



1.外圆柱倒圆
(1)立铣刀
1)分析:如图6-73所示,直径为#1的圆柱体上平面为X、Y轴所在的平面,中心为坐标系原点,轴线为Z轴,上平面四周需用直径为#2的立铣刀进行倒圆,R为#3。
走刀方式:下刀点即开始点选择在工件的右上角,由下而上逐层环铣,以切削点跟倒圆圆心连线与水平面之间的夹角#5为自变量,#6为角度递增量,顺铣方式(顺时针整圆铣削)单向走刀。
首先快速定位在([#1+#2]/2+2,0,-[#3+2])处,赋自变量初始值#5=#6,计算此时刀具中心顶点(参考点)的X轴坐标#24=[#1+#2]/2-#3*[1-COS[#5]],Z轴坐标#26=-#3*[1-SIN[#5]],直线切削到该点,顺时针整圆铣削,然后自变量上升一个角度递增量#6,再计算此时刀具中心顶点的X、Z轴坐标,直线切削到此点,顺时针整圆铣削,一层一层直至完成全部倒角切削加工。
2)变量及说明:
#1=[A];圆柱直径
#2=[B];刀具直径
#3=[C];倒圆R=#3
#6=[K];每次角度增量
#7=[D];进给量,单位为mm/min
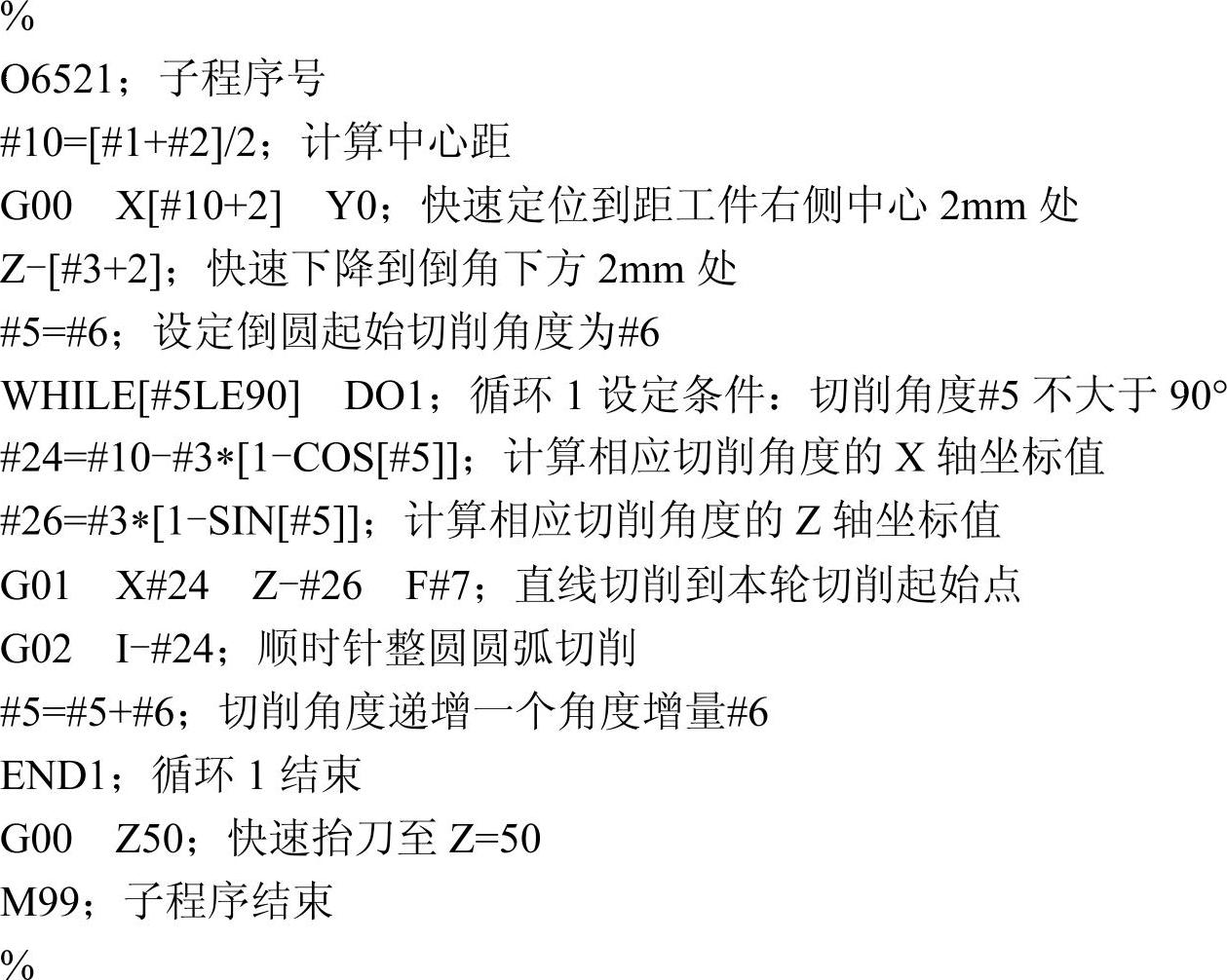
3)宏程序如下:
4)主程序如下:
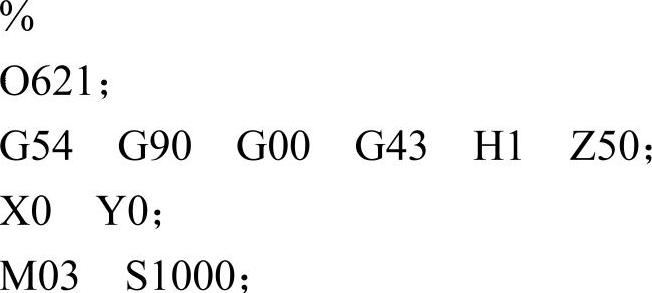

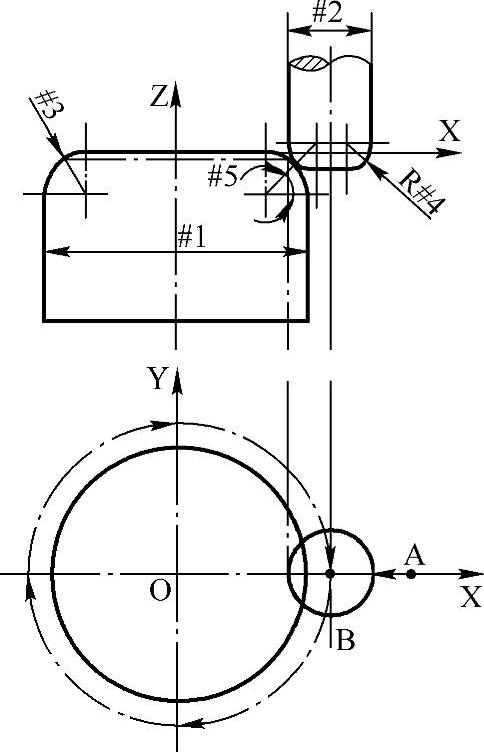
图6-74 外圆柱倒圆(2)
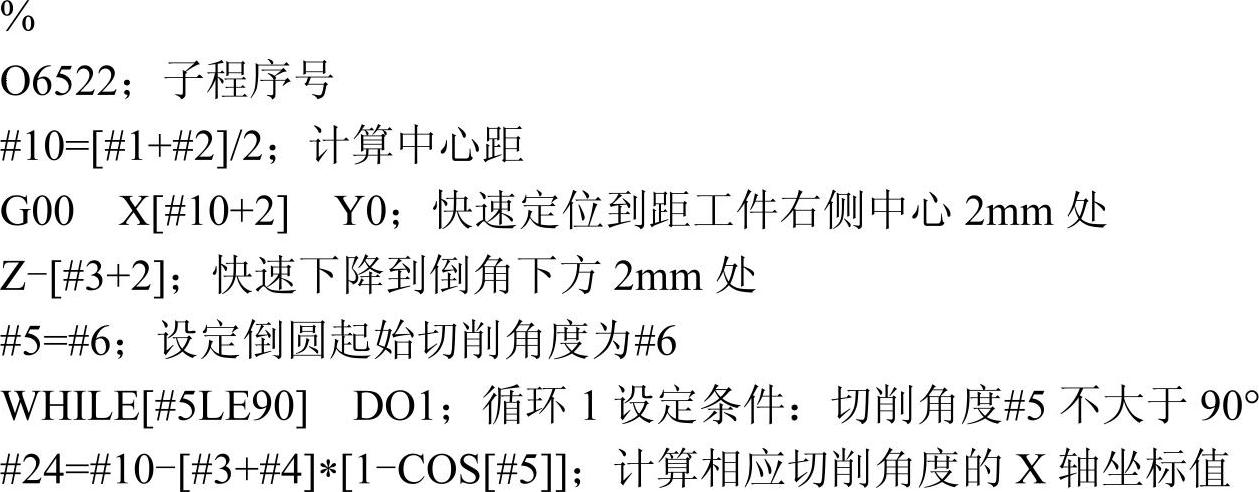
(2)圆鼻刀
1)分析:如图6-74所示,与图6-73基本相同,只不过刀具是刀尖有一个半径为#4的圆鼻刀,其余完全一样。
走刀方式:与图6-73完全一样。
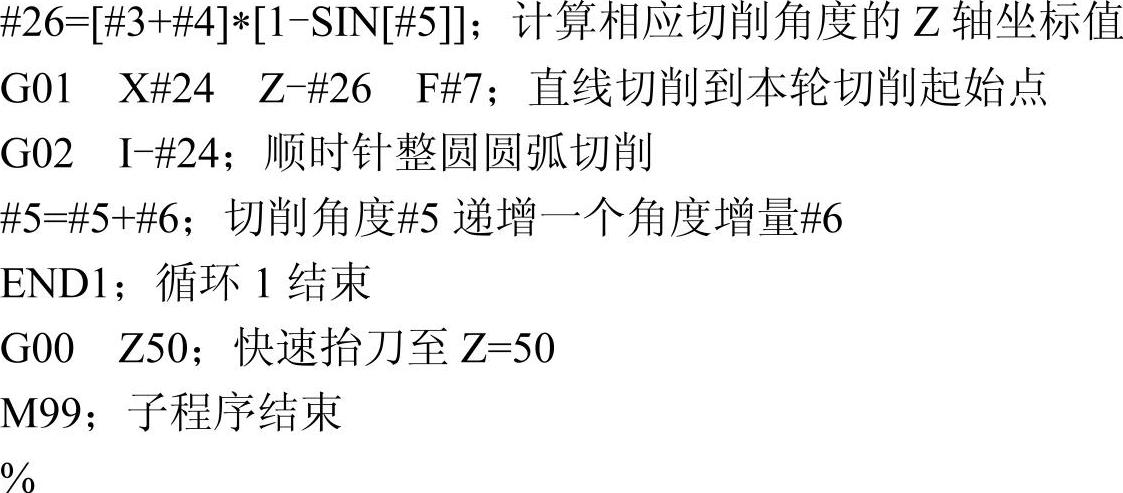
首先快速定位在([#1+#2]/2+2,0,-[#3+2])处,赋自变量初始值#5=#6,计算此时刀具中心顶点(参考点)的X轴坐标#24=[#1+#2]/2-[#3+#4]*[1-COS[#5]],Z轴坐标#26