



1.水平对称分布孔加工
加工如图6-49所示水平对称分布孔,行数是3(#3),底行是6(#4)个孔,向上依次递减一个孔,水平孔间距是10(#1),列间距是20(#2),以Y轴为对称轴均匀分布。底行左边第一个孔中心坐标(#8,#9),孔深15mm。
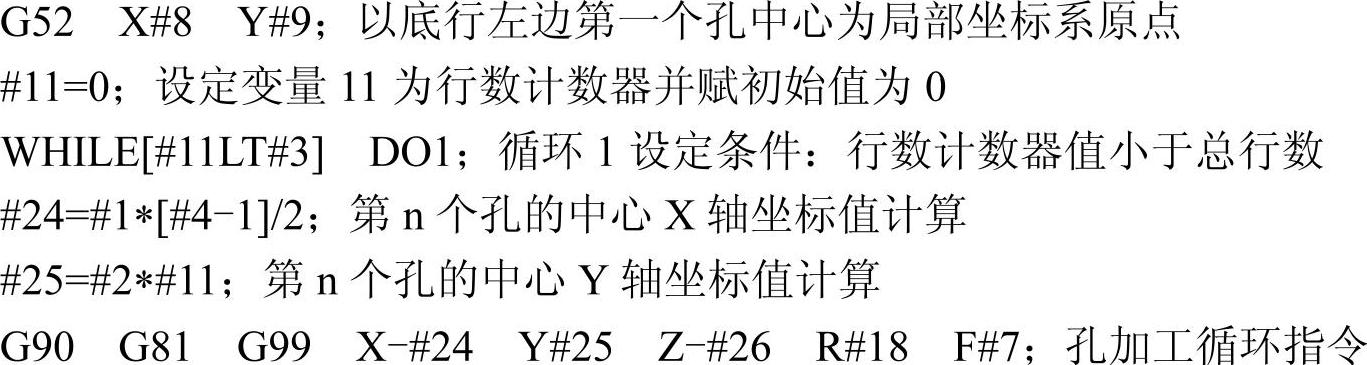
1)分析:如图6-49所示,利用局部坐标系指令G52 X#8 Y#9,将底下一行孔中心X轴向对称点设定为局部坐标系原点,每行孔数计算:最底下一行是#4,向上依次递减#4=#4-1,每行最左边的孔中心X轴坐标:-#1*[#4-1]/2,再运用孔循环指令中的重复功能K[#4-1],就很方便将此行孔逐一加工出来。Y轴坐标:最底下一行为0,向上逐一加#2。
