



【摘要】:为了具有普遍性,例题以主程序赋初始值调用宏程序。对于不同尺寸的相近零件可以用同一个宏程序,只需赋相应初始值的主程序调用它即可。2)变量及说明:#1=[A];椭圆X轴向半轴长#2=[B];椭圆Y轴向半轴长#3=[C];椭圆厚度#4=[I];切削点与X轴正向夹角#5=[J];角度增量#6=[K];背吃刀量增量#7=[D];进给量#18=[R];1/4圆弧切入切出半径3)宏程序如下:4)主程序如下:
加工如图6-37所示椭圆轮廓零件。
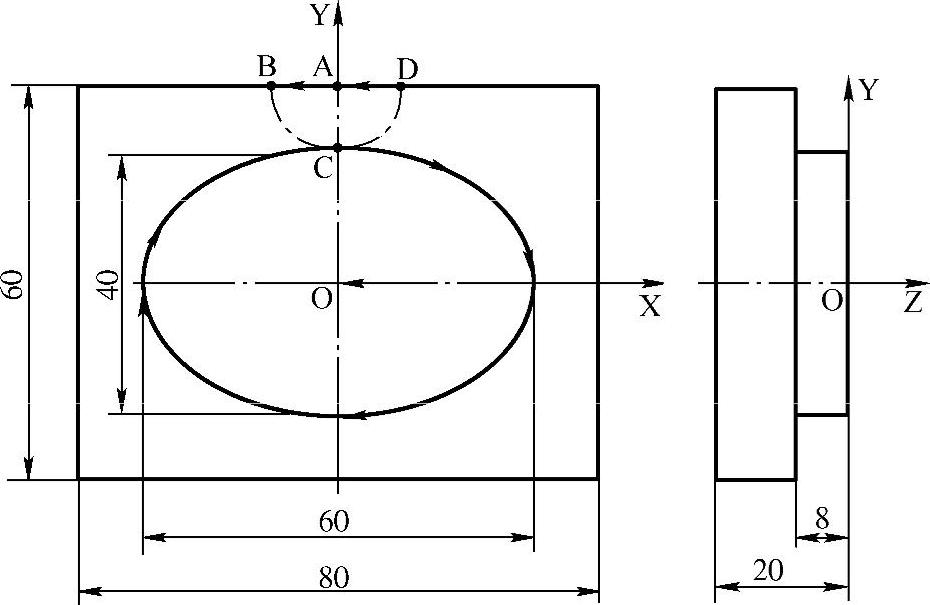
图6-37 椭圆轮廓零件加工
1)分析:此零件为方程式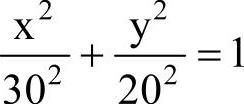 的椭圆凸台,高度为8mm,毛坯尺寸为80mm×60mm×20mm长方体。利用机用虎钳即可装夹此零件,每次背吃刀量为1.5mm,需要8/1.5次完成深度切削,运用宏程序FIX[]函数公式进行深度次数的计算;椭圆轮廓根据参数方程:X=30COSα,Y=20SINα进行等分点的X、Y坐标的计算,其中α是任意点与椭圆中心连线与X轴正向夹角,角度从90°顺时针方向走刀到-270°完成整个椭圆的加工;再结合半径补偿指令,从而直接根据轮廓尺寸进行坐标计算、编程,相关变量设定、赋初始值,宏程序见下面所叙。为了具有普遍性,例题以主程序赋初始值调用宏程序。对于不同尺寸的相近零件可以用同一个宏程序,只需赋相应初始值的主程序调用它即可。
