



1.定义
平面内到一定点F和到一条不过此点的定直线L距离相等的点的轨迹叫做抛物线。定点F叫做抛物线的焦点,定直线L叫做抛物线的准线,如图5-7所示。
2.范围
在方程y2=2px中,因为p>0,所以x≥0,这表明除了顶点,抛物线的图像全部落在Y轴的右侧。在第一象限,随着x的增大,抛物线的图像向右上方无限延伸;在第四象限,随着x的增大,抛物线的图像向右下方无限延伸。

图5-7 抛物线
3.对称性
在方程y2=2px中,以-y换y,方程不变,这表明:如果点P(x,y)在抛物线y2=2px上,那么点P关于X轴对称的点P′(x,−y)也在该抛物线上,即抛物线y2=2px关于X轴对称,是轴对称图形。
4.顶点
抛物线与对称轴的交点称为抛物线的顶点。抛物线y2=2px的顶点为坐标原点(0,0)。
5.离心率
抛物线上的点M与焦点的距离和它到准线的距离的比,叫做抛物线的离心率,用e表示。由抛物线的定义可知,抛物线中任一点到焦点和准线的距离都是相等的,所以e=1。
6.抛物线标准方程及性质(表5-2)
表5-2 抛物线标准方程及性质

7.构建宏程序
如图5-8所示,编制一个车削加工带抛物线零件的程序,抛物线方程为x2=-2pz,使用变量编制零件加工的宏程序。
工艺分析 车削图5-8所示x2=-2pz过渡的回转零件时,编程中首先采用直线逼近零件轮廓节点的方法,即在X方向分段。为保证零件的加工精度,以0.1为一个步距,并把X作为自变量,Z作为X的函数,利用抛物线方程求出其上各点的坐标,然后把各点连接在一起最终形成抛物线。为了适应不同的抛物线,可以编制一个只有变量不用具体数据的宏程序,然后在主程序中调用该宏程序的用户宏指令为上述变量赋值。这样只需要修改主程序中用户宏指令段内的赋值数据就可以直接进行加工。

图5-8 抛物线曲线零件示意图
采用用户宏指令调用加工零件。
(1)参数说明
#1;抛物线任一动点X方向的坐标值
#2;抛物线任一动点Z方向的坐标值
#3;抛物线焦点坐标值在Z轴上坐标值的绝对值
#4;抛物线的开口距离(https://www.xing528.com)
#5;X方向的步距值
#6;进给速度
(2)主程序
O0001;