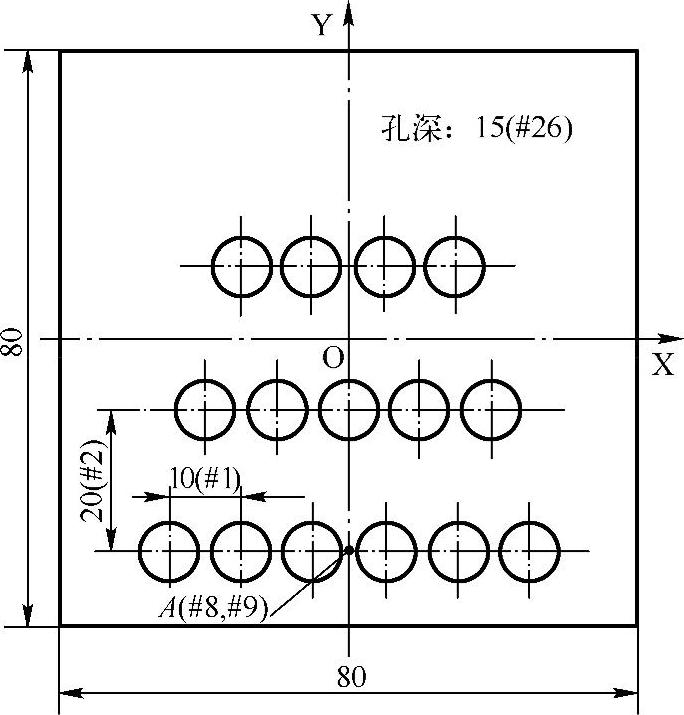
图6-49 水平对称分布孔加工
2)变量及说明:
#1=[A];水平间距
#2=[B];垂直间距
#3=[C];行数
#4=[I];一行最多孔数
#7=[D];进给量,单位为mm/min
#18=[R];R平面Z坐标值
#26=[Z];孔的深度
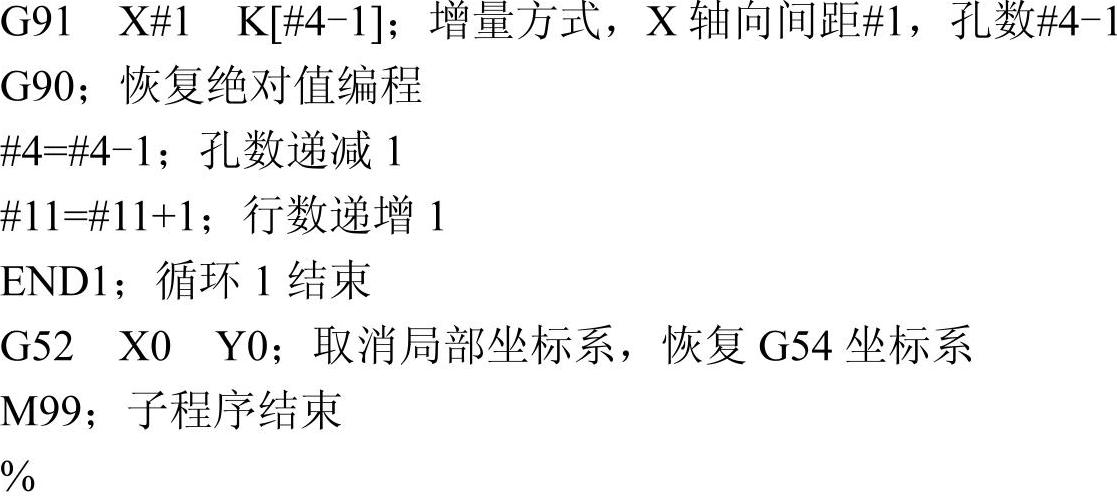
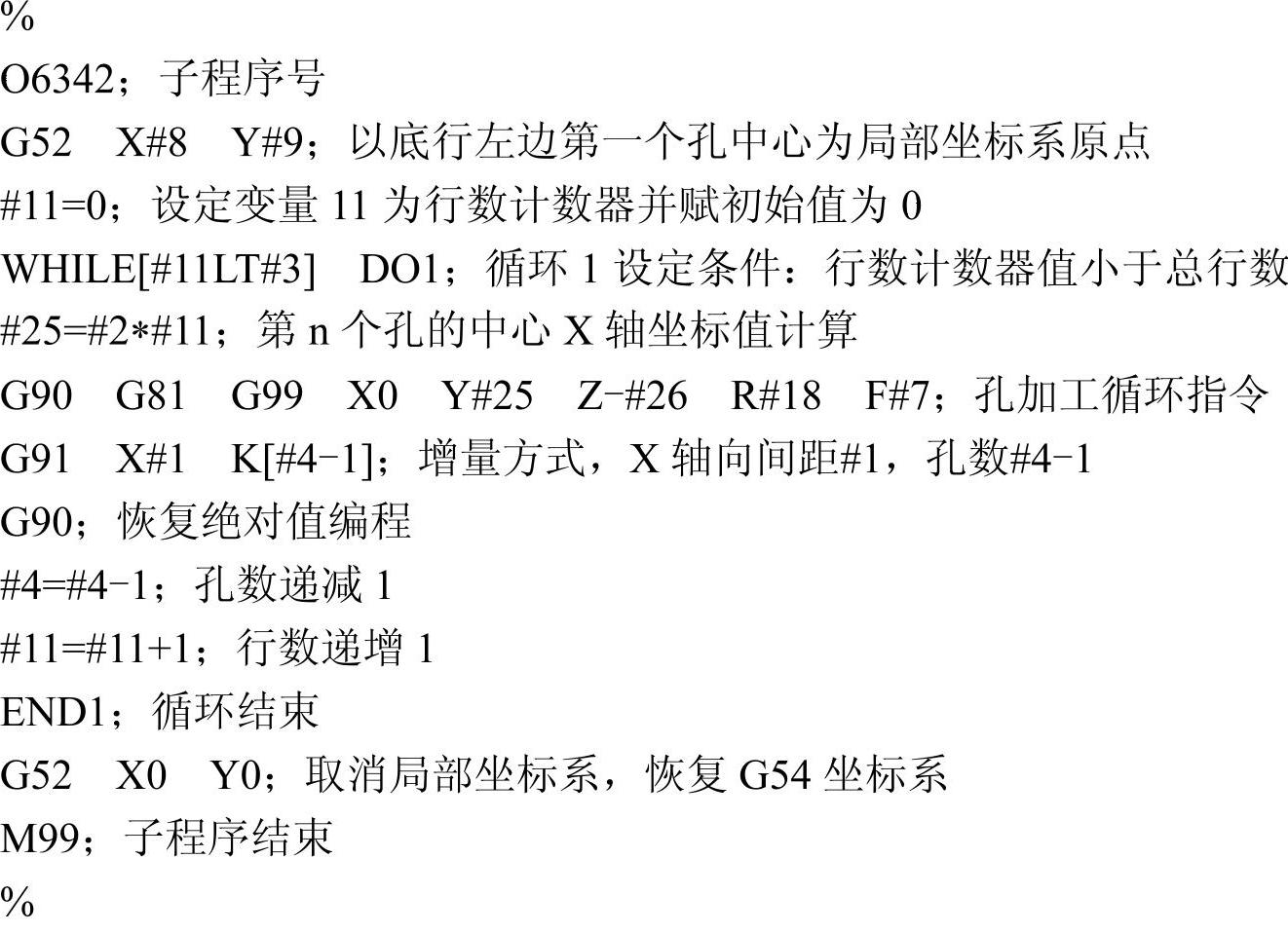
3)宏程序如下:

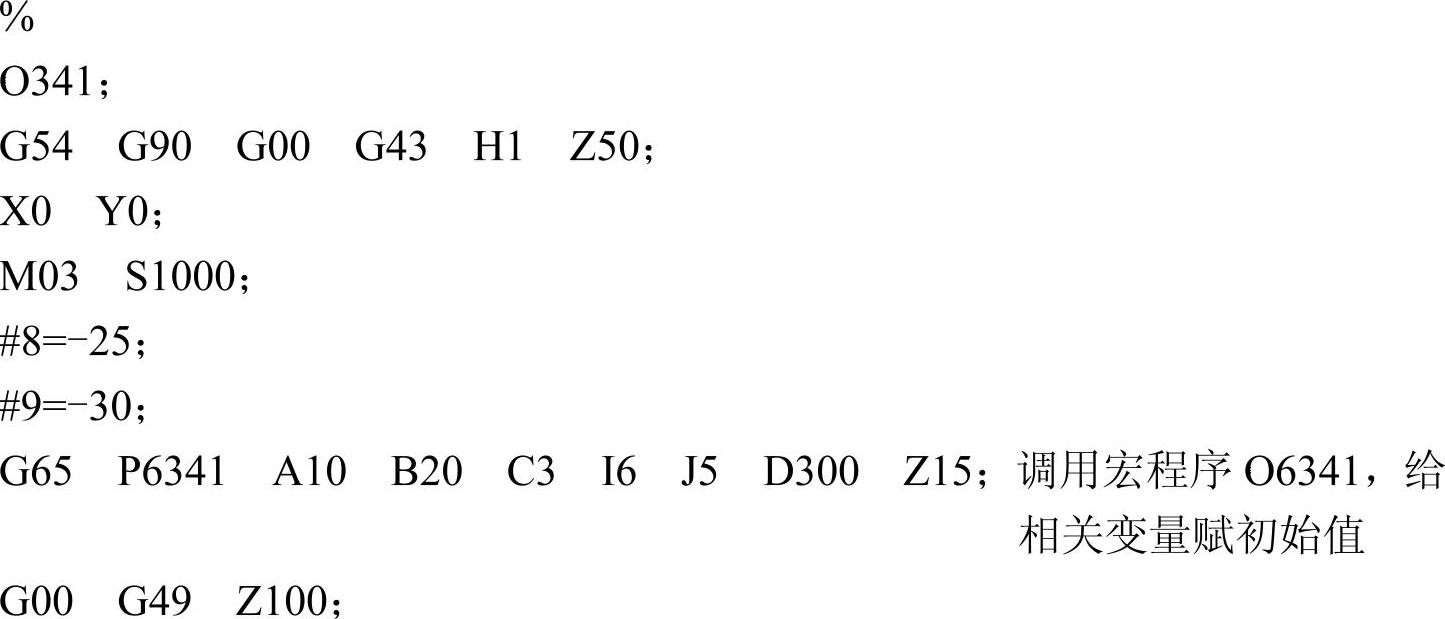
