



这里的薄板特指那些板厚在1.5mm以下的板材,在工件调整误差允许的情况下,可忽略不计板厚的影响,直接做出展开。制作方法有弯曲、对折、咬口、卷边、挂扣、咬合、折边、对接焊接等各种方法。
1.薄板构件咬口连接的种类与应用
(1)咬口的种类与应用
把两块板料的边缘(或一块板料的两边)折转扣合并彼此压紧,这种连接方法叫咬口。
咬口根据需要可制成各种样式。按形式分有站扣和卧扣两种,按结构分有挂扣、单扣和双扣,按位置分有平面扣和角扣(见图3-7)。
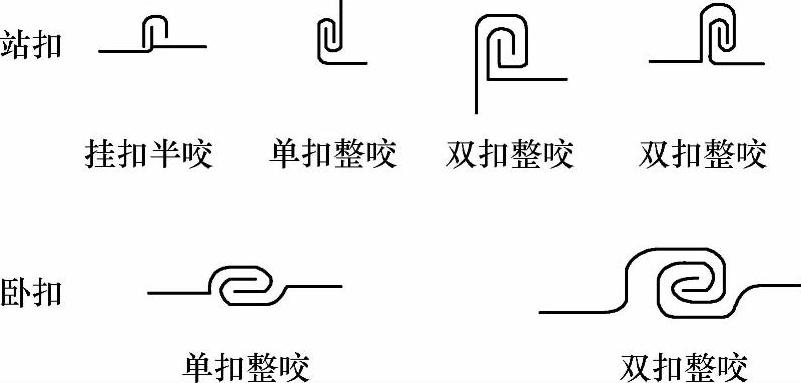
图3-7 咬口的各种形式
注:第二种和第三种是角扣,其余均为平面扣。
平面扣板材构件为面的连接,如两块板材的平面连接或曲面连接;角扣板材构件为角的连接,如盒、桶、壶等的底面与壁围的连接。
一般所说的咬口大多数是指如图3-7所示的卧扣中的单扣整咬,因为这种咬口即有一定强度,表面又平滑,而且操作起来又简单、方便,所以应用的地方就最多,如常见的盒、桶、壶、烟筒等都是这种咬口。
卧扣双扣整咬,一般在建造房屋时采用,由于其强度高、牢靠,屋顶的水沟都采用它;而风道和烟道均采用卧扣单扣整咬,因为它们对连接强度要求不高,只求不漏水。
站扣是在要求具有大的刚性时采用,而站扣中的双扣整咬由于难以弯制,实际应用也不大,所以一般很少采用,一般多用站扣挂扣半咬,如房盖的纵行扣大多是采用站扣挂扣半咬。
站扣单扣整咬一般应用在构件的角连接上,如水桶、盒、壶的底面与壁围的连接咬口。
(2)咬口余量
咬口钣金件的毛料必须要留出咬口余量,否则做出的零件会因为尺寸小而成为废品。各种咬口因形式不同,所以所留出的咬口余量也不尽相同。
站扣挂扣半咬和站扣整咬应在一块板料上留出等于咬口宽度的余量,而在另一块板料上则需留出咬口宽度两倍余量。盒、桶、壶的底面与壁围的连接就是采用站扣整咬的方法。
站扣双扣整咬应在一块板料上留出咬口宽度两倍的余量,而在另一块板料上则需留出咬口宽度三倍的余量。
卧扣单扣整咬应在连接两块板料(或一块板料的两边)总尺寸减去一个咬口宽度,然后留出两块板料的咬口余量,两块板料的咬口边余量是咬口宽度的两倍。