=-[#3+#4]*[1-SIN[#5]],直线切削到该点,顺时针整圆铣削,然后自变量上升一个角度递增量#6,再计算此时刀具中心顶点的X、Z轴坐标,直线切削到此点,顺时针整圆铣削,一层一层直至完成全部倒角切削加工。
2)变量及说明:
#1=[A];圆柱直径
#2=[B];刀具直径
#3=[C];倒圆R=#3
#4=[I];刀尖角半径
#6=[K];每次角度增量
#7=[D];进给量,单位为mm/min
3)宏程序如下:
4)主程序如下:
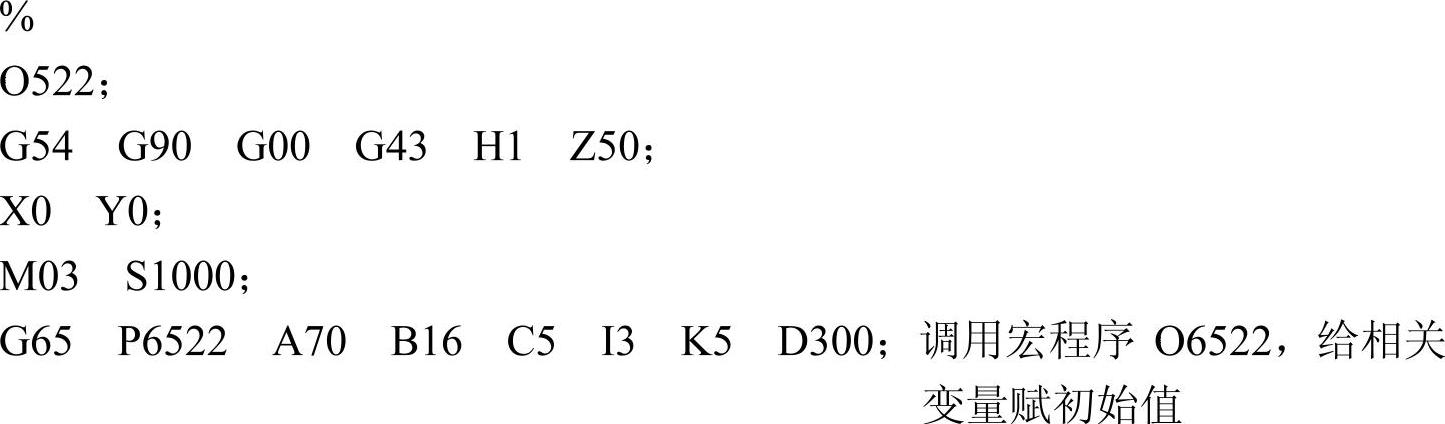
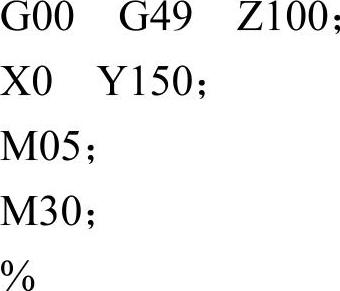
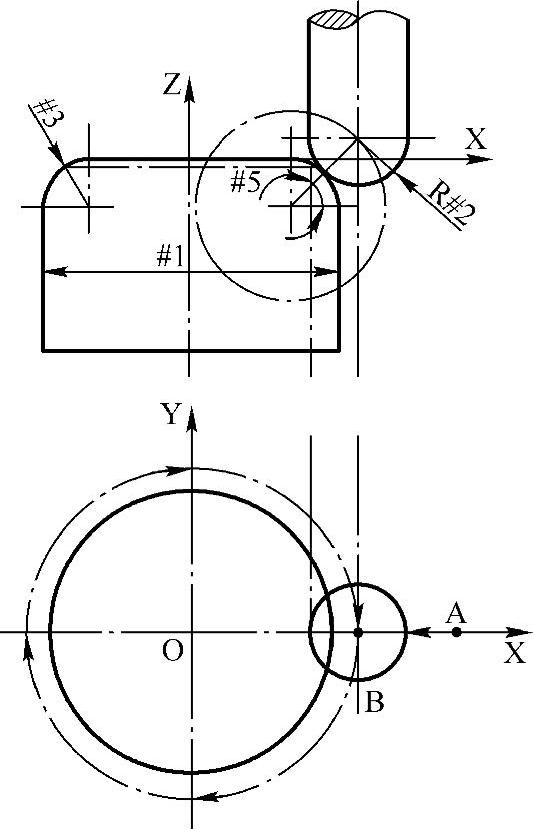
图6-75 外圆柱倒圆(3)
(3)球头铣刀
1)分析:如图6-75所示,与图6-73基本相同,只不过刀具是半径为#2的球头铣刀,其余完全一样。
走刀方式:与图6-73完全一样。
