



1.等差数列深孔加工
如图6-51所示,钻孔采用多次钻削,第一孔钻深#1,所有钻深成等差数列(系数为#6)递减变化规律,最小钻深#2,参照深孔循环指令G73和G83加工形式编写宏程序。

图6-51 等差数列深孔加工
a)G73 b)G83
1)分析:如图6-51a所示,孔加工切削流程:水平XY位置快速定位,快速下刀至R平面,从R平面开始第一次钻削,深度为#1,但Z轴坐标值不是-#1,而是-#1+#18,快速抬刀#3,接着进行第二次钻削,下深距离为#1-#6(#6为等比系数),Z轴坐标值为-#1+#18-#1+#6,再抬刀#3,接着进行第三次钻削,下深距离为#1-#6*2,后面依此类推。
2)变量及说明:
#1=[A];第一次钻深
#2=[B];最小钻深
#3=[C];回退量
#6=[K];递减量
#7=[D];进给量,单位为mm/min
#18=[R];R平面
#26=[Z];孔的深度
3)宏程序如下:
①G73钻孔方式。
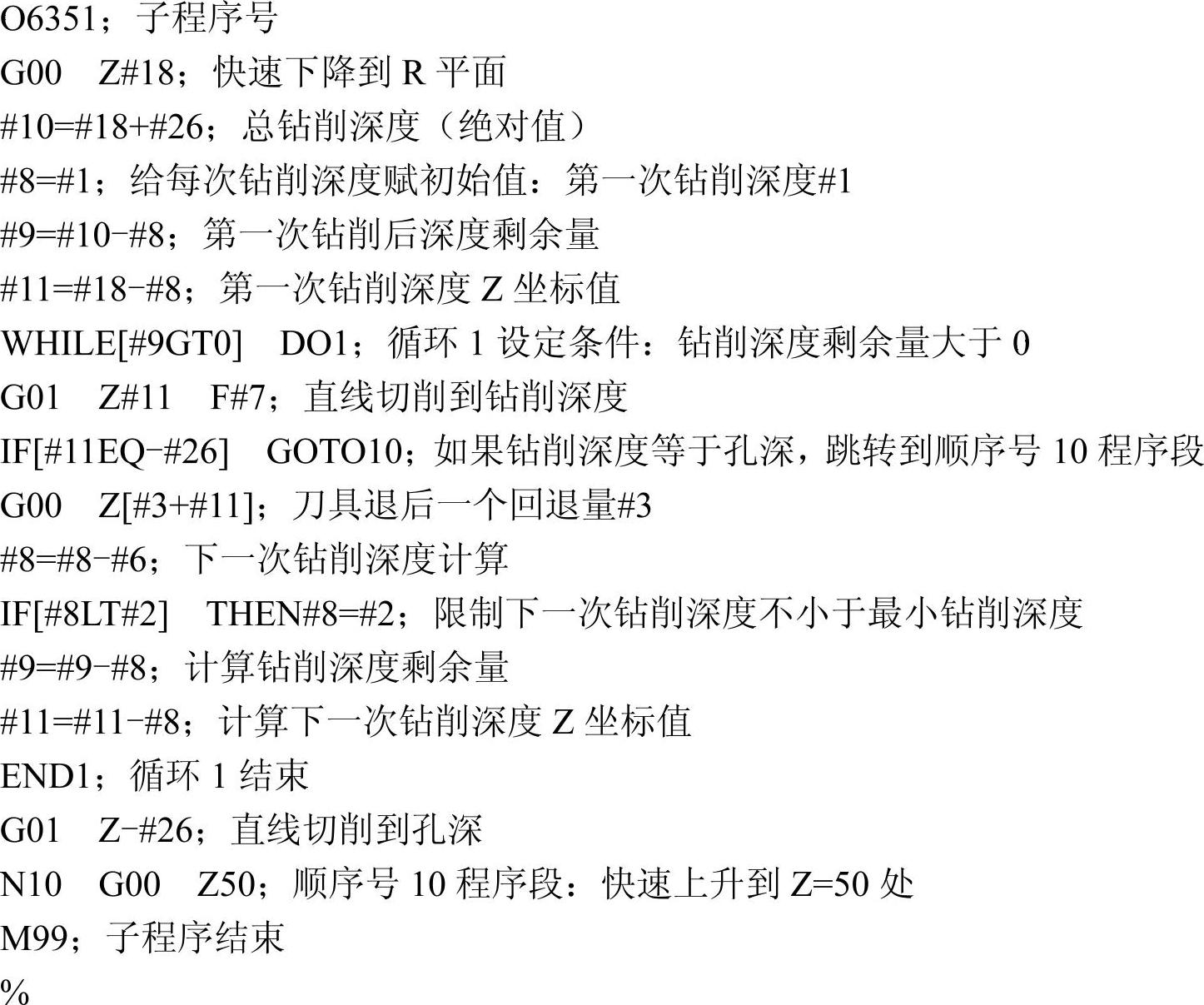
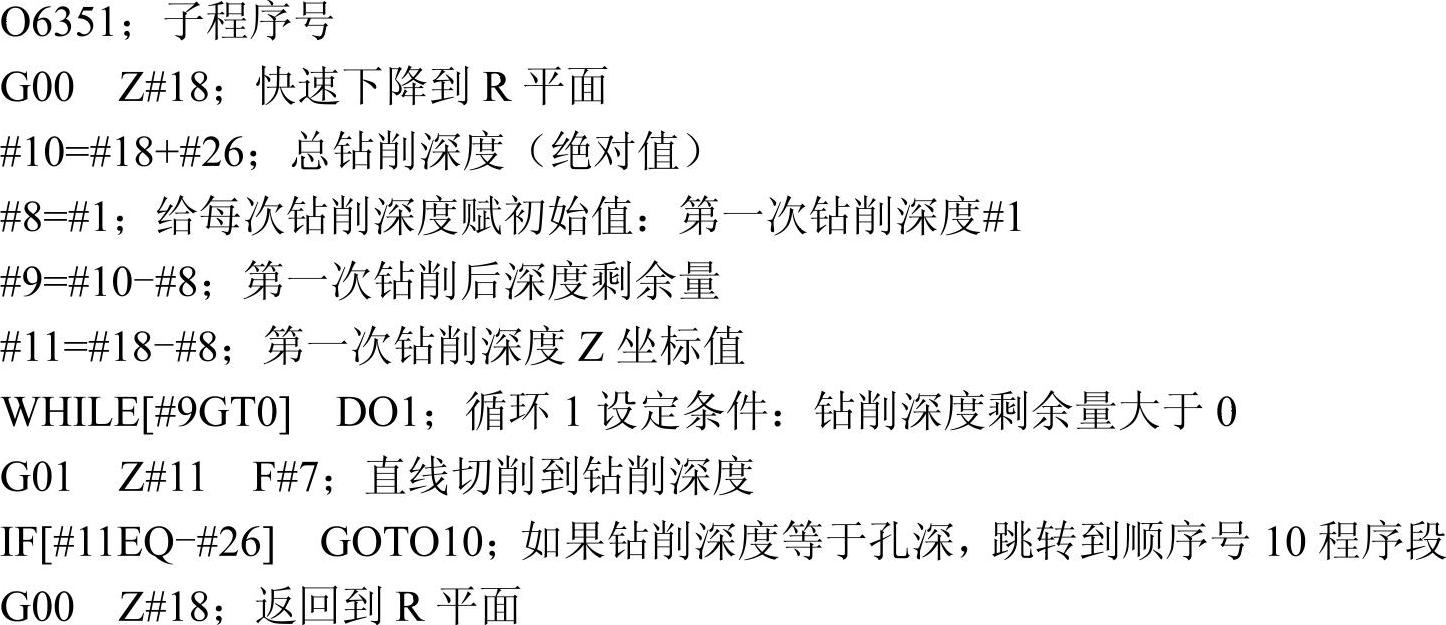
②G83钻孔方式。

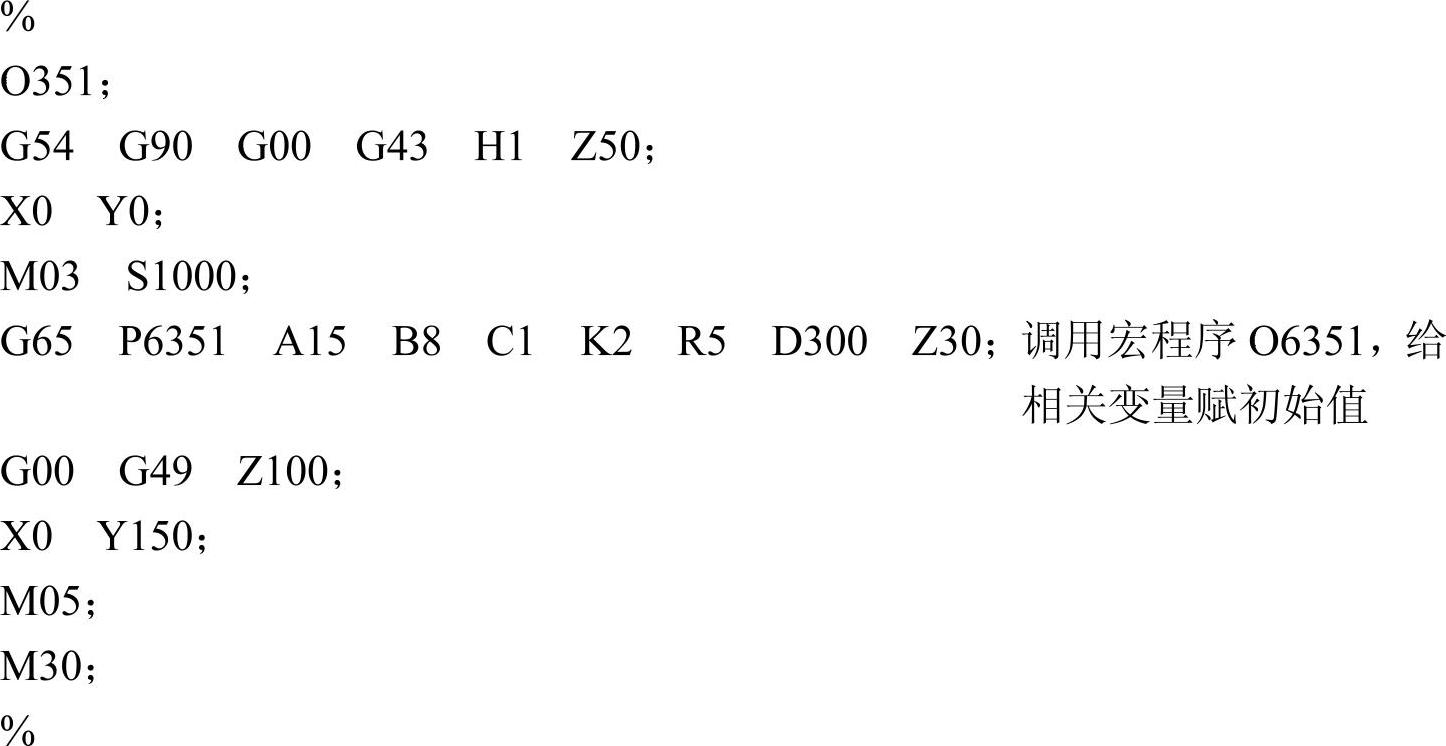
4)主程序如下:
2.等比数列深孔加工(https://www.xing528.com)