卧扣双扣整咬应在连接两块板料的总尺寸减去一个咬口宽度,再在两块板料上留出咬口宽度三倍的余量。
咬口宽度是根据板材厚度而定。一般咬口宽度为板材厚度的8倍左右,例如:1mm厚板材的咬口宽度为1×8mm=8mm;板厚为0.75mm时,咬口宽度为0.75mm×8=6mm;板厚为0.5mm,咬口宽度为0.5mm×8=4mm。
咬口宽度留边一定要保持宽窄一致,如果宽窄不一,则在挂扣时就容易出现鼓腰或洼腰,使连接挂扣咬合困难。各种薄板咬口应根据材料的性质不同,而采用相应的措施进行弯曲对折。咬合时不宜锤击太死,以防板料断裂。
(3)弯制咬口的操作过程
弯制咬口所使用的工具有铁锤、木锤、橡胶锤、木棒拍板、角钢、方钢、小铁轨等。各种咬口的弯制操作过程分述如下。
1)弯制卧扣单扣整咬的操作过程(见图3-8a):先在板料上划出咬口的弯折线,然后把板料放在方杠(角钢或小铁轨)上,用锤子或木棒拍板轻敲,打弯曲折线伸出部分,使弯折伸出部分成90°角(见图3-8a中的1),再朝上翻转板料,使弯折边向里扣,不要扣死(见图3-8a中的2~3),留出适当间隙,再用同样方法弯折另一块板料的边缘,留出间隙,然后相互扣上(见图3-8a中的4),锤击压紧即成。注意咬口边部要敲凹以防松脱(见图3-8a中的5~6)。
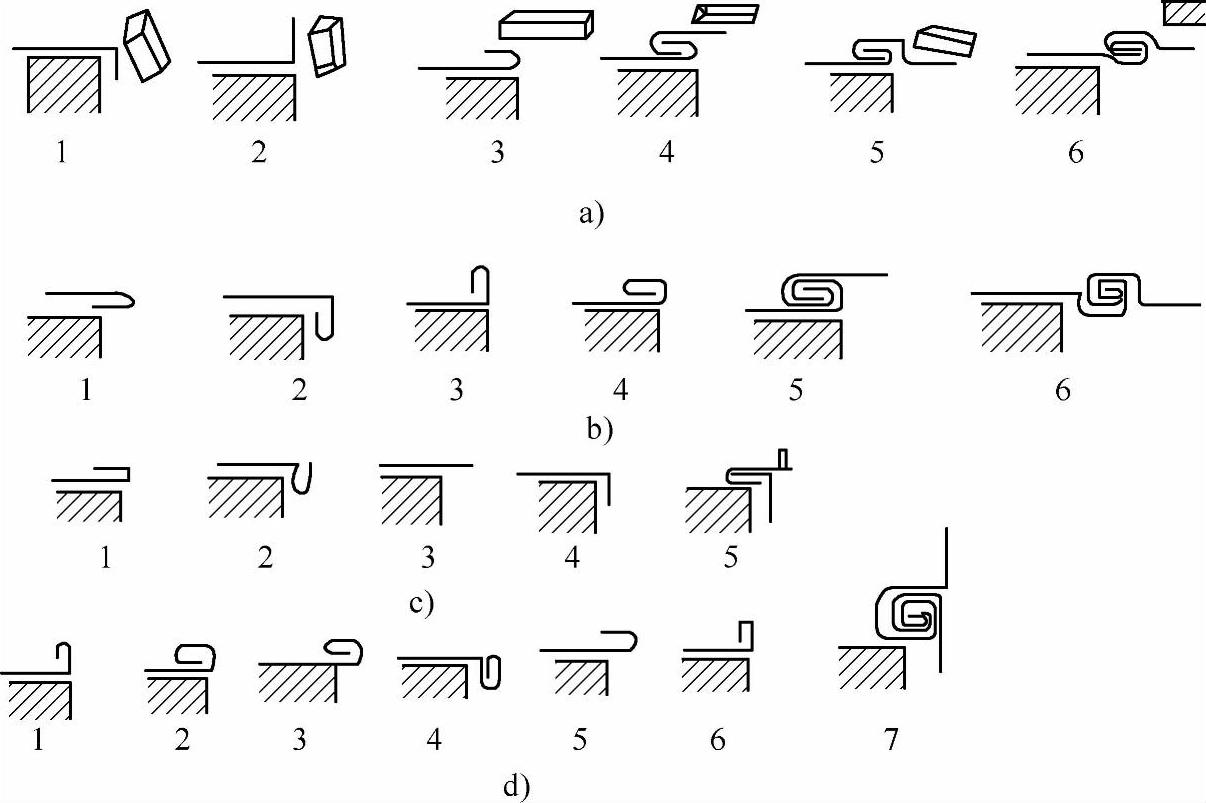
图3-8 各种咬口操作过程
a)卧扣单扣整咬操作过程 b)卧扣双扣整咬操作过程 c)站扣挂扣半咬操作过程 d)站扣双扣整咬操作过程
2)弯制卧扣双扣整咬的操作过程(见图3-8b):先在板料上做出卧扣单扣(见图3-8b中的1),再向里弯(见图3-8b中的2),翻转板料朝上(见图3-8b中的3),向里扣成双扣(见图3-8b中的4),在第二块板料上用同样方法做出双扣(见图3-8b中的4),然后把两块板料所做成的双扣,彼此扣合并压紧,敲击咬口边部成凹形(见图3-8b中的5~6)。
3)弯制站扣挂扣半咬的操作过程(见图3-8c):在一块板料上做成站扣单扣,(见图3-8c中的1~2),而在另一块板料的边缘弯成直角(见图3-8c中的3~4),然后相互压紧即成(见图3-8c中的5)。