首先快速定位在([#1+#2]/2+2,0,-[#3+2])处,赋自变量初始值#5=#6,计算此时刀具中心顶点(参考点)的X轴坐标#24=#1/2-#3+[#2+#3]*COS[#5],Z轴坐标#26=-#3+[#2+#3]*SIN[#5],直线切削到该点,顺时针整圆铣削,然后自变量上升一个角度递增量#6,再计算此时刀具中心顶点的X、Z轴坐标,直线切削到此点,顺时针整圆铣削,一层一层直至完成全部倒角切削加工。
2)变量及说明:
#1=[A];圆柱直径
#2=[B];球头铣刀半径
#3=[C];倒圆R=#3
#6=[K];每次切削角度增量
#7=[D];进给量,单位为mm/min
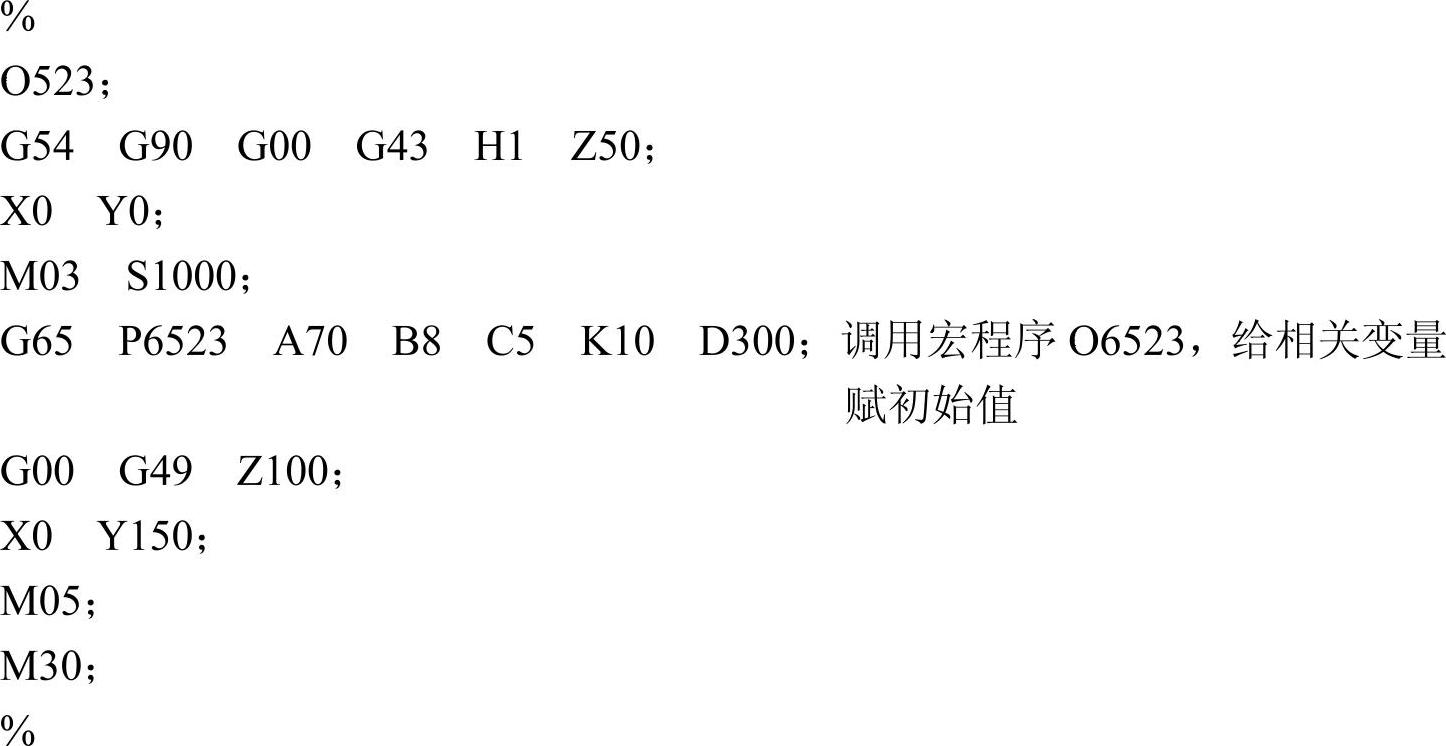
3)宏程序如下:
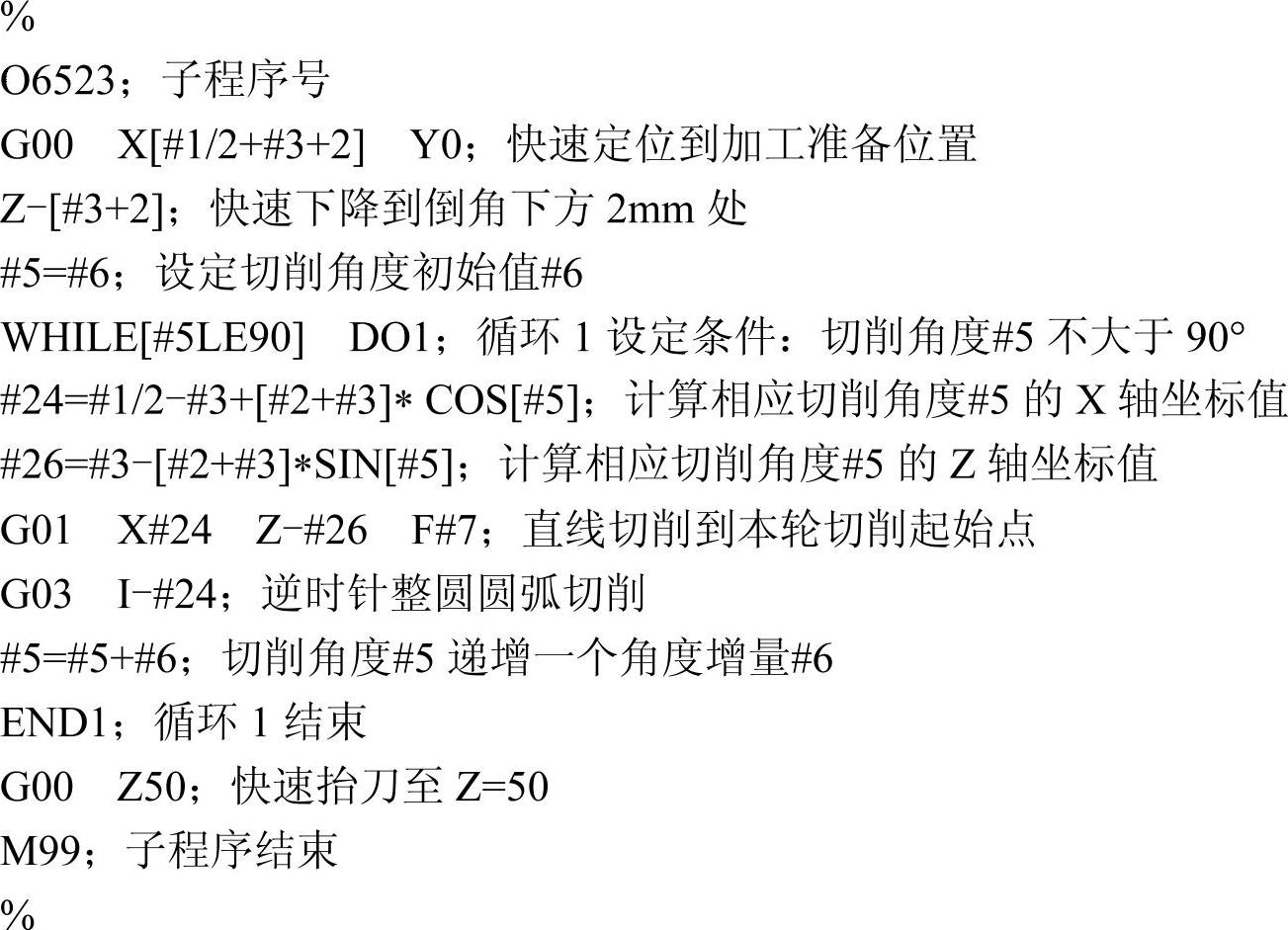
4)主程序如下:
2.内圆柱倒圆
(1)立铣刀(https://www.xing528.com)