如图6-52所示,钻孔采用多次钻削,第一孔钻深#1,所有钻深成等比数列(系数为#6)递减变化规律,最小钻深#2,参照深孔循环指令G73和G83加工形式编写宏程序。
1)分析:如图6-52a所示,孔加工切削流程:水平XY位置快速定位,快速下刀至R平面,从R平面开始第一次钻削,深度为#1,但Z轴坐标值不是-#1,而是-#1+#18,快速抬刀#3,接着进行第二次钻削,下深距离为#1*#6(#6为等比系数),Z轴坐标值为-#1+#18-#1*#6,再抬刀#3,接着进行第三次钻削,下深距离为#1*#6*#6,后面依此类推。
2)变量及说明:
#1=[A];第一次钻深
#2=[B];最小钻深
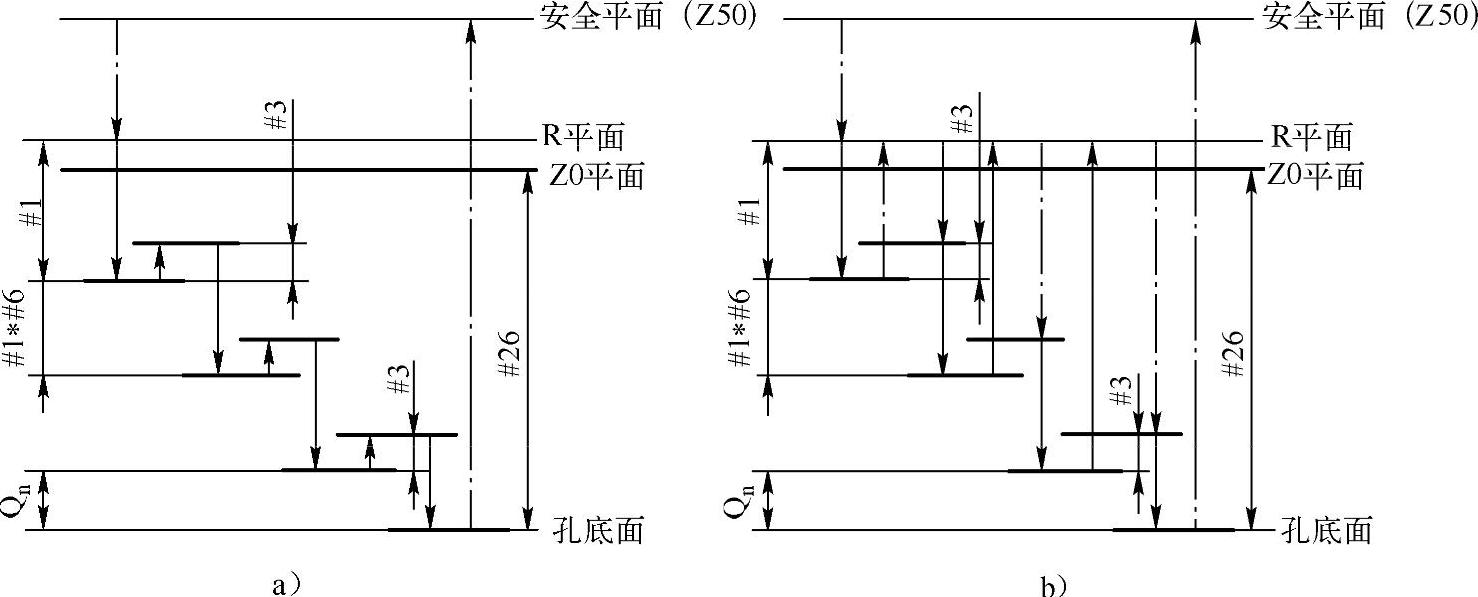
图6-52 等比数列深孔加工
a)G73 b)G83
#3=[C];回退量
#6=[K];等比系数
#7=[D];进给量,单位为mm/min
