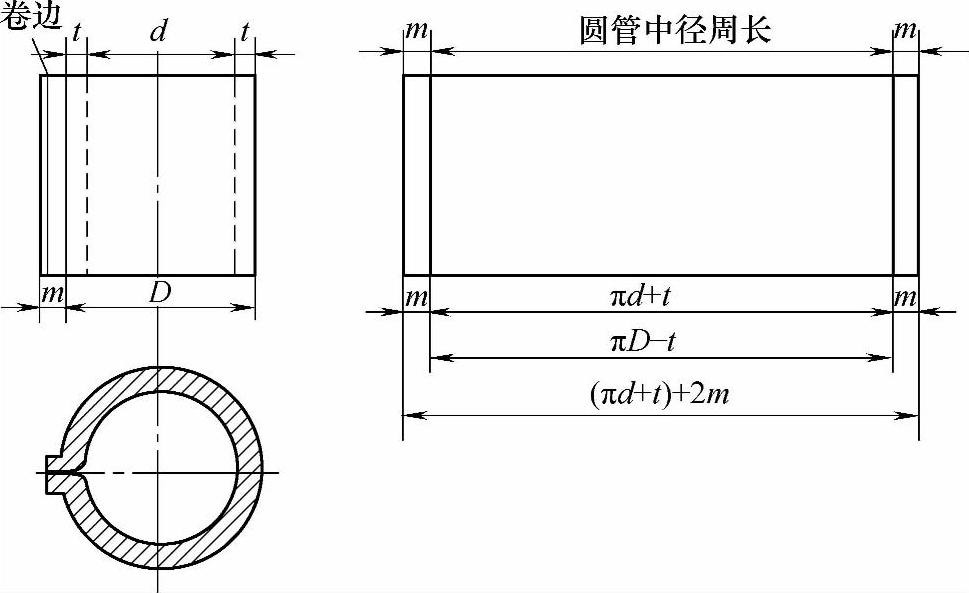
图3-22 厚板卷边连接圆管的展开下料图
厚板卷边焊接的圆管展开图是一个矩形,矩形的长是圆管的中径周长加上两个卷边的宽度。矩形的宽是圆管的高,即圆管母线长。
厚板卷边连接圆管展开后的体积V的计算公式

式中 S——展开后的面积;
t——板材厚度;
d——圆管的内径;
D——圆管的外径;
h——圆管的高;
m——卷边宽度。
2.厚板方管的展开与计算
(1)无缝焊接连接方管的展开与计算(见图3-23)
厚板方管的无缝焊接连接展开是一个矩形,矩形的长是方管内壁的四个宽,即2a+2b。因为弯折时板厚对四个角产生影响,所以下料时要以内壁的宽度为准,矩形的宽,即是方管的高。
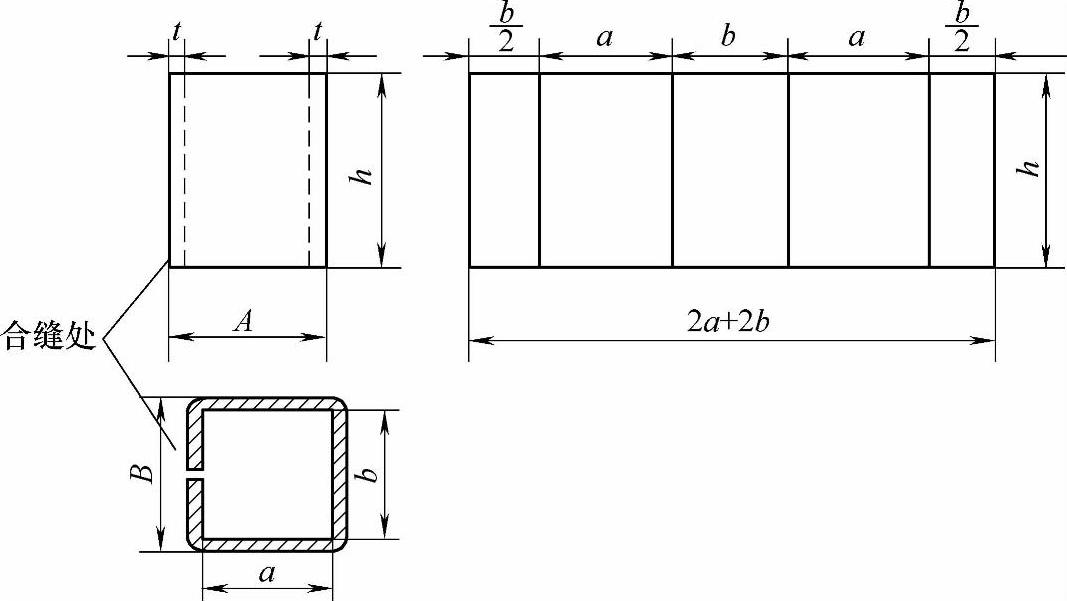
图3-23 厚板方管的展开图
厚板方管展开后的体积计算公式为