4)弯制站扣双扣整咬的操作过程(见图3-8d):在一块板料上做出双扣(见图3-8d中的1~4),在另一块板料上做出单扣(见图3-8d中的5~6),然后互相扣合压紧(见图3-8d中的7)。
2.薄板构件卷边的种类和操作方法
为了增加零件的刚性和强度或零件边缘的圆滑,将零件边缘卷曲称为卷边。需要卷边的零件很多,如工厂中所使用整流罩、机罩及日常生活中用的锅、盆、壶、桶等的边缘,且一般都要进行卷边。卷边分为夹丝卷边和空心卷边两种。
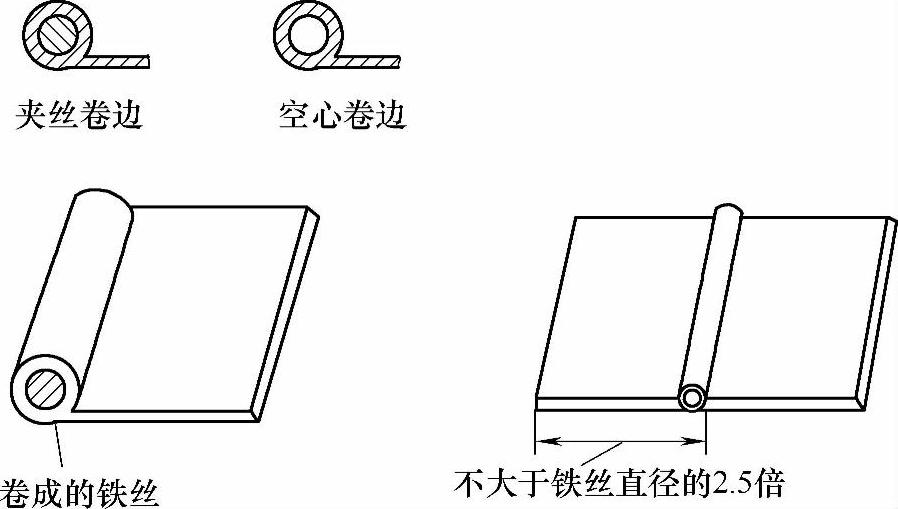
图3-9 卷边示意图
夹丝卷边如图3-9所示,在板材边缘卷曲圆内嵌入一根铁丝,使边缘强度增大。铁丝的粗细根据构件的尺寸和所受的力来确定,一般铁丝直径为板料厚度的3倍以上。包卷铁丝的板料边缘应不大于铁丝直径的2.5倍。
制作卷边必须解决好下料的余量问题,因此需要掌握零件展开尺寸的计算方法。卷边零件是由卷曲和不圈曲两部分组成,因此总尺寸就是这两部分总和。图3-10所示,零件的展开长度L的计算公式为
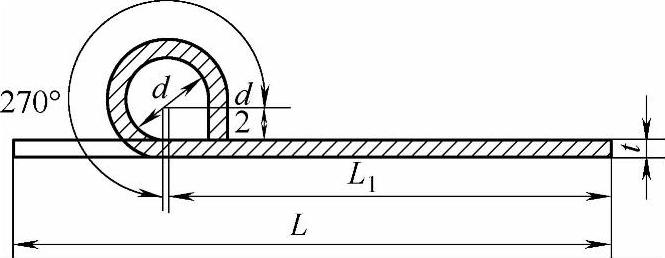
图3-10 卷边展开尺寸的计算
式中 L1——板料不卷曲部分;
L2——板料270°的卷曲部分长度;
d——铁丝直径。
 (t为板料厚度)
(t为板料厚度)

手工制作夹丝卷边的操作过程(见图3-11):
1)在毛料上画出两条卷边线,即L2和L3(见图3-11a,图中L2=2.5d,L3=( ~
~ )L2,L3为不卷曲部分)。
)L2,L3为不卷曲部分)。
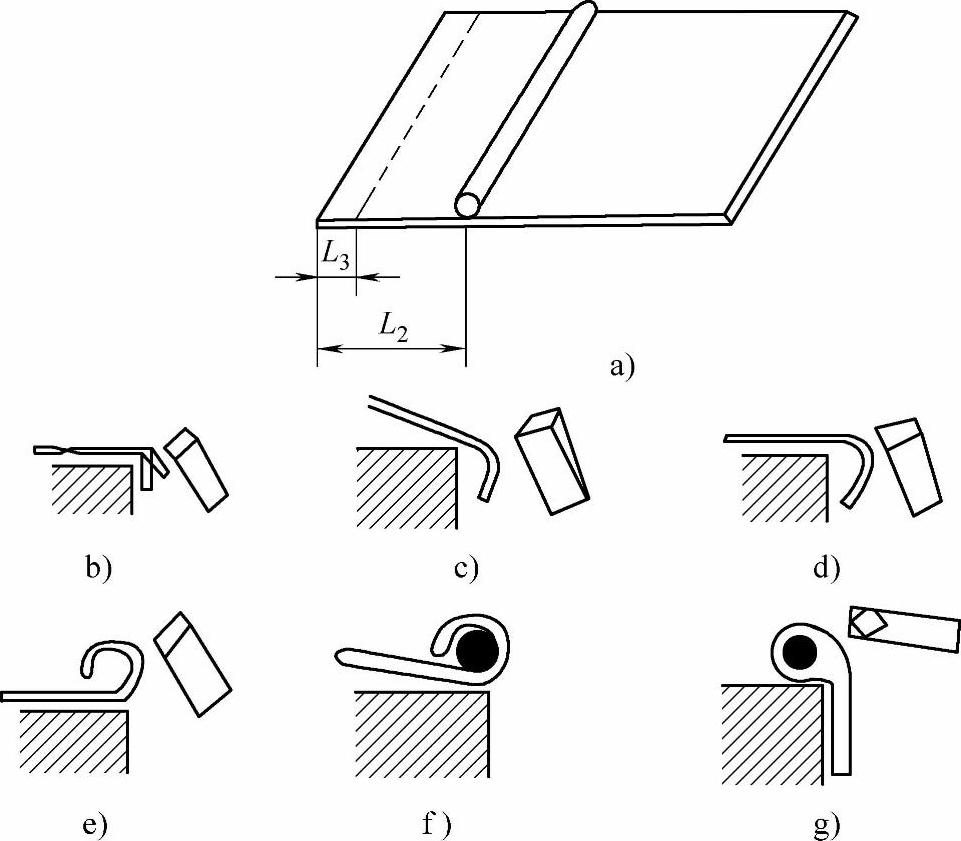
图3-11 夹丝卷边过程
2)将毛料放在平台(或方钢、小铁轨道)上,使其露出平台的尺寸等于L3,左手压住板料,右手用锤子或木棒拍板敲打露出平台边缘的部分,使其向下弯曲成85°~90°角(见图3-11b)。
3)将毛料逐渐外伸敲打弯曲,直至平台边缘对准第二条卷边线为止,也就是使露出平台部分等于L2为止,并使第一条敲打的边缘靠上平台(见图3-11c、d)。
4)将毛料翻转,使卷朝上,轻而均匀地敲打卷边向里扣,使卷曲部分成圆弧线(见图3-11e)。
