



【摘要】:5RN曲轴连杆颈磨床为单砂轮连杆颈磨床,控制系统为FANUC-0i-TD双通道数控系统,通道1为磨削控制,通道2为修整控制。砂轮架进给X1轴和工作台进给Z1轴由通道1控制;金刚滚轮进给X2轴和修整器横向进给Z2轴通道2控制。轴向采用日本东京精密株式会社生产的对中器,测量连杆颈侧壁位置,自动均匀分配轴颈侧壁余量进行轴向定位。图6-63 5RN曲轴连杆颈磨床坐标轴定义砂轮修整采用金刚笔与金刚滚轮相结合的方式。ZD30曲轴连杆颈磨削加工尺寸见图6-64。
5RN曲轴连杆颈磨床为单砂轮连杆颈磨床,控制系统为FANUC-0i-TD双通道数控系统,通道1为磨削控制,通道2为修整控制。砂轮架进给X1轴和工作台进给Z1轴由通道1控制;金刚滚轮进给X2轴和修整器横向进给Z2轴通道2控制。机床各数控坐标轴的定义如图6-63所示。轴向采用日本东京精密株式会社生产的对中器,测量连杆颈侧壁位置,自动均匀分配轴颈侧壁余量进行轴向定位。磨削过程实行主动测量。磨削时,在上、下跟随中心架的支撑下,依次磨削#1、#4、#3、#2连杆颈。