1)分析:如图6-76所示,内孔直径为#1的圆柱体上平面为X、Y轴所在的平面,中心为坐标系原点,轴线为Z轴,孔口四周需用直径为#2的立铣刀进行倒圆,R为#3。
走刀方式:下刀点即开始点选择在工件孔口的右上角,由下而上逐层环铣,以切削点跟倒圆圆心连线与水平面之间的夹角#5为自变量,#6为角度递增量,顺铣方式(顺时针整圆铣削)单向走刀。
首先快速定位在([#1-#2]/2-2,0,-[#3+2])处,赋自变量初始值#5=#6,计算此时刀具中心顶点(参考点)的X轴坐标#24=[#1-#2]/2+#3*[1-COS[#5]],Z轴坐标#26=-#3*[1-SIN[#5]],直线切削到该点,顺时针整圆铣削,然后自变量上升一个角度递增量#6,再计算此时刀具中心顶点的X、Z轴坐标,直线切削到此点,顺时针整圆铣削,一层一层直至完成全部倒角切削加工。
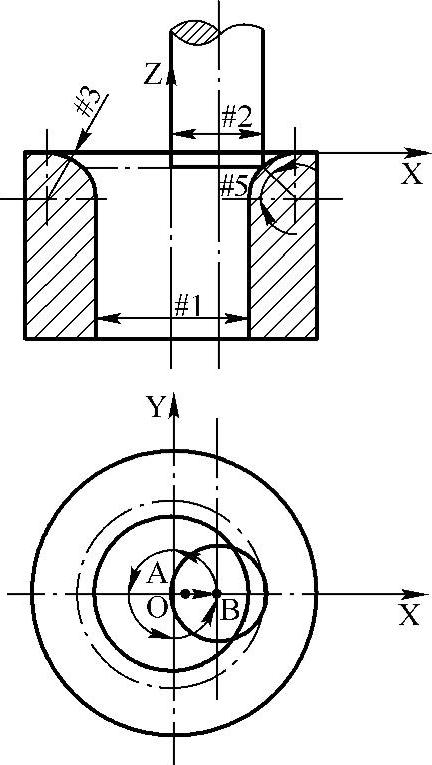
图6-76 内圆柱倒圆(1)
2)变量及说明:
#1=[A];圆柱直径
#2=[B];刀具直径
#3=[C];倒圆R=#3