5)将铁丝放入卷边内,放时先从一端开始,为防止铁丝弹出,先将一端扣好,然后放一段扣一段,直至全部扣完后,再轻轻敲打,使卷边紧靠铁丝(见图3-11f)。
6)翻转毛料,使接口靠住平台边缘,用锤子或拍板轻轻敲打,使接口咬紧(见图3-11g)。
手工制作空心卷边的操作过程与制作夹丝卷边的操作过程一样,就是使卷边与铁丝不要靠得太紧,最后把铁丝抽出来。抽拉时,只要把铁丝一端夹住,将零件一边转一边向外拉即可。
3.薄板构件弯曲对折方法
(1)手工制作圆筒形构件方法
用板料制作圆筒形构件时,首先要计算出圆筒的周长(直径×π),再加上咬口加工留边余量,而后进行下料切割剪裁。将切割后的板料放在方钢或小铁轨道上,先进行板料两边咬口的弯制,而后由板料两端向下敲打弯曲,在两端各敲打成1/4圆时,再由两端逐渐向板料中心弯曲并敲打,敲打出的两端圆弧一定要和规定的直径圆弧相同,如果感到不好掌握,事先可制作一个规定直径的1/6圆弧样板进行比量。当圆筒接口弯制到近于合拢时,把弯制完的咬口挂扣上,放在方钢或小铁轨道上,轻轻敲打咬口,使咬口扣实、扣严。咬口扣实扣严后,再在方钢或小铁轨道上翻转筒料进行规圆的敲打处理,直至敲打出的筒形构件符合标准要求为止。
如果违反操作程序,先从板料中间开始敲打弯曲,起初开始感到很容易,但是快到合拢时却很困难,特别是较厚的板料和带有咬接的边时,困难将会更大,因为最后弯曲两端圆弧时两手不便把握工件。
当圆筒弯制完成后,如果发现不圆或有椭圆时,可放在地面或平台上进行滚圆压弯,再将其套在方杠或圆杠上,用木锤、拍板或钣金锤轻轻敲打修整,应根据材料的厚度和材质性质选择不同的工具。
(2)手工制作方形管构件的方法
1)首先下好展开料,划出弯曲对折线,将切割后的板料放在方钢或小铁轨道上面,把板料的弯曲对折线与方钢或小铁轨道的边缘角对齐,左手压住板料,右手用钣金锤、木锤或拍板,先把两端敲打成一定角度,以便定位,然后再逐渐一段段敲击,直至全部弯曲对折成90°角。
2)用两根长短合适的角钢面对面夹在台虎钳上,把切割好的板料按弯曲对折线与角钢上的角平面对齐,然后夹紧板料。用双手按住板料上端往怀里搬,使板料弯曲形成一个有小弧线形角度,然后再用木锤、拍板或钣金锤轻轻敲击板料的弯曲小弧形,直至靠近角钢,形成一个90°角。