的椭圆凸台,高度为8mm,毛坯尺寸为80mm×60mm×20mm长方体。利用机用虎钳即可装夹此零件,每次背吃刀量为1.5mm,需要8/1.5次完成深度切削,运用宏程序FIX[]函数公式进行深度次数的计算;椭圆轮廓根据参数方程:X=30COSα,Y=20SINα进行等分点的X、Y坐标的计算,其中α是任意点与椭圆中心连线与X轴正向夹角,角度从90°顺时针方向走刀到-270°完成整个椭圆的加工;再结合半径补偿指令,从而直接根据轮廓尺寸进行坐标计算、编程,相关变量设定、赋初始值,宏程序见下面所叙。为了具有普遍性,例题以主程序赋初始值调用宏程序。对于不同尺寸的相近零件可以用同一个宏程序,只需赋相应初始值的主程序调用它即可。
2)变量及说明:
#1=[A];椭圆X轴向半轴长
#2=[B];椭圆Y轴向半轴长
#3=[C];椭圆厚度
#4=[I];切削点与X轴正向夹角
#5=[J];角度增量(https://www.xing528.com)
#6=[K];背吃刀量增量
#7=[D];进给量
#18=[R];1/4圆弧切入切出半径
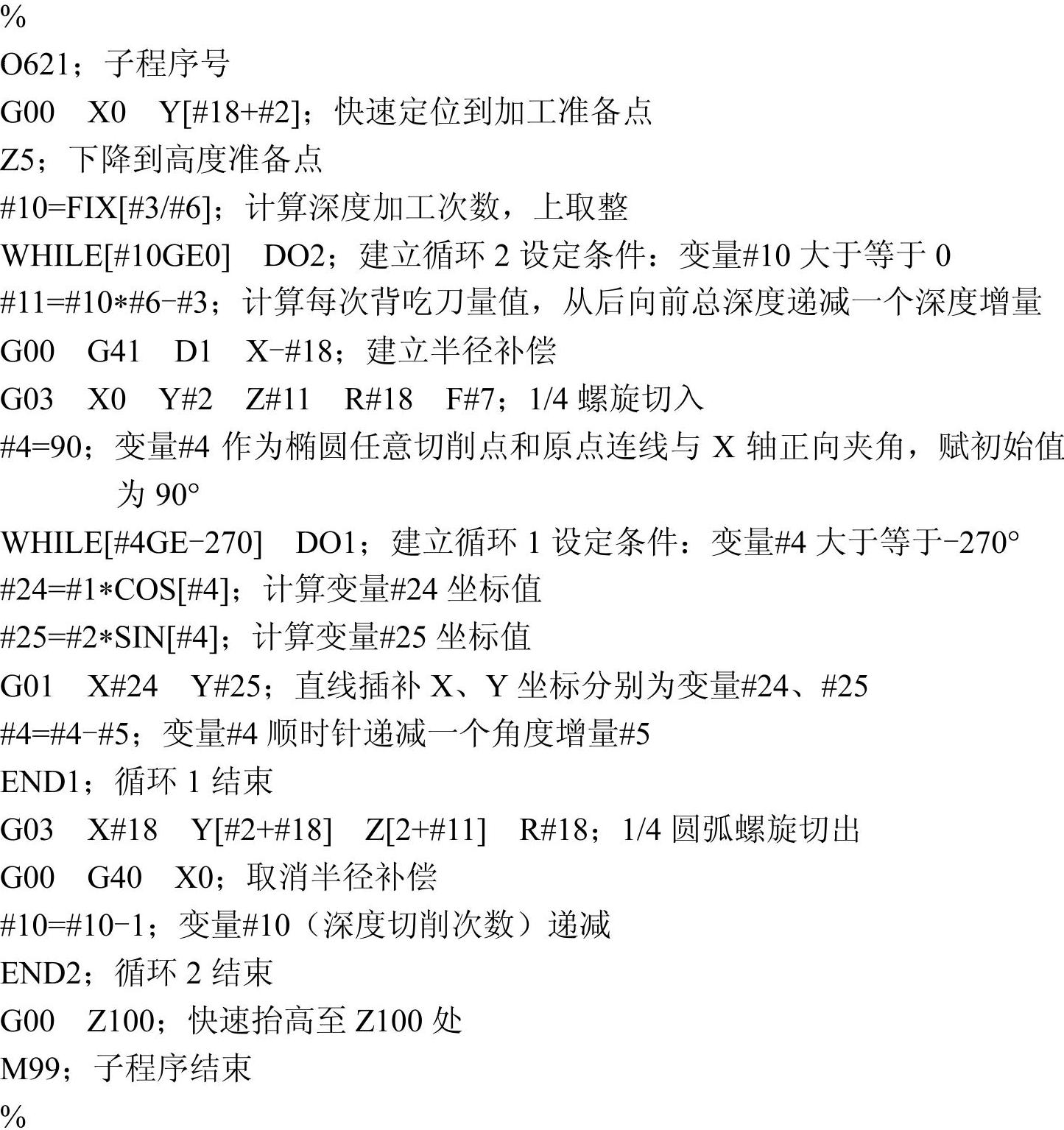
3)宏程序如下:
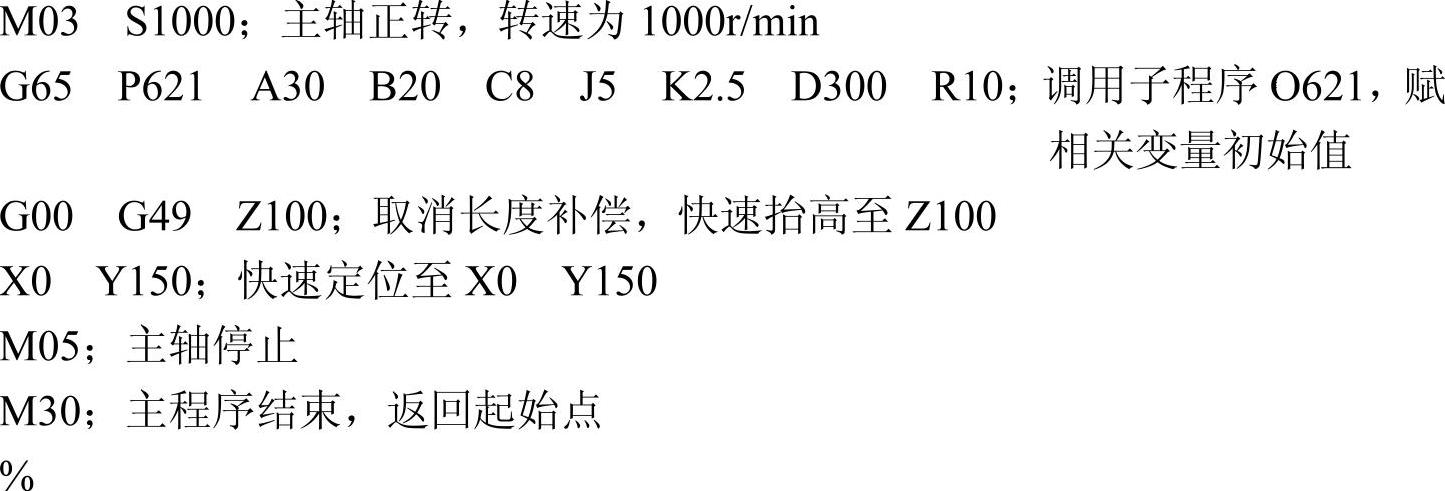
4)主程序如下:

免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。