每磨一个轴颈,修一遍砂轮。上、下跟随中心架均采用伺服电动机驱动,其控制方式为转矩控制结合位置控制。工件旋转头、尾座采用双伺服电动机同步驱动,该部分由另一控制系统控制。
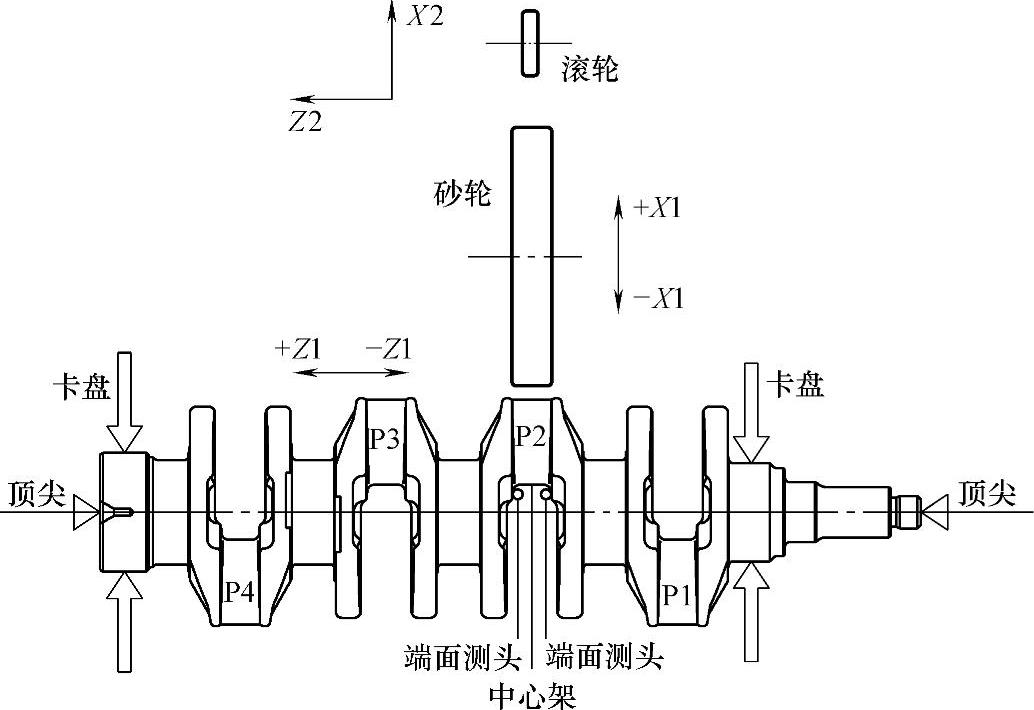
图6-63 5RN曲轴连杆颈磨床坐标轴定义
砂轮修整采用金刚笔与金刚滚轮相结合的方式。换新砂轮后,首先在工作台上安装金刚笔支架,利用X1和Z1坐标轴的进给运动,一次性完成整片砂轮两个侧面的修整,保证砂轮宽度为33.02mm。而后利用安装在砂轮架上的金刚滚轮修整器修砂轮时,则只是负责修整砂轮外圆面及圆角,此时的修整需要X2和Z2坐标轴的插补运动。(https://www.xing528.com)
ZD30曲轴连杆颈磨削加工尺寸见图6-64。
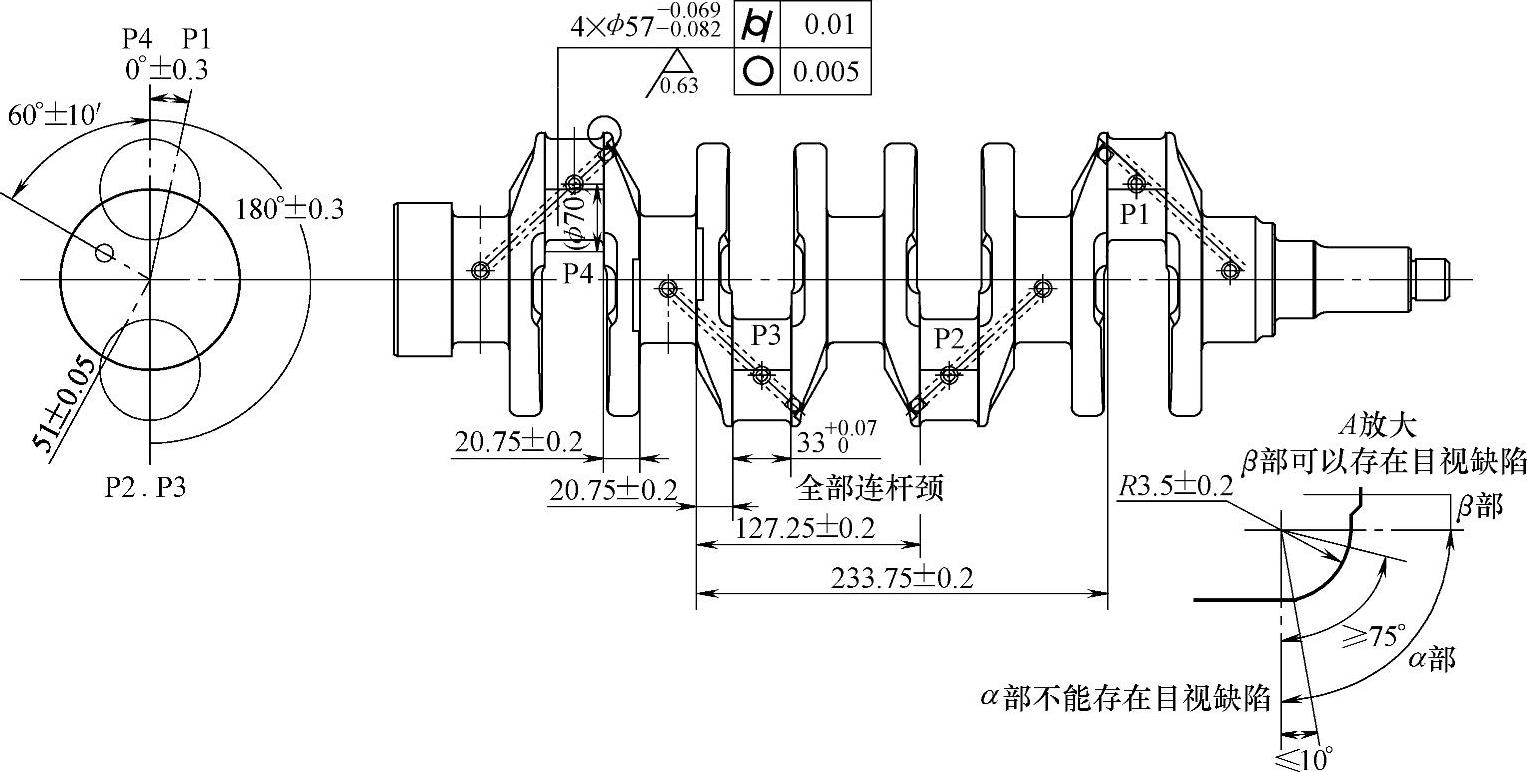
图6-64 曲轴连杆颈磨削加工尺寸
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。