



曲轴内铣以其生产效率高,刀具寿命长和对毛坯的适应能力强,可进行大余量强力切削而被广泛采用。曲轴内铣分曲轴在加工中转动和固定两种形式,曲轴转动内铣机床由于运动关系复杂,系统刚度差而逐步被淘汰。现流行的曲轴内铣多为曲轴固定式。曲轴内铣削时,将曲轴以两端轴颈安装在机床上,在中心架的支持下,大直径内铣刀盘同时进行自转和公转,完成轴颈的包络切削。
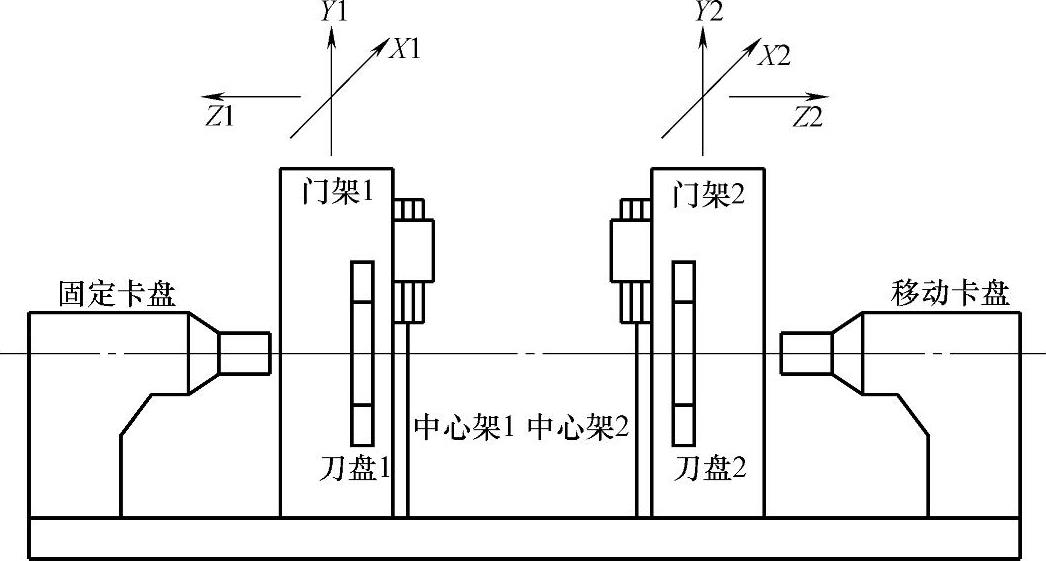
图6-32 CKM200曲轴内铣机床结构示意图
CKM200曲轴内铣机床结构示意图如图6-32所示。机床有2个卡盘。1个是固定卡盘,另1个是移动卡盘。移动卡盘的设置使该机床可以加工不同长度的曲轴。机床有2个刀盘,刀盘1和刀盘2。加工时,2个刀盘同步切入,同步结束。机床还配有2个中心架。