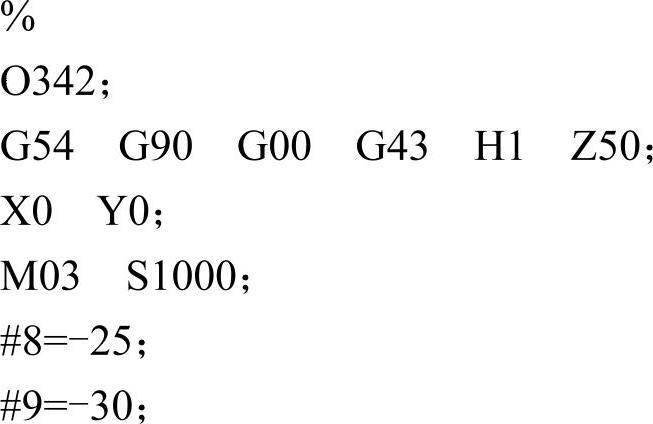
4)主程序如下:
 (https://www.xing528.com)
(https://www.xing528.com)
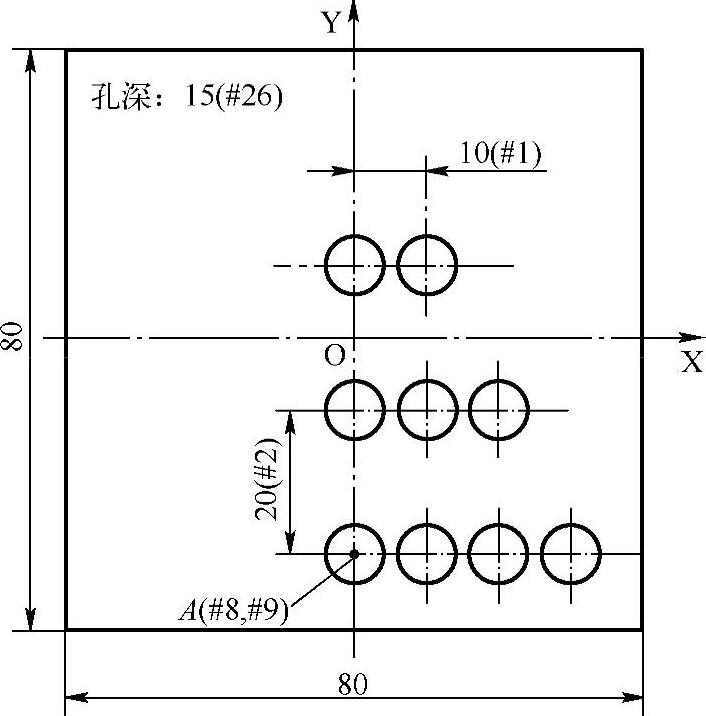
图6-50 左侧对齐均布孔加工
2.左侧对齐均布孔加工
加工如图6-50所示均布孔,行数是3,底行是4个孔,向上依次递减一个孔,水平孔间距是10(#1),列间距是20(#2),以Y轴为对称轴均匀分布。底行左边第一个孔中心坐标(#8,#9),孔深15mm。
1)分析:如图6-50所示,利用局部坐标系指令G52 X#8 Y#9,将左下角第一个孔中心设定为局部坐标系原点,相应的此孔中心坐标为(0,0),底下一行孔中心的坐标:Y轴坐标都是0,X轴坐标从左往右第一个孔为0,往后坐标递增量就是#1。
向上第二行,X轴坐标与第一行坐标计算相同,只是少一个孔,Y轴坐标都是#2;再向上就是Y轴坐标增加一个#2。
2)变量说明:
#1=[A];水平间距
#2=[B];垂直间距
#3=[C];行数
#4=[I];一行最多孔数
#5=[J];R平面
#7=[D];进给量,单位为mm/min
#26=[Z];孔的深度
3)宏程序如下:
4)主程序如下:
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。