



1.车拉刀盘基本组成
曲轴车拉加工刀盘通常主要是由扇形块、粗切刀片、圆角刀片和精切刀片组成。其中,加工主轴颈扇形块:6块;粗切刀片:230片;圆角刀片:24片;精切刀片:8片。
曲轴主轴颈车拉加工刀盘如图6-28所示。组成该车拉刀盘的6个扇形块刀片高度如图6-29所示。
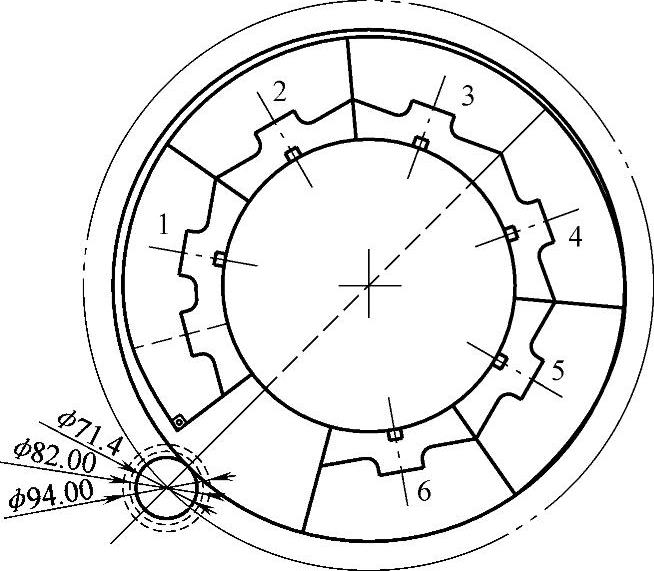
图6-28 主轴颈车拉刀盘
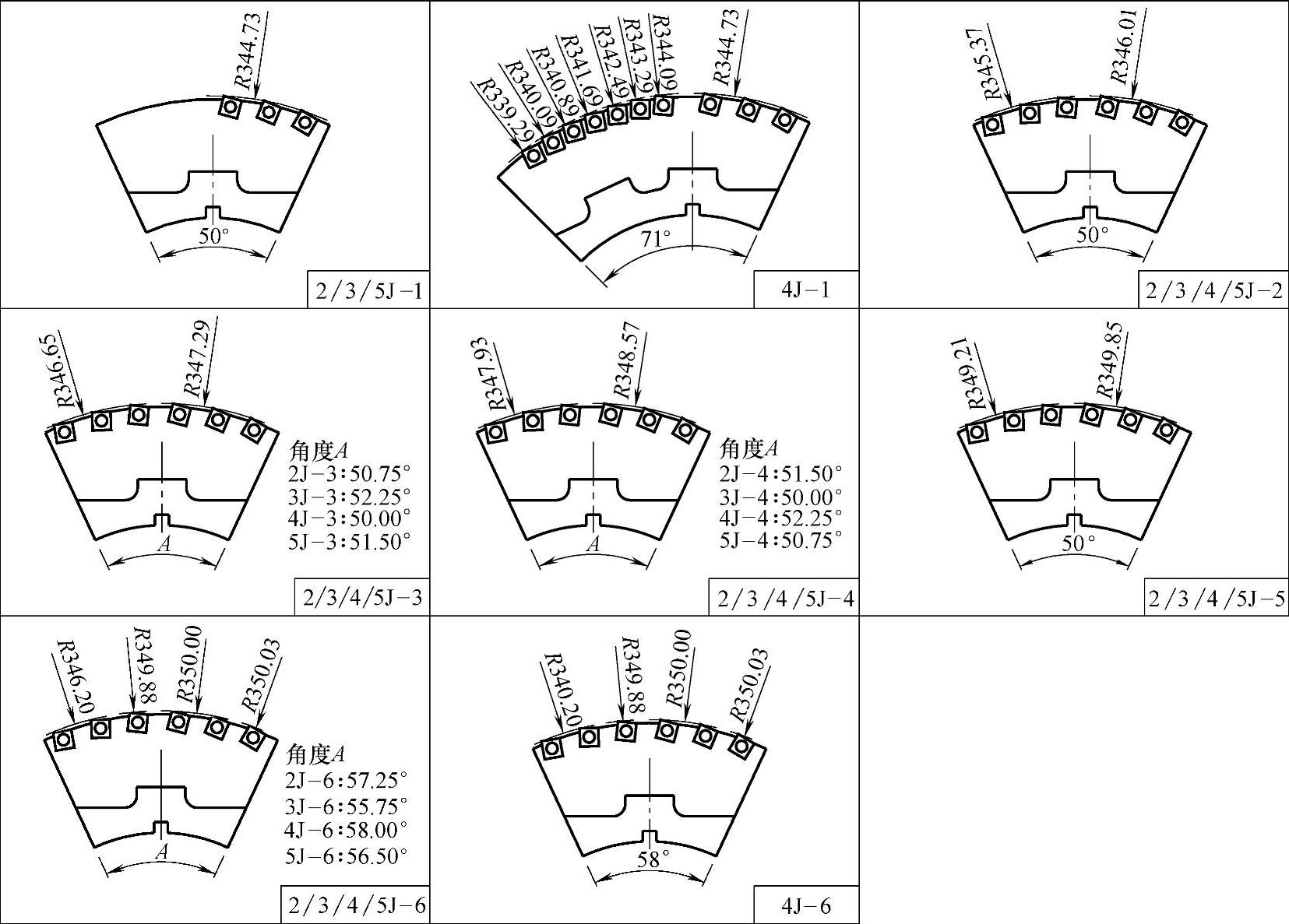
图6-29 扇形块刀片高度
2.车拉刀盘切削运动参数