(3)用户宏程序
O0002;
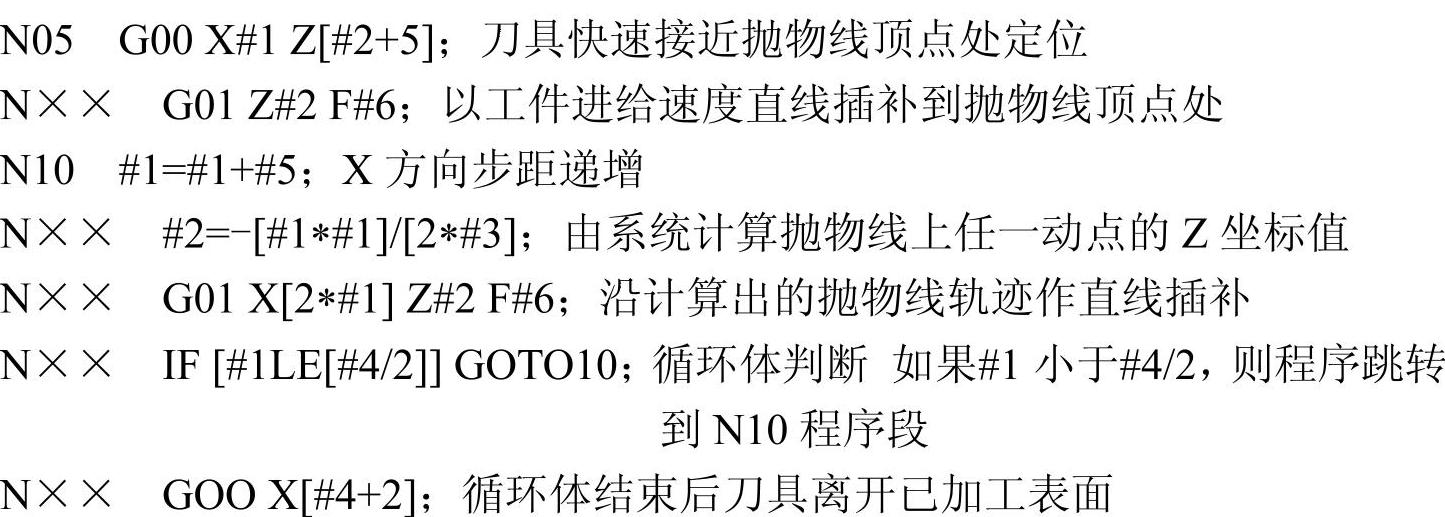
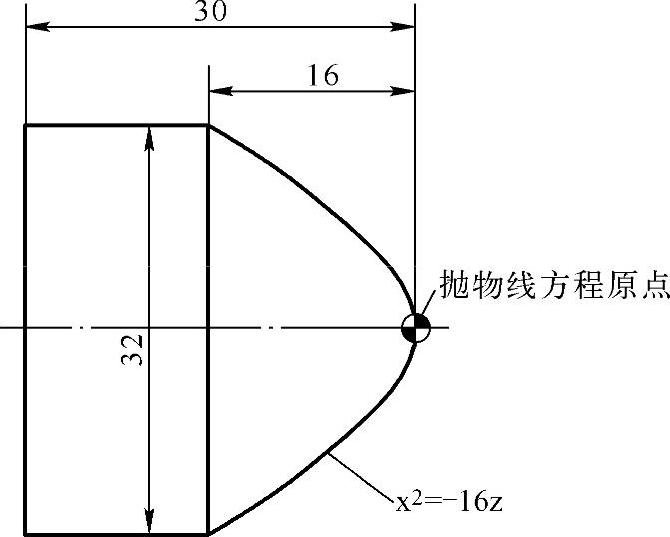
图5-9 抛物线轮廓零件编程实例图
8.宏程序实例
编制一个车削加工带抛物线零件的程序,如图5-9所示。抛物线方程为x2=-16z,抛物线的开口距离为32mm,使用变量编制该零件加工的宏程序。
(1)编程工艺设计
以工件右端面建立工件坐标系(编程坐标系与工件坐标系重合),以圆弧替代抛物线方程,利用系统提供的外圆加工循环及精加工循环对零件进行粗、精加工,然后再对抛物线轮廓进行精加工。编程中采用直线逼近零件轮廓节点的方法,即在X方向分段。为保证零件的加工精度,以0.1为一个步距,并把X作为自变量,Z作为X的函数,利用抛物线方程求出其上各点的坐标,然后把各点连接在一起最终形成抛物线。
(2)加工参考程序
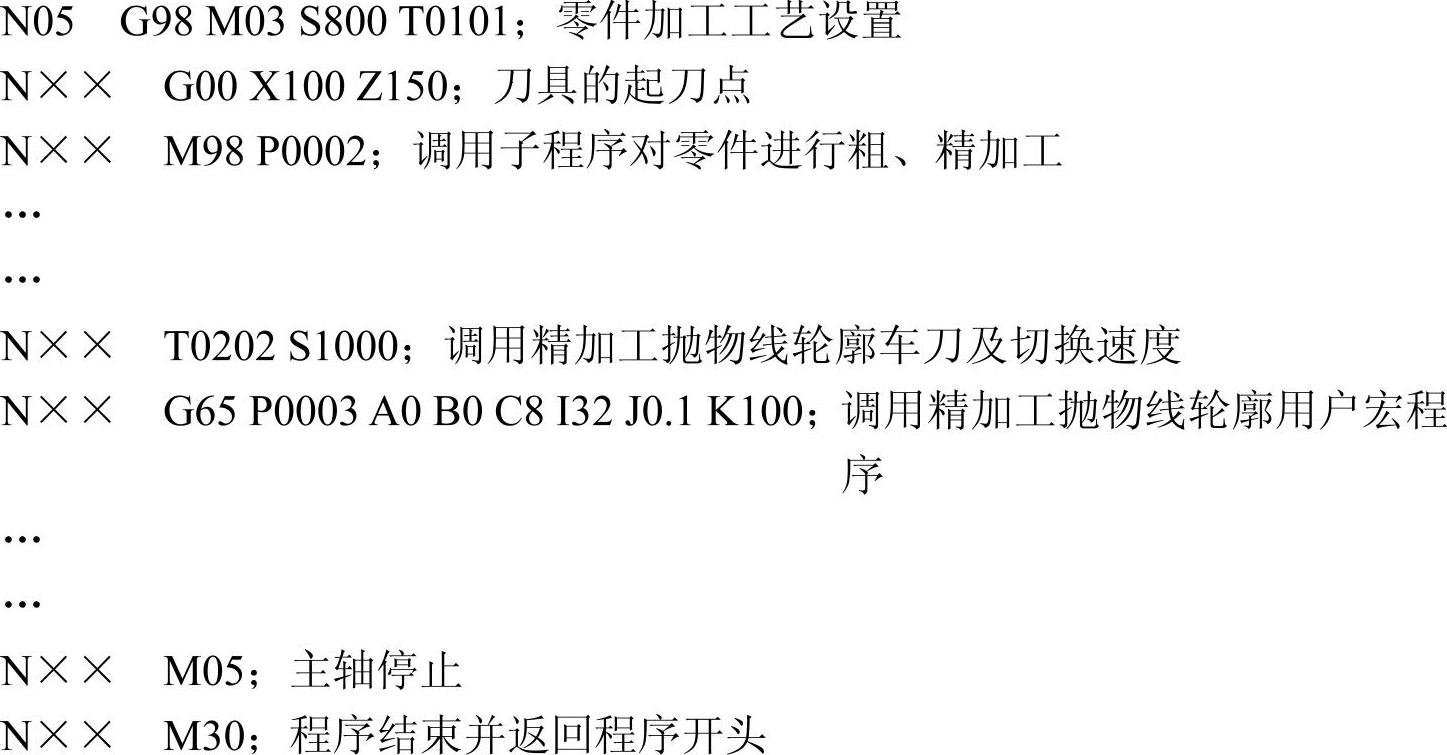
O0001;主程序
子程序:
O0002;零件轮廓粗、精加工子程序

用户宏程序:
O0003;

免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。