3)用线痕錾敲击:在地面或平台上铺一块胶皮或木板,把切割好的板料放在上面,用线痕錾对准弯曲对折线,左手握住线痕錾,右手握住锤子锤击线痕錾,直至板料微微撬起,再用双手扳住板料,撬起两边往里按,直至达到所要求的角度,然后再用规铁靠住板料,修理整形。
4.薄板的圆管展开与计算
1)圆管的展开如图3-12所示,展开图是一个矩形图,矩形的长是圆管圆口的展开线,尺寸等于圆管圆口的周长,短边是圆管体表面上某一位置的直线(即圆柱体上的一条母线,通称合缝线),它的尺寸是管体高。
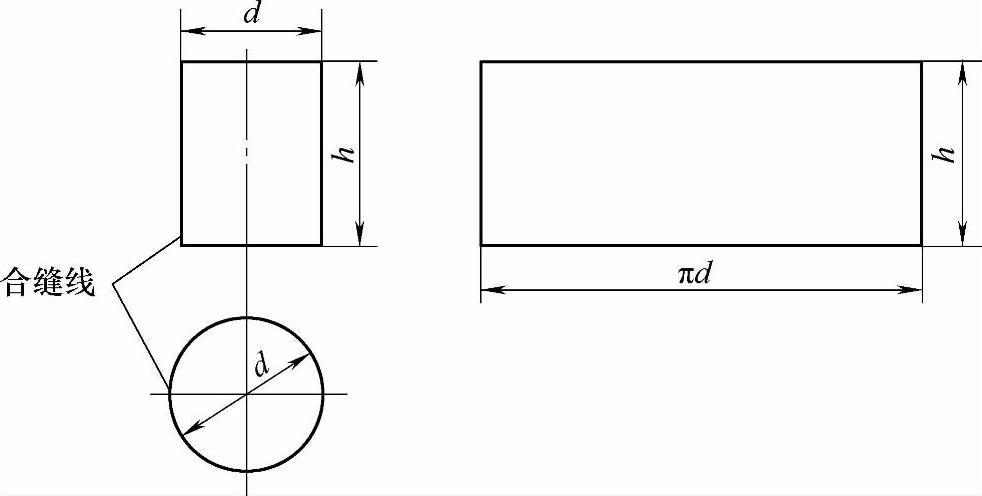
图3-12 薄板圆管展开图
圆管展开面积计算公式为

式中 S——圆管展开的面积;
L——圆管周长,L=πd;
d——圆管直径;
h——圆管高。(https://www.xing528.com)
2)薄板圆管带咬口的展开与计算(见图3-13)。圆管展开的咬口结构型式属于卧扣单扣整咬。前面已经介绍过卧扣单扣整咬的操作过程,首先在待加工的板料上要画出下料的总长线L以及总长线两边咬口宽度m和咬口余量线2m,咬口宽度m长短根据板厚决定,m=8×t(t为板厚)。
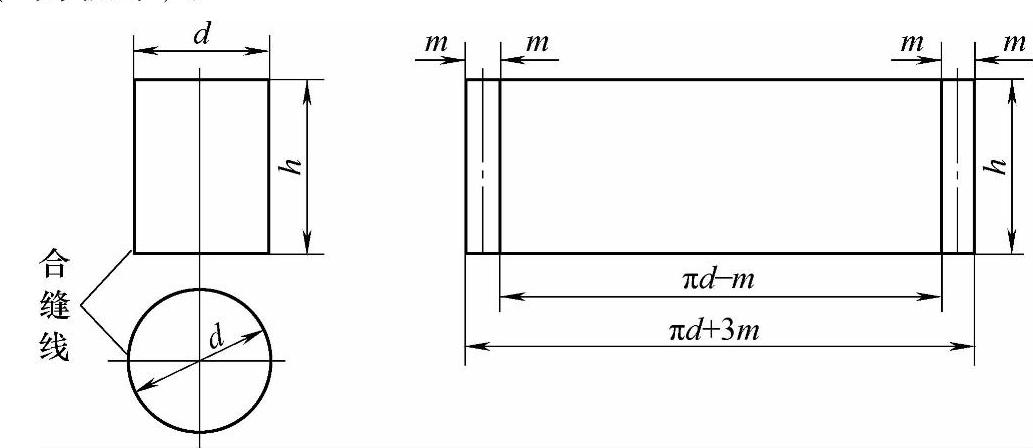
图3-13 带咬口圆管展开下料图
咬口圆管展开下料后面积计算公式为

式中 L——咬口圆管的下料长,L=πd+3m;
d——圆管直径;
m——咬口宽度;
h——圆管高。
3)上下卷边带咬口的圆管展开与计算(见图3-14)。上下卷边带咬口圆管的展开在制作加工前,应在板料上画出下料的总长线和总高线,再在总长线内做出咬口的宽度线m和咬口余量线2m,在总高线内做出上下口两端的卷边线L2。
总长线是圆管周长πd加上3个咬口宽度m之和,总高线是不卷曲部分L1和2个卷曲部分L2之和。
上下卷边带咬口的圆管展开后的面积计算公式为

式中 L1——不卷曲部分料高长度;
L2——卷曲部分料高长度;
d——圆管直径;
m——咬口宽度。
图3-14 上下端卷边带咬口的圆管展开下料图
5.薄板方形管的展开与计算
(1)薄板方形管的展开与计算