式中 S——展开后的面积;
t——板厚;
a——内壁宽;
b——内壁长;
h——方管的高。
(2)卷边焊接连接方管的展开与计算(见图3-24)
厚板卷边焊接连接方管的展开是一个矩形,矩形的长是方管内壁的四个边长加上两个卷边长,矩形高是方管的高。(https://www.xing528.com)
厚板卷边焊接方管展开后下料的体积计算公式为

式中 h——方管的高;
t——板厚;
m——卷边宽度;
a——方管内壁宽;
b——方管内壁长。
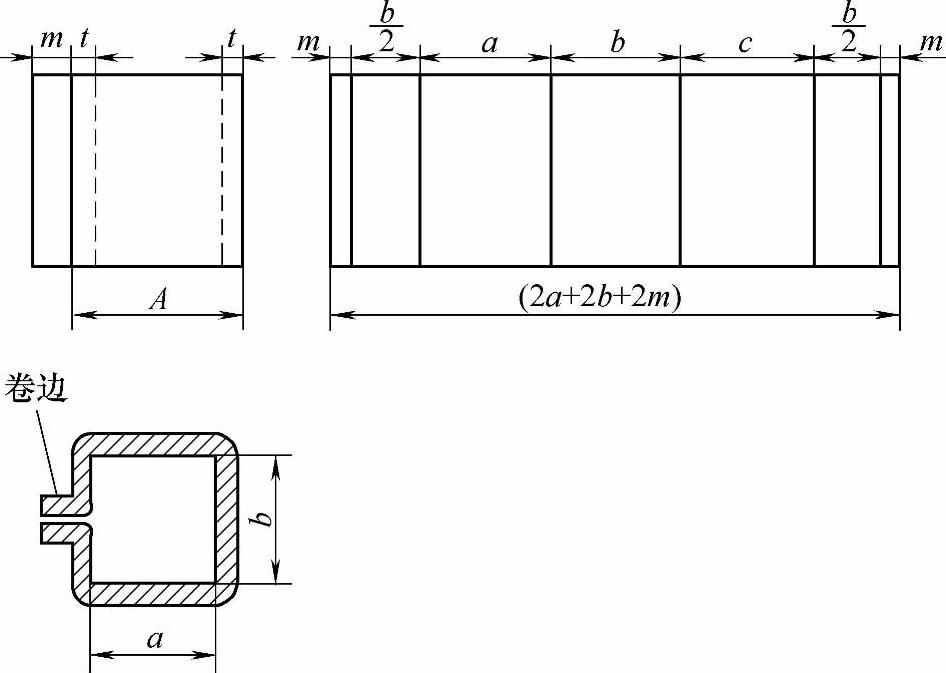
图3-24 厚板卷边的方管展开下料图
3.厚板圆锥管的展开与计算
厚板圆锥管的展开是一个扇形,扇形的半径等于圆锥中径的母线长(见图3-25中的L),弧长等于圆锥底圆中径圆的周长。扇形角α=180° (φ为底圆中径圆的直径,L为中径圆的母线长)。展开图可通过计算或做图等分弧线线段两种方法做出。下完料切割后,在圆锥管尖端中径母线处要打一个坡口,以利于在制作时圆锥管归圆靠拢。
(φ为底圆中径圆的直径,L为中径圆的母线长)。展开图可通过计算或做图等分弧线线段两种方法做出。下完料切割后,在圆锥管尖端中径母线处要打一个坡口,以利于在制作时圆锥管归圆靠拢。
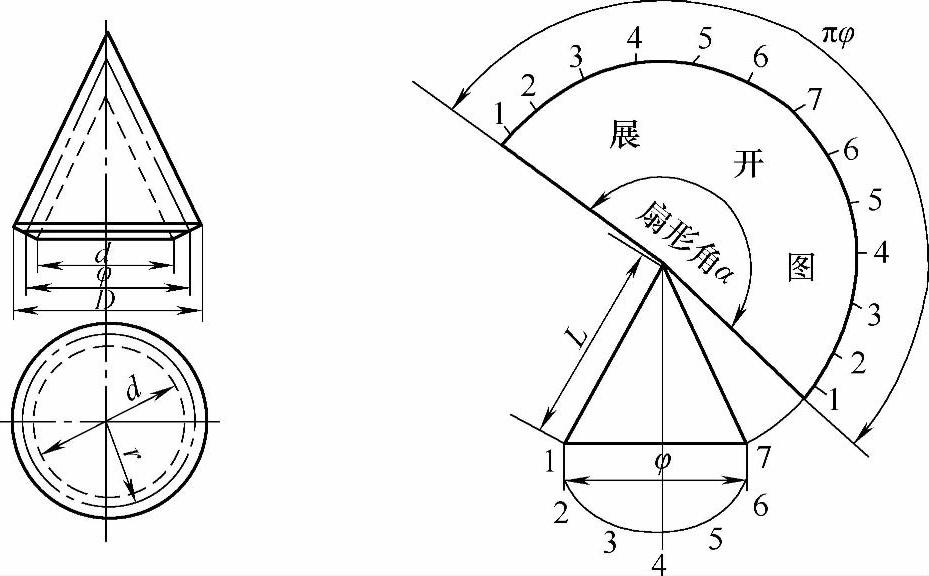
图3-25 厚板圆锥管的展开图
厚板圆锥管展开后的板料体积计算公式为
式中 S——展开后的面积;
t——板厚;
r——圆锥管底圆中径圆的半径;
L——中径圆的母线长。
注:以上厚板的卷边对接焊接特指那些板厚为1.5~3mm之间板材所制作的各种构件,它们的卷边长度大都在3~5mm之间,超过了3mm的板材,所做的构件一般都不卷边,而是直接对接焊接。
4.厚板构件的焊接连接
钣金构件的焊接连接主要是用于展开下料裁剪切割后的各个单个小平面(或曲面)向钣金构件立体组合转换的操作过程。
钣金构件的焊接连接主要有三种方法,即钎焊、气焊、电焊。钎焊和气焊主要是用于板厚在3mm以下的构件的卷边和无缝连接。电焊主要是用于板厚超过3mm以上的构件的对接、角接、搭接和丁字接的焊接连接。
电焊焊接连接的接头形式有五种:对接接头、搭接接头、角接接头、丁字接头和卷边接头(见图3-26)。卷边接头主要是用于板厚在3mm以下的构件连接。