#6=[K];每次角度增量
#7=[D];进给量,单位为mm/min
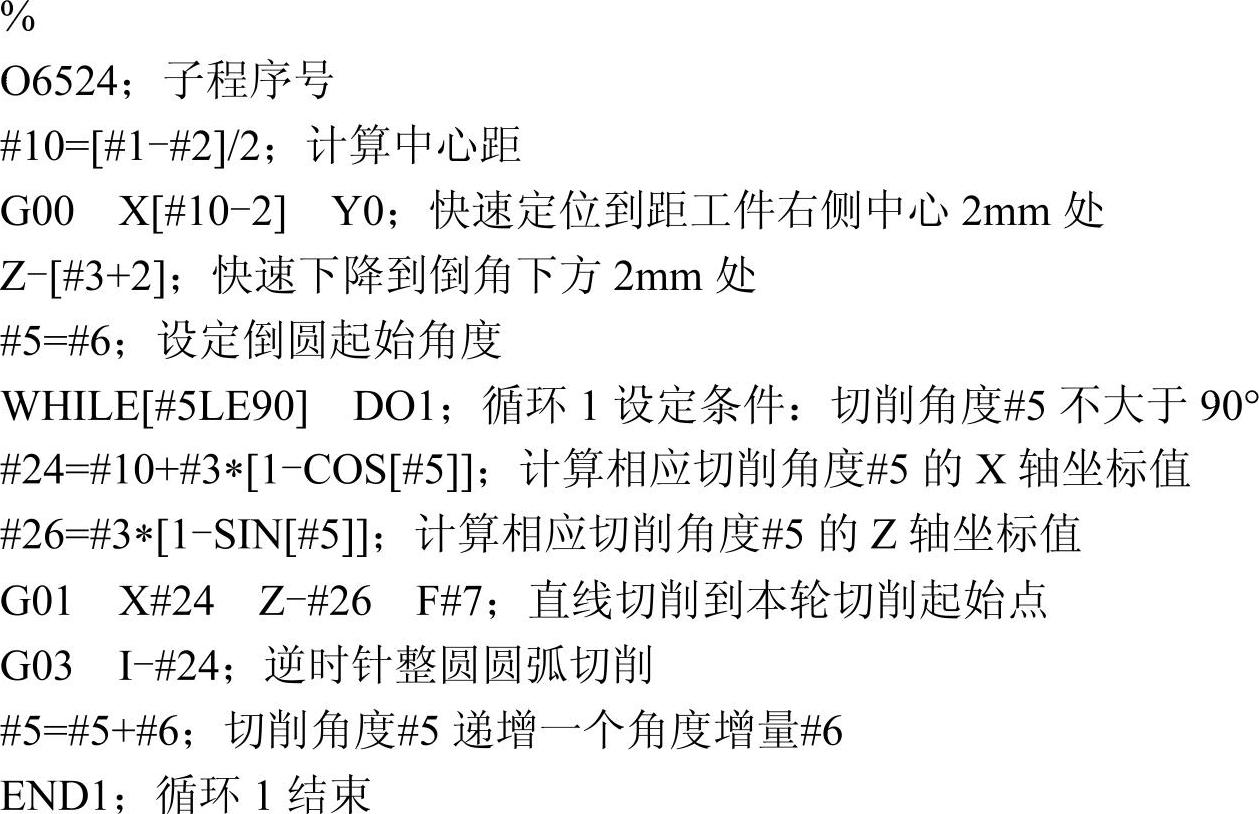
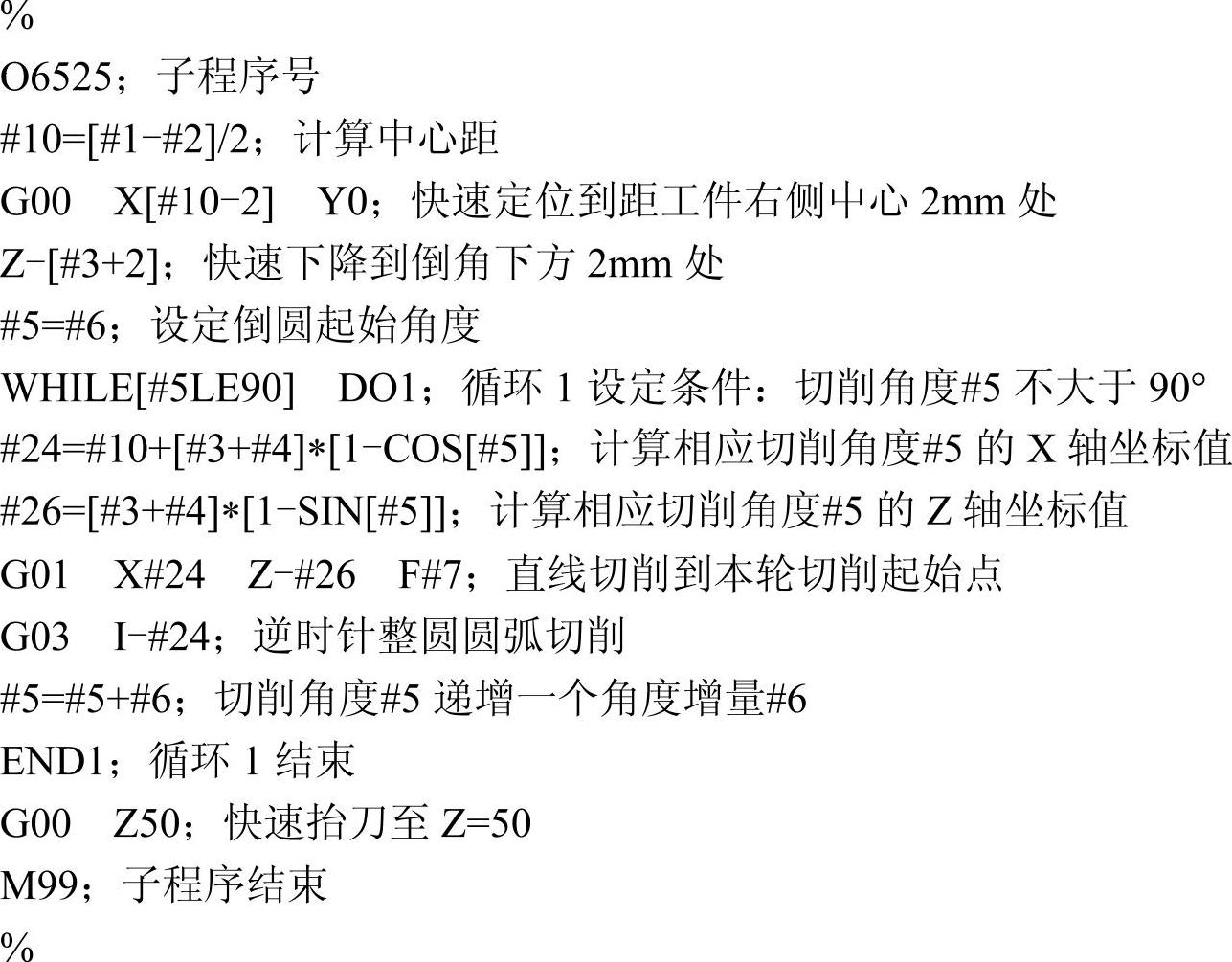
3)宏程序如下:
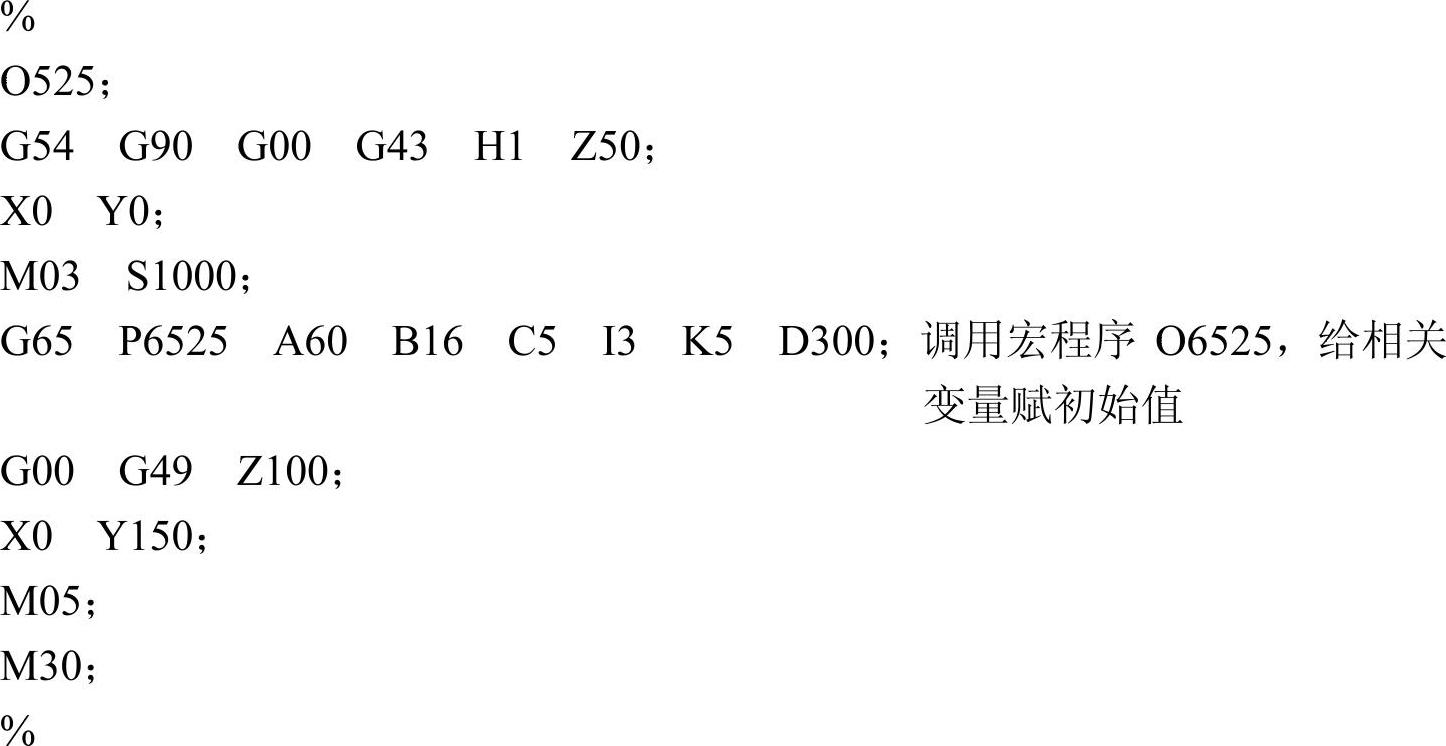
4)主程序如下:
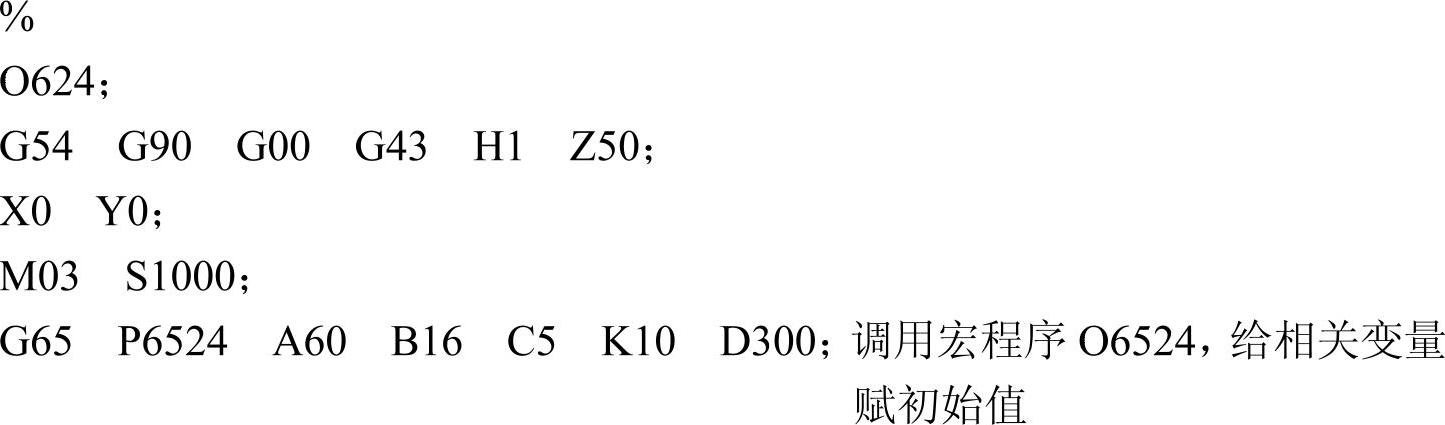
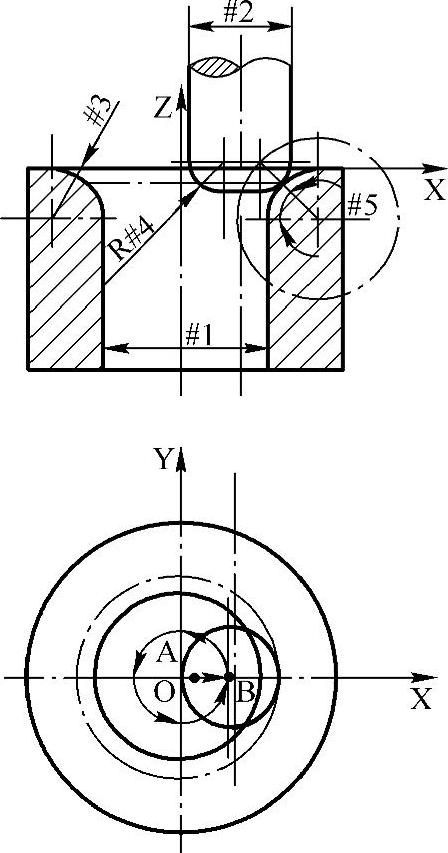
图6-77 内圆柱倒圆(2)
(2)圆鼻刀
1)分析:如图6-77所示,与图6-76基本相同,只不过刀具是刀尖有一个半径为#4的圆鼻刀,其余完全一样。
走刀方式:与图6-76完全一样。
首先快速定位在([#1-#2]/2-2,0,-[#3+2])处,赋自变量初始值#5=#6,计算此时刀具中心顶点(参考点)的X轴坐标#24=[#1-#2]/2+[#3+#4]*[1-COS[#5]],Z轴坐标#26=-[#3+#4]*[1-SIN[#5]],直线切削到该点,顺时针整圆铣削,然后自变量上升一个角度递增量#6,再计算此时刀具中心顶点的X、Z轴坐标,直线切削到此点,顺时针整圆铣削,一层一层直至完成全部倒角切削加工。
2)变量及说明:
#1=[A];圆柱直径
#2=[B];刀具直径
#3=[C];倒圆R=#3
#4=[I];刀尖角半径
#6=[K];每次角度增量
#7=[D];进给量,单位为mm/min
3)宏程序如下:
4)主程序如下:
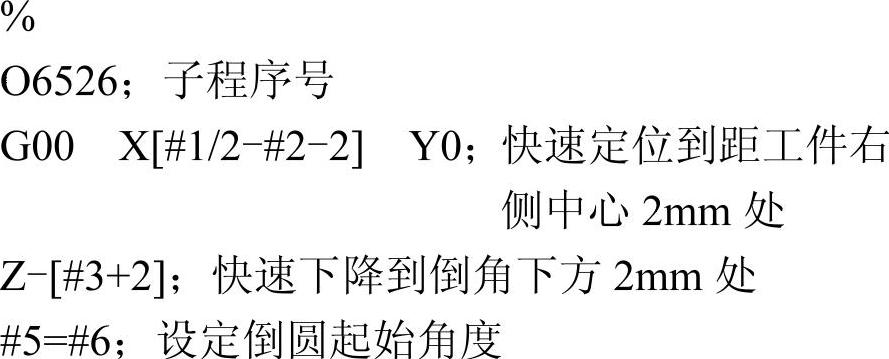
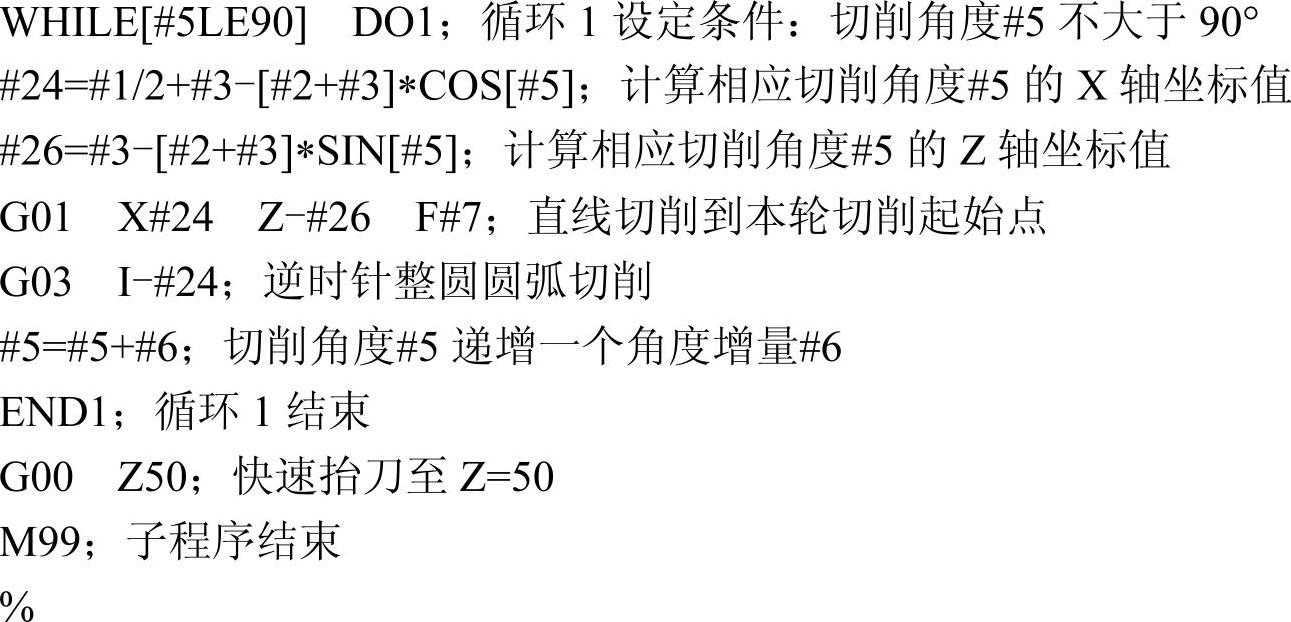
(3)球头铣刀
1)分析:如图6-78所示,与图6-76基本相同,只不过刀具是半径为#2的球头铣刀,其余完全一样。
走刀方式:与图6-76完全一样。