方形管的展开如图3-15所示,展开图是一个矩形,矩形的一边是方形管的周长,另一边是方形管的棱长(即合缝线长)。由于制造工艺要求,合缝处最好选在方形管的平面处为佳。
图3-15 薄板方形管的展形图
方形管展开面积的计算公式为

式中 L——方形管管口周长,L=2a+2b(a、b分别为方形管两对底边尺寸);
h——方形管的高,即棱长。
(2)薄板咬口方形管的展开与计算(见图3-16)
咬口方形管的咬口结构形式属于卧扣单扣整咬。卧扣单扣整咬的操作过程前面已经介绍过,这里不再重复。首先在下料划线时,就要划出下料的总长线L和高h,以及总长线两边的咬口宽度m线和咬口余量线2m。咬口的宽度m根据板厚t决定,m=8t。
图3-16 咬口方形管的展开下料图
咬口方形管展开后的面积计算公式为
式中 h——方形管的高或棱长;
L——方形管的下料总长线,L=2(a+b)+3m。
(3)薄板方形管一头卷边带咬口的展开与计算(见图3-17)
薄板方形管一头卷边带咬口的咬口结构型式属于站扣中的一种角扣单扣整咬,所以在下料时就要划出下料的总长线L,以及总长线两边的咬口宽度线m线和咬口余量线(一边为一个m宽,另一边为两个m宽),再画出总高线及总高线中的一头卷边线。只有划出这些线,才可以在加工制作时按线施工。
制作方法:为了利于卷边把咬口定在方管一棱线上,先做出站扣中的角扣单扣整咬,再进行空心卷边,如要求卷丝,空心卷边要大些并留有豁口,铁丝可以穿套进去,做完咬口和卷边后,再进行方管的对折成形和挂扣咬合,最后把铁丝弯成方管形套进卷边内,再用钣金锤轻轻敲击卷边,使卷边紧靠铁丝。
图3-17 咬口方形管一头卷边展开下料图
咬口方形管一头卷边展开的面积计算公式为

式中 H——下料线总高,H=L1+L2,L1为不卷曲部分的长,L2为卷曲部分的长;
L——下料总线长,L=2(a+b)+3m;
m——咬口宽度。
6.薄板圆锥管的展开与计算
(1)薄板圆锥管的展开与计算
薄板圆锥管的展开图是一个扇形,扇形的半径等于圆锥母线长,弧长等于圆锥底圆的周长。扇形角 (d为底圆直径,L为圆锥母线长)。展开图通过计算或等分弧线都可做出。如图3-18所示,图上标示的扇形角α为计算做法,12个阿拉伯数字为等分弧线线段作出,它与底圆的12等分相对应。
