




图5-4 双曲线
1.定义
1)第一定义:平面内到两定点F1、F2的距离之差的绝对值等于定长2a(小于|F1F2|)的点的轨迹叫双曲线,如图5-4所示。
说明:
①||PF1|-|PF2||=2a(2a<|F1F2|)是双曲线;若2a=|F1F2|,轨迹是以F1、F2为端点的射线;2a>|F1F2|时无轨迹。
②设M是双曲线上任意一点,若M点在双曲线右边一支上,则|MF1|>|MF2|,|MF1|-|MF2|=2a;若M在双曲线的左支上,则|MF1|<|MF2|,|MF1|-|MF2|=-2a,故|MF1|-|MF2|=±2a,这是与椭圆不同的地方。
2)第二定义:平面内动点到定点F的距离与到定直线L的距离之比是常数e(e>1)的点的轨迹叫双曲线,定点叫焦点,定直线L叫相应的准线。
2.范围
双曲线在不等式x≥a和x≤-a所表示的区域内。
3.对称性
以-y代y,方程不变,所以双曲线关于X轴对称;以-x代x,方程不变,所以双曲线关于Y轴对称;同时以-y代y,以-x代x,方程不变,所以双曲线关于原点对称。
4.顶点
令y=0,得x=±a,因此双曲线和它的一条对称轴——X轴有两个交点A1(-a,0),A2(a,0)。
令x=0时,解得y2=-b2,无实数解,说明双曲线与它的另一条对称轴——Y轴没有交点。
故双曲线和它的对称轴有两个交点A1(-a,0)、A2(a,0),它们叫做双曲线的顶点。
线段A1A2叫双曲线的实轴,它的长等于2a,a叫做双曲线的实半轴长;线段B1B2叫做双曲线的虚轴,它的长等于2b,b叫做双曲线的虚半轴长。
5.渐进线
1)把两条直线 叫做双曲线的渐进线;
叫做双曲线的渐进线;
2)从图5-4可以看出,双曲线 的各支向外延伸时,与直线
的各支向外延伸时,与直线 逐渐接近。
逐渐接近。
6.离心率
双曲线的焦距与实轴长的比 ,叫双曲线的离心率,
,叫双曲线的离心率, 。
。
7.双曲线标准方程及性质(表5-1)
表5-1 双曲线标准方程及性质

(续)