2个中心架分别固定在门架1和门架2,借助Z1和Z2坐标轴的移动而移动。机床共有6个坐标轴。机床数控系统为FANUC-0i-TTC,其NC1控制刀盘1的加工,NC2控制刀盘2的加工。即Z1和Z2分别用于门架1和门架2的纵向移动,实现轴向定位。X1/Y1和X2/Y2分别用于刀盘1和刀盘2的铣削进给。
CKM200曲轴内铣属于两垂直伺服轴插补型内铣。其典型加工过程如图6-33所示。在图6-33a加工开始时,刀盘中心位于坐标原点处;图6-33b沿待加工连杆颈相位角的方向直线切入;图6-33c中当直线切入长度为OC时,直线切入结束;图6-33d刀盘以待加工连杆颈中心为圆心,以(刀盘半径-连杆颈半径)为半径做轴颈整圆铣削;图6-33e整圆铣削结束,刀盘停留在直线切入结束的位置;图6-33f刀盘沿直线插补原路返回,加工结束。
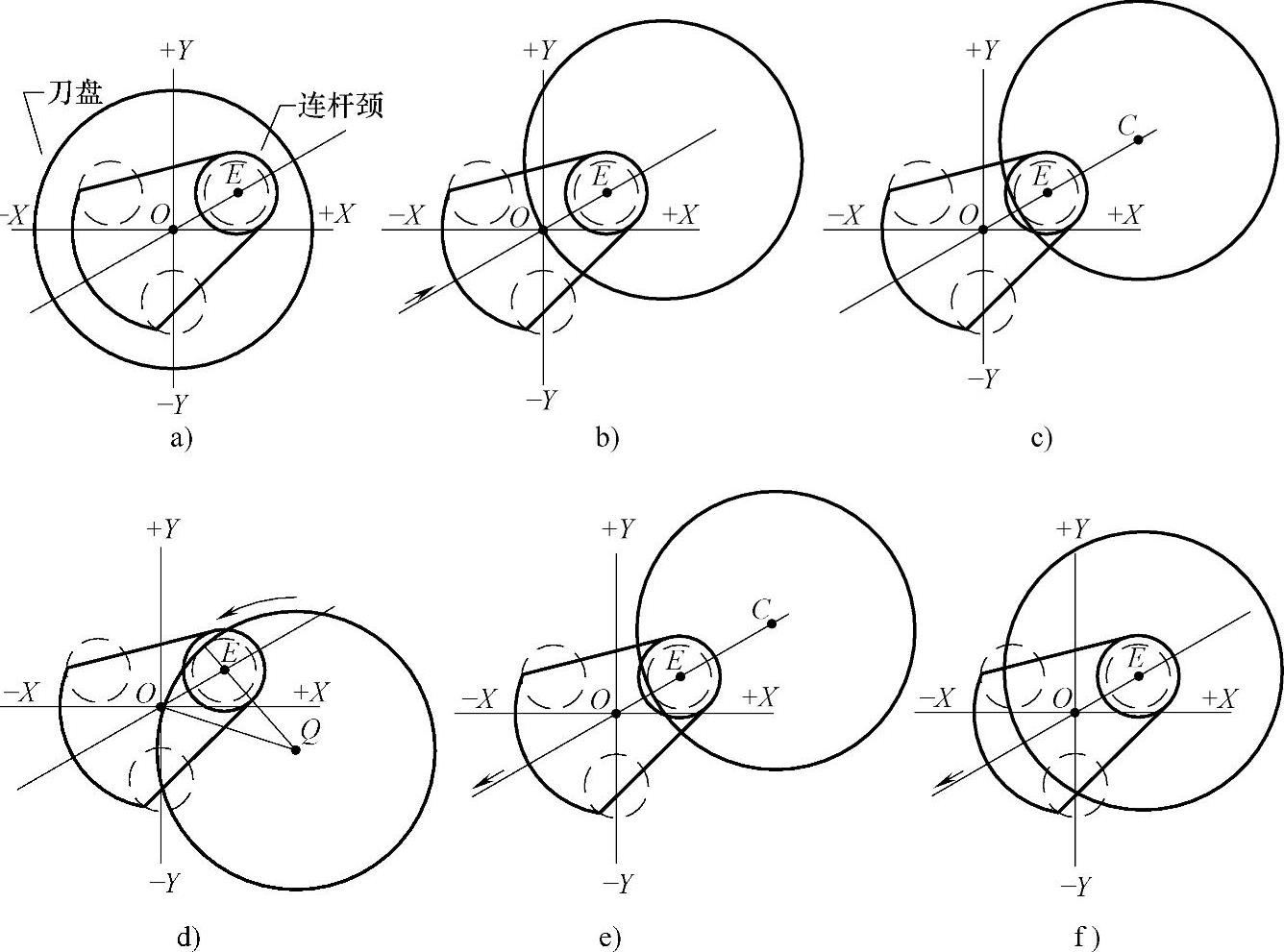
图6-33 曲轴连杆颈内铣加工过程示意图
a)加工开始 b)直线切入 c)直线切入结束 d)轴颈整圆铣削 e)轴颈整圆铣削结束 f)加工结束返回
CKM200曲轴内铣机床基本规格如下。
① 刀盘内径:210mm。
② 工件最大长度:950mm。
③ 工件最大回转直径:200mm。
④ 曲柄半径:≤60mm。
⑤ 行程范围:Z轴950mm;X轴±135mm;Y轴±135mm。
⑥ 快进速度:Z轴10m/min;X轴8m/min;Y轴8m/min。(https://www.xing528.com)
⑦ 进给速度:X轴8000mm/min;Y轴8000mm/min。
⑧ 主电动机功率:30kW。