(d为底圆直径,L为圆锥母线长)。展开图通过计算或等分弧线都可做出。如图3-18所示,图上标示的扇形角α为计算做法,12个阿拉伯数字为等分弧线线段作出,它与底圆的12等分相对应。
圆锥管侧面积的计算公式
式中 r——圆锥底圆半径;
L——圆锥母线长。
图3-18 薄板圆锥管的展开图
(2)带咬口的薄板圆锥管的展开与计算
带咬口的圆锥管的展开是一个扇形,操作过程同前面圆锥管的展开相同,只不过是扇形的两条边每边多了条咬口线,每边咬口线的宽度为1.5m,m为咬口宽度。由于锥顶角对咬口有阻碍作用,所以咬口在锥顶处要留出一个60°角的豁口(豁口为一个小三角形),以方便咬口。由于圆锥体带有坡度、咬口底边也就要有坡度,也就是咬口底边两头都要剪掉一块同样坡度的咬口料,否则咬合后圆锥管会翘起。
扇形的半径等于圆锥的母线长,弧长等于圆锥底圆的周长,扇形角 (d为底圆直径,L为圆锥母线长)。这个扇形通过计算和等分弧线线段都可做出(见图3-19)。
(d为底圆直径,L为圆锥母线长)。这个扇形通过计算和等分弧线线段都可做出(见图3-19)。
图3-19 带咬口的薄板圆锥管的展开下料图
带咬口的圆锥管展开后的面积计算公式为

式中 r——圆锥底圆半径;
L——圆锥母线长;
m——咬口宽度;
 ——为锥顶角咬口留边所去掉的正等三角形豁口面积。
——为锥顶角咬口留边所去掉的正等三角形豁口面积。
(3)带咬口卷边的圆锥管的展开(见图3-20)
带咬口卷边的圆锥管展开操作过程同咬口圆锥管展开基本一致,只不过多了一条卷边,所以在下料时就要把卷边余量计算在内,画出咬口线、咬口余量线、卷边起始线和卷边线。
在制作时,首先要先做出咬口,咬口为卧扣单扣整咬,再进行规圆挂扣咬合、圆锥成形,最后进行卷边。卷边时先敲击圆锥管体底最外的边缘,使最外边缘翘起,再往里一圈圈敲击,待形成圆弧时,套进铁丝,再用钣金锤轻轻敲击卷边缘;使卷边缘靠近铁丝,最后修整成形。
图3-20 咬口线带咬口卷边的圆锥管示意图和展开下料图
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。