图3-26 焊接接头形式
a)对接接头 b)搭接接头 c)角接接头 d)丁字接头 e)卷边接头
板厚超过6mm以上的构件组装焊接连接一般要打坡口,坡口样式有半坡和全坡(见图3-27)。

图3-27 电焊焊接板材的坡口形式
a)半坡 b)全坡 c)全坡
板厚超过14mm以上的构件组装对接头焊接连接一般要用全坡口,如图3-27中b、c所示。
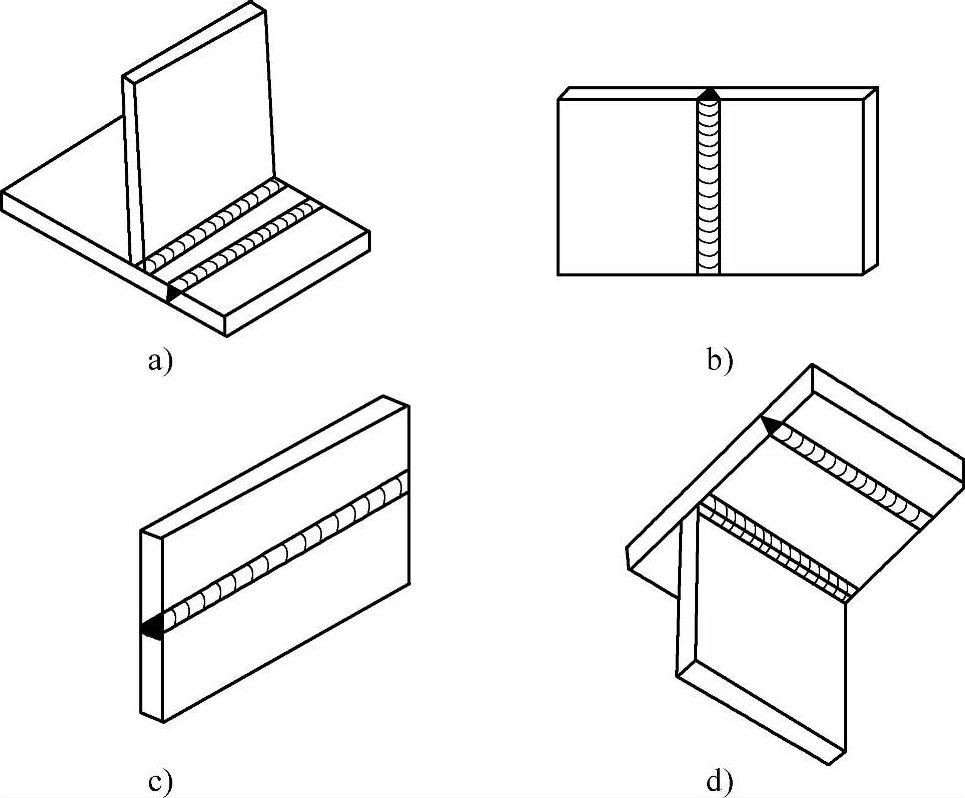
图3-28 焊缝形式(按空间位置分)
a)平焊缝 b)立焊缝 c)横焊缝 d)仰焊缝
电焊的焊缝形式和操作方法,按空间位置分有平焊、横焊、立焊、仰焊四种(见图3-28)。四种焊缝形式的操作方法各有不同,其中平焊缝是各类操作方法中最简单、工作效率最高、质量最好的一种操作方法。因此在有条件情况下,一般都要尽量选择平焊。这几种焊接方法中仰焊为最难操作的,由于受空间位置影响,其焊接的质量和工作进度都不如其他几种操作方法,所以一般情况下都要尽量避开仰焊,而采用其他的几种焊接操作方法。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。