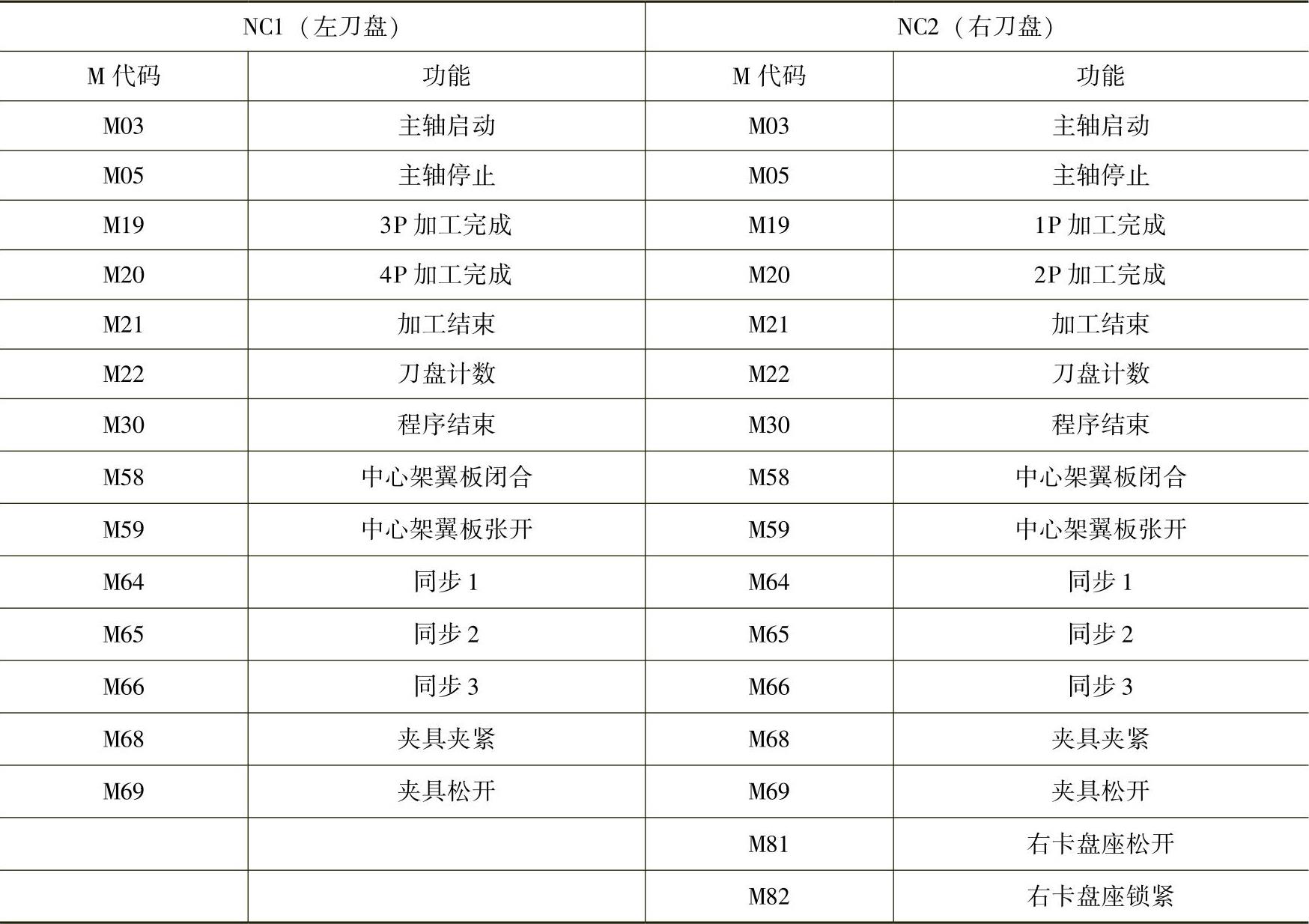
CKM200曲轴内铣机床M代码一览表见表6-12。
表6-12 CKM200曲轴内铣机床M代码
ZD30曲轴连杆颈内铣加工尺寸要求见图6-34。主要切削参数如下。
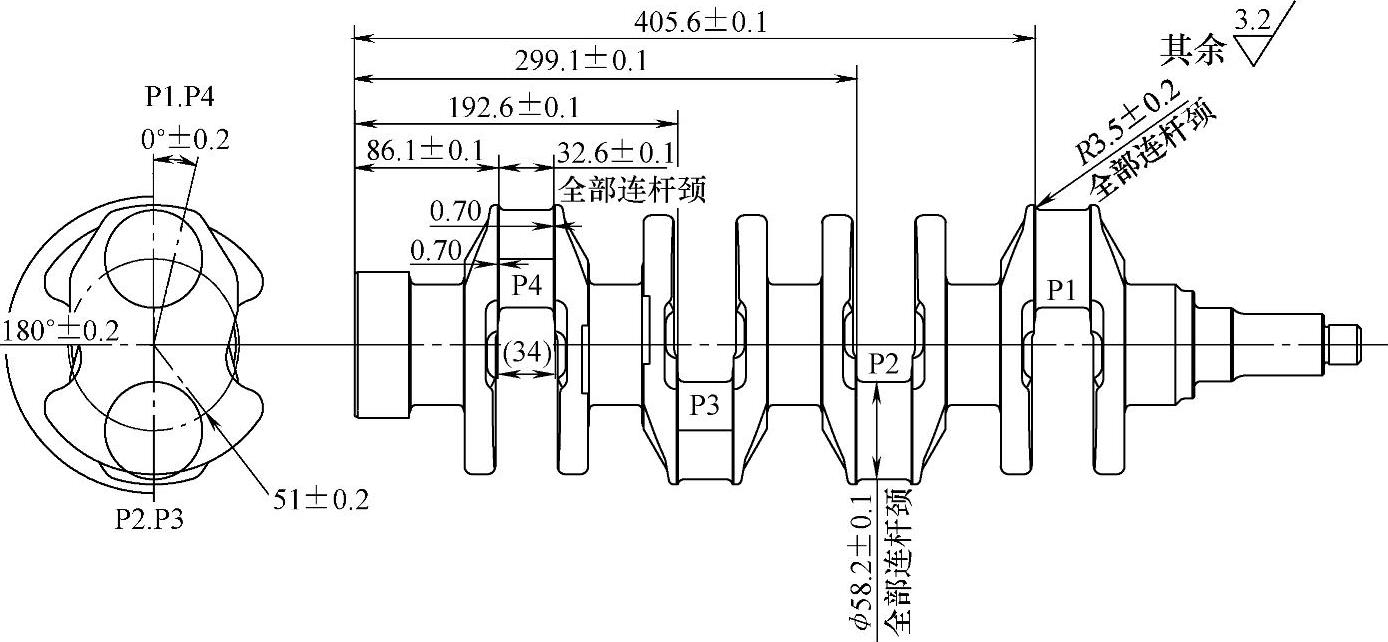
图6-34 连杆颈内铣加工尺寸
① 主轴转速:196r/min。
② 切削速度:129m/min。
③ 横向切入1段速度:705mm/min(0.36mm/齿)。
④ 横向切入2段速度:200mm/min(0.10mm/齿)。
⑤ 旋转进给速度:825mm/min(0.42 mm/齿)。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。