8.几个概念
(1)等轴双曲线实、虚轴相等的双曲线。等轴双曲线的渐近线为 ,离心率为
,离心率为 。
。
(2)共轭双曲线
以已知双曲线的实轴为虚轴,虚轴为实轴的双曲线叫原双曲线的共轭双曲线,例: 的共轭双曲线是
的共轭双曲线是 。(https://www.xing528.com)
。(https://www.xing528.com)
1)双曲线及其共轭双曲线有共同的渐近线。但有共同渐近线的两双曲线不一定是共轭双曲线。
2)双曲线和它的共轭双曲线的四个焦点在同一个圆周上。
9.构建宏程序
如图5-5所示,编制一个车削加工带双曲线零件的程序,过渡双曲线方程为 ,双曲线实半轴长为a,虚半轴长为b,使用变量编制零件加工的宏程序。
,双曲线实半轴长为a,虚半轴长为b,使用变量编制零件加工的宏程序。
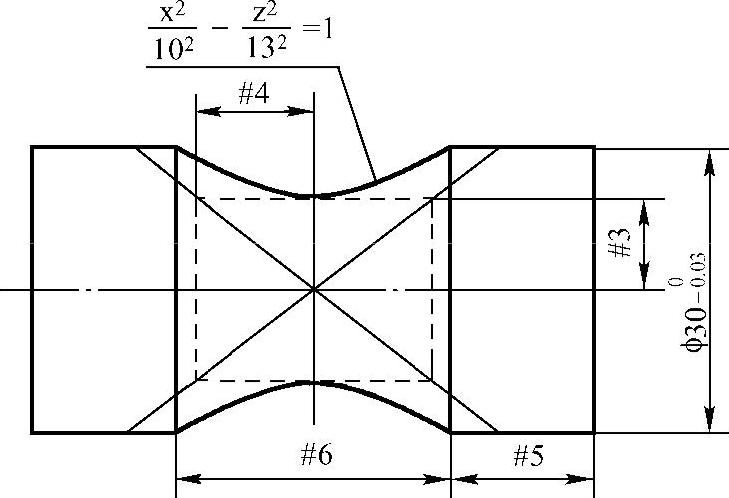
图5-5 双曲线零件示意图
工艺分析 车削图5-5所示双曲线过渡的回转零件时,由于BEIJINGFANUC 0i-TC系统只能实现工件坐标原点Z向偏置,故编程中首先采用直线逼近零件轮廓节点的方法,即在Z方向分段。为保证零件的加工精度,以0.1为一个步距,并把Z作为自变量,X作为Z的函数,利用双曲线方程求出其上各点的坐标,然后利用数学计算使其偏移到相应位置,并把各点连接在一起最终形成双曲线。为了适应不同的双曲线,可以编制一个只有变量不用具体数据的宏程序,然后在主程序中调用该宏程序的用户宏指令为上述变量赋值。这样,对于不同的双曲线,只需要修改主程序中用户宏指令段内的赋值数据就可以进行加工。