首先快速定位在([#1-#2]/2-2,0,-[#3+2])处,赋自变量初始值#5=#6,计算此时刀具中心顶点(参考点)的X轴坐标#24=#1/2+#3-[#2+#3]*COS[#5],Z轴坐标#26=-#3+[#2+#3]*SIN[#5],直线切削到该点,逆时针整圆铣削,然后自变量上升一个角度递增量#6,再计算此时刀具中心顶点的X、Z轴坐标,直线切削到此点,逆时针整圆铣削,一层一层直至完成全部倒角切削加工。
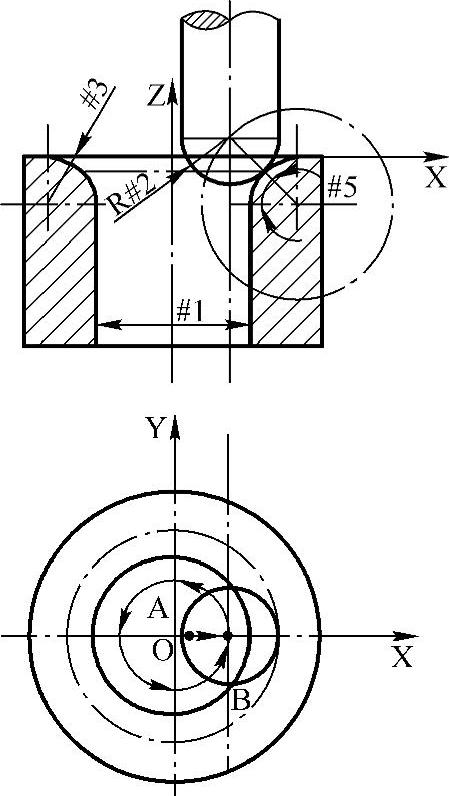
图6-78 内圆柱倒圆(3)
2)变量及说明:
#1=[A];圆柱直径
#2=[B];球头铣刀半径
#3=[C];倒圆R=#3
#6=[K];角度增量
#7=[D];进给量,单位为mm/min
3)宏程序如下:
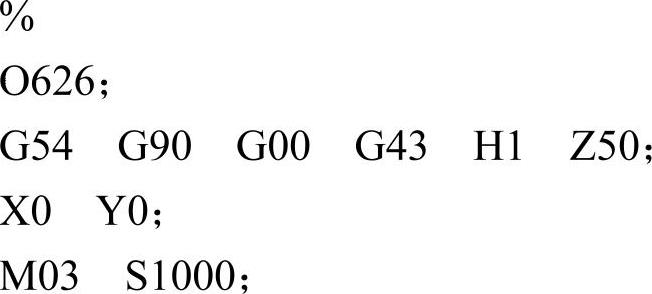
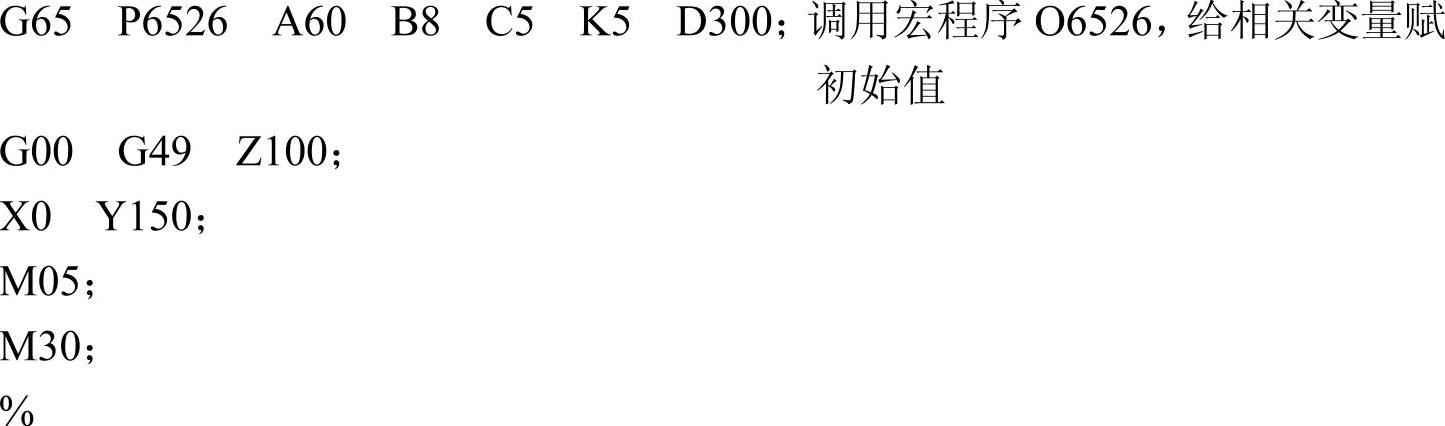
4)主程序如下:
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。