#18=[R];R平面
#26=[Z];孔的深度
3)宏程序如下:
①G73钻孔方式。
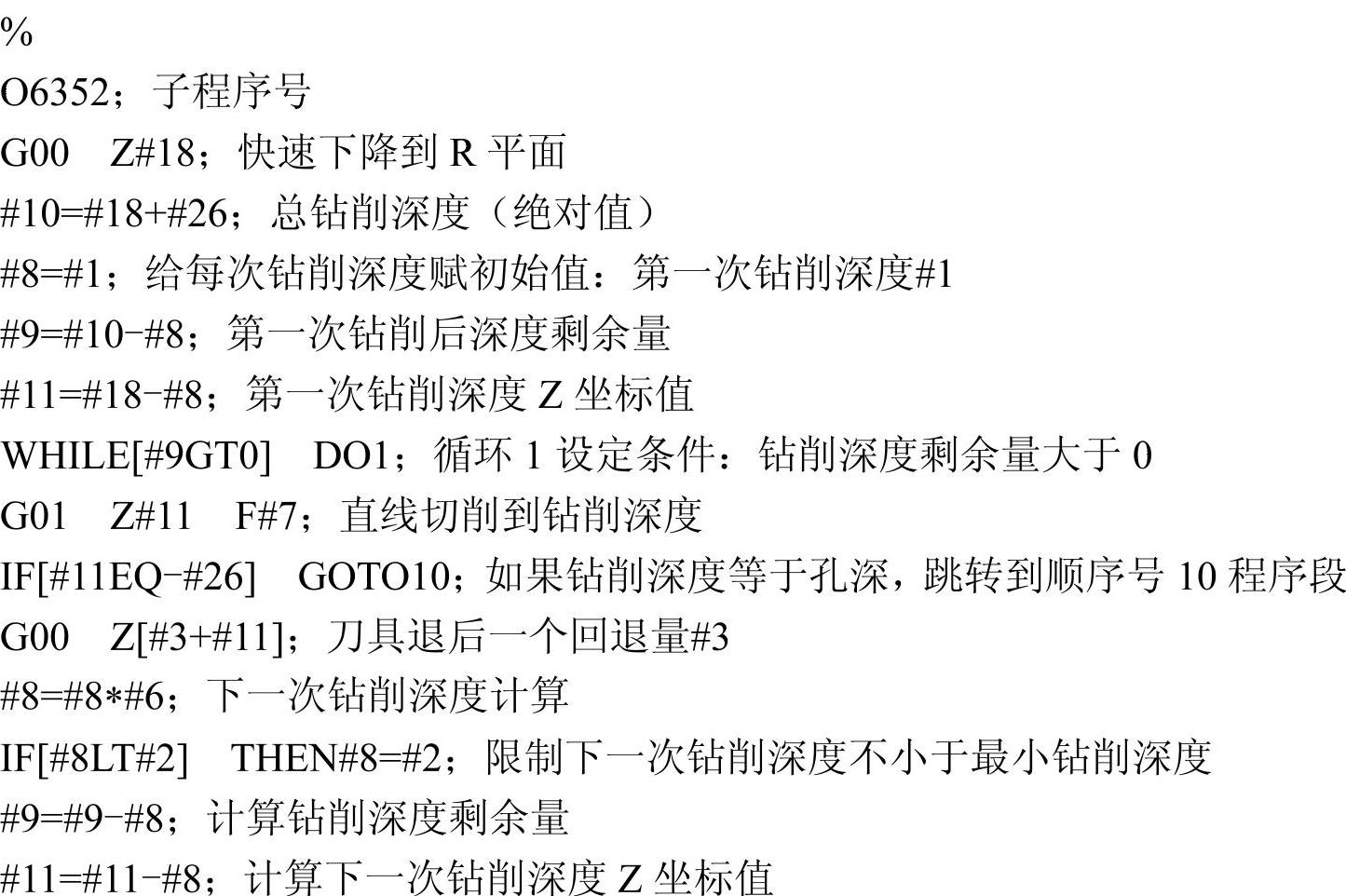

②G83钻孔方式。
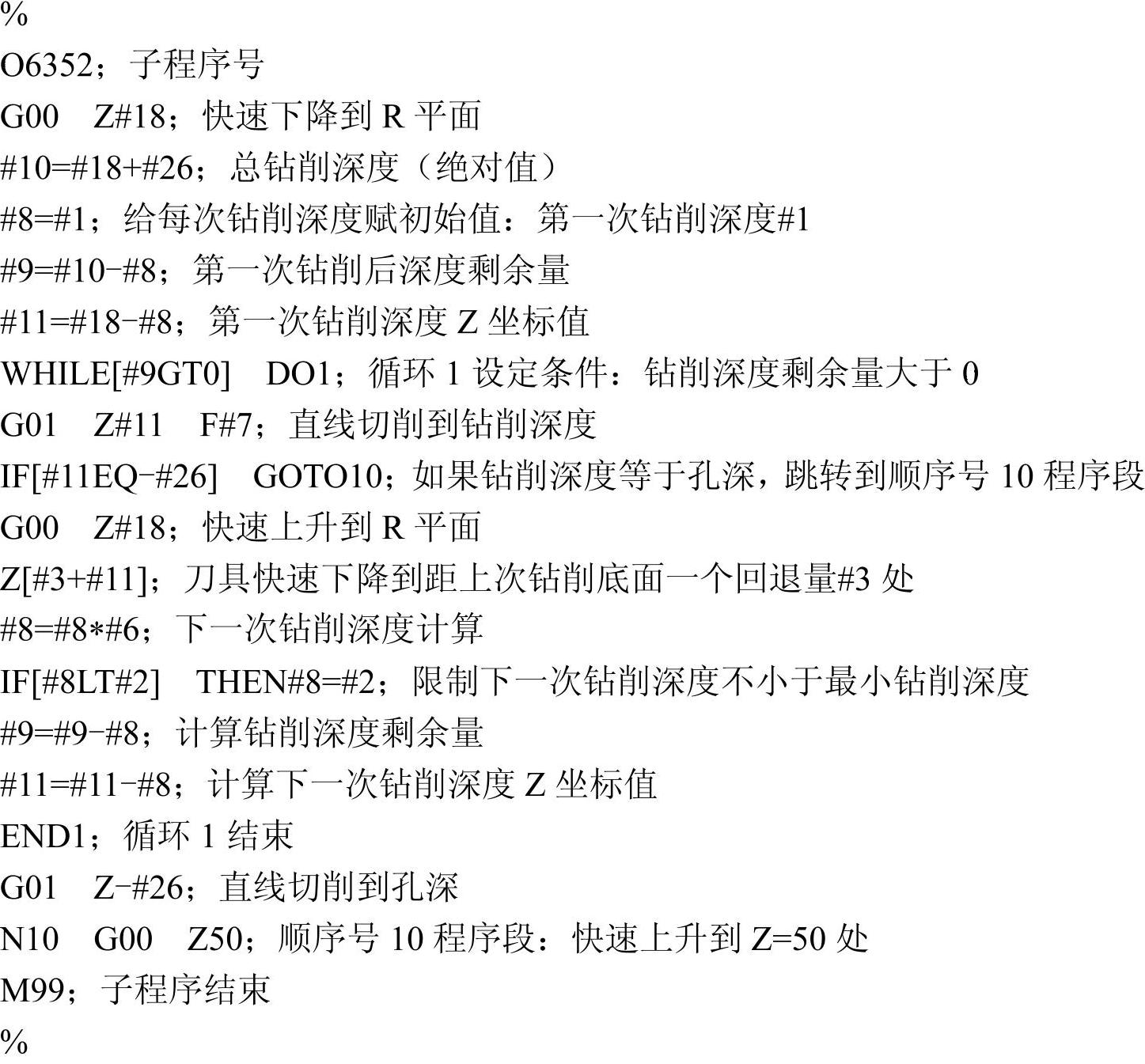
4)主程序如下:

免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。