采用用户宏指令调用加工零件。
(1)参数说明
#1;双曲线任一动点X方向的坐标值
#2;双曲线任一动点Z方向的坐标值
#3;双曲线实半轴长
#4;双曲线虚半轴长
#5;双曲线起点在工件坐标系里Z轴上坐标值的绝对值
#6;双曲线的开口距离
#7;X方向的步距值
#8;进给速度
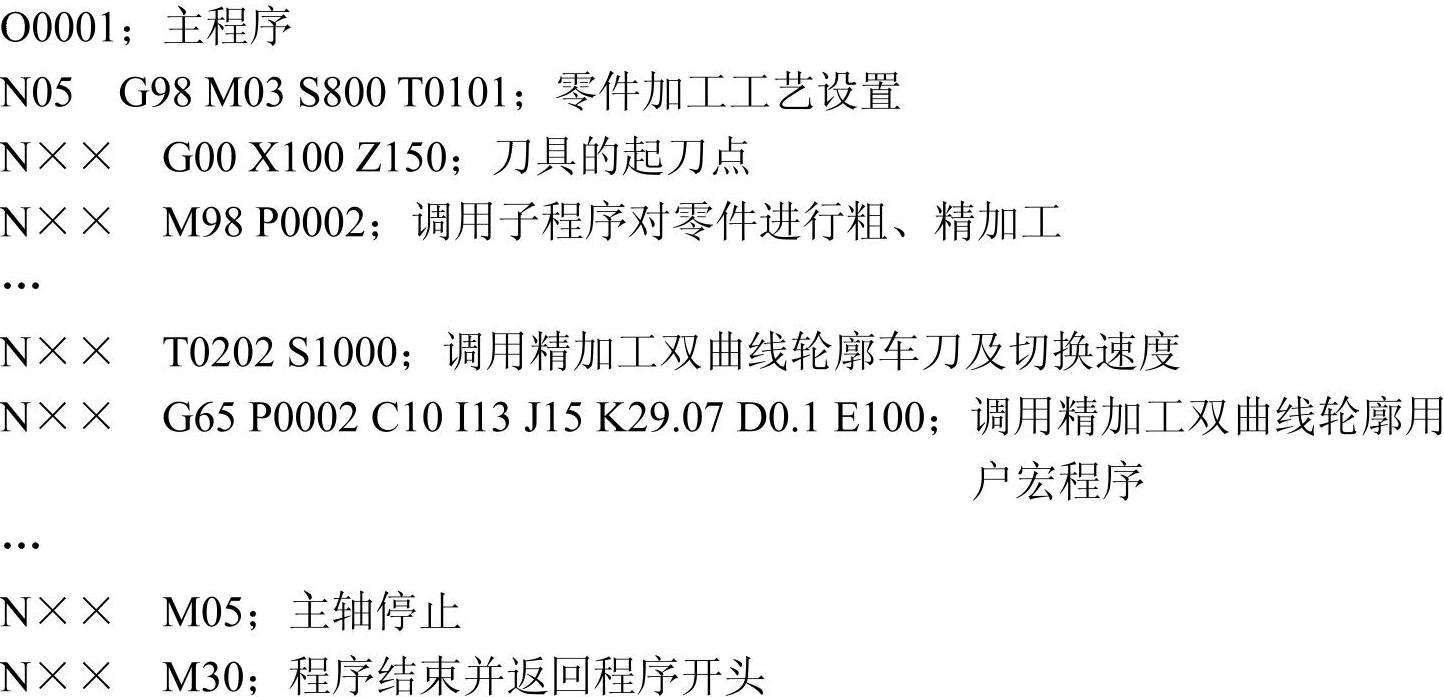
(2)主程序
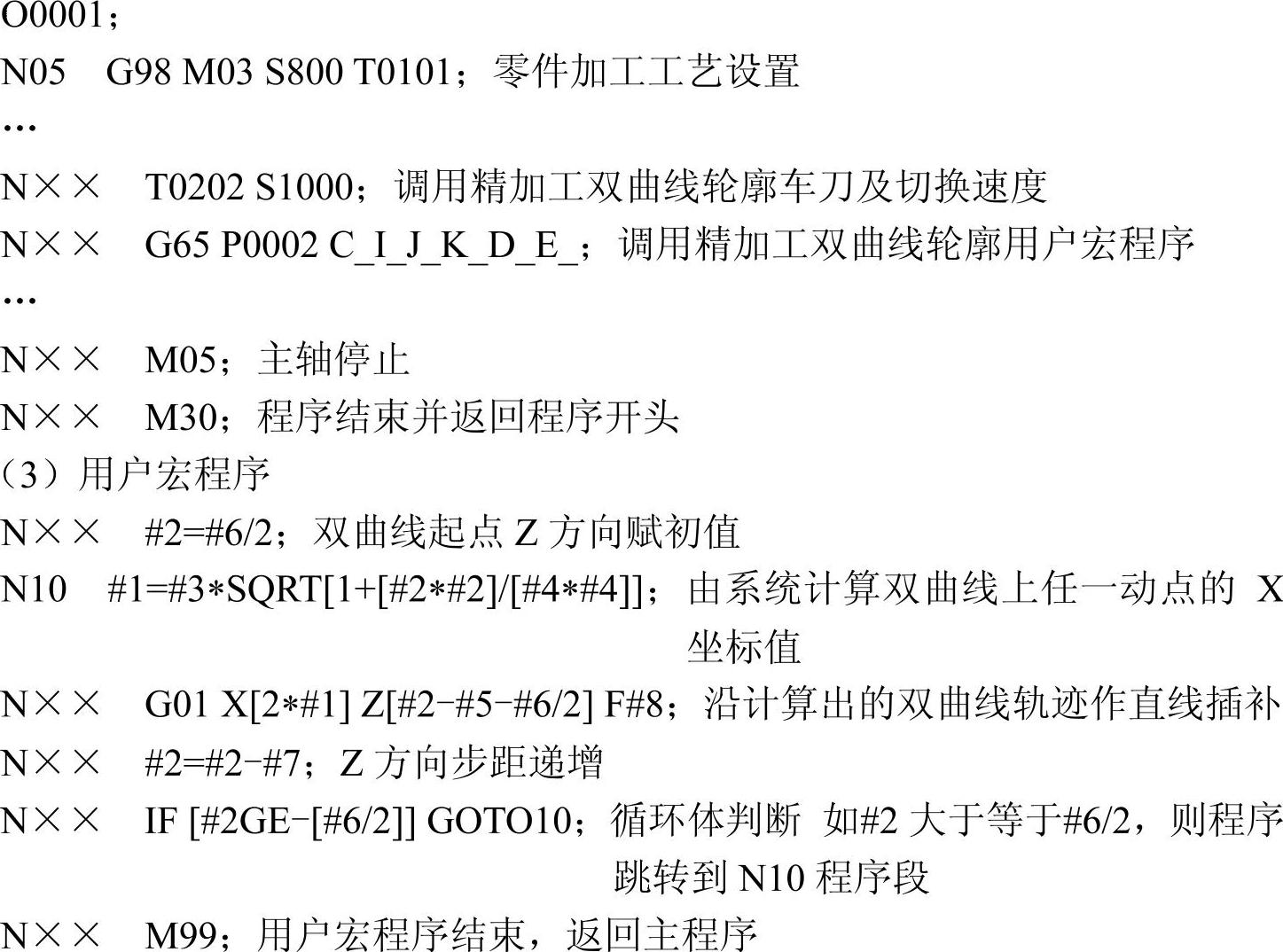
10.宏程序实例
编制一个车削加工带双曲线零件的程序(图5-6),双曲线方程为 ,双曲线的开口距离为29.07mm,使用变量编制该零件加工的宏程序。
,双曲线的开口距离为29.07mm,使用变量编制该零件加工的宏程序。
(1)编程工艺设计
以工件右端面建立工件坐标系(编程坐标系与工件坐标系重合),以圆弧替代双曲线方程,利用系统提供的外圆加工循环及精加工循环对零件进行粗、精加工,然后再对双曲线轮廓进行精加工。编程中采用直线逼近零件轮廓节点的方法,即在Z方向分段。为保证零件的加工精度,以0.1为一个步距,并把Z作为自变量,X作为Z的函数,利用双曲线方程求出其上各点的坐标,然后把各点连接在一起最终形成抛物线。

图5-6 双曲线轮廓零件编程实例图
(2)加工参考程序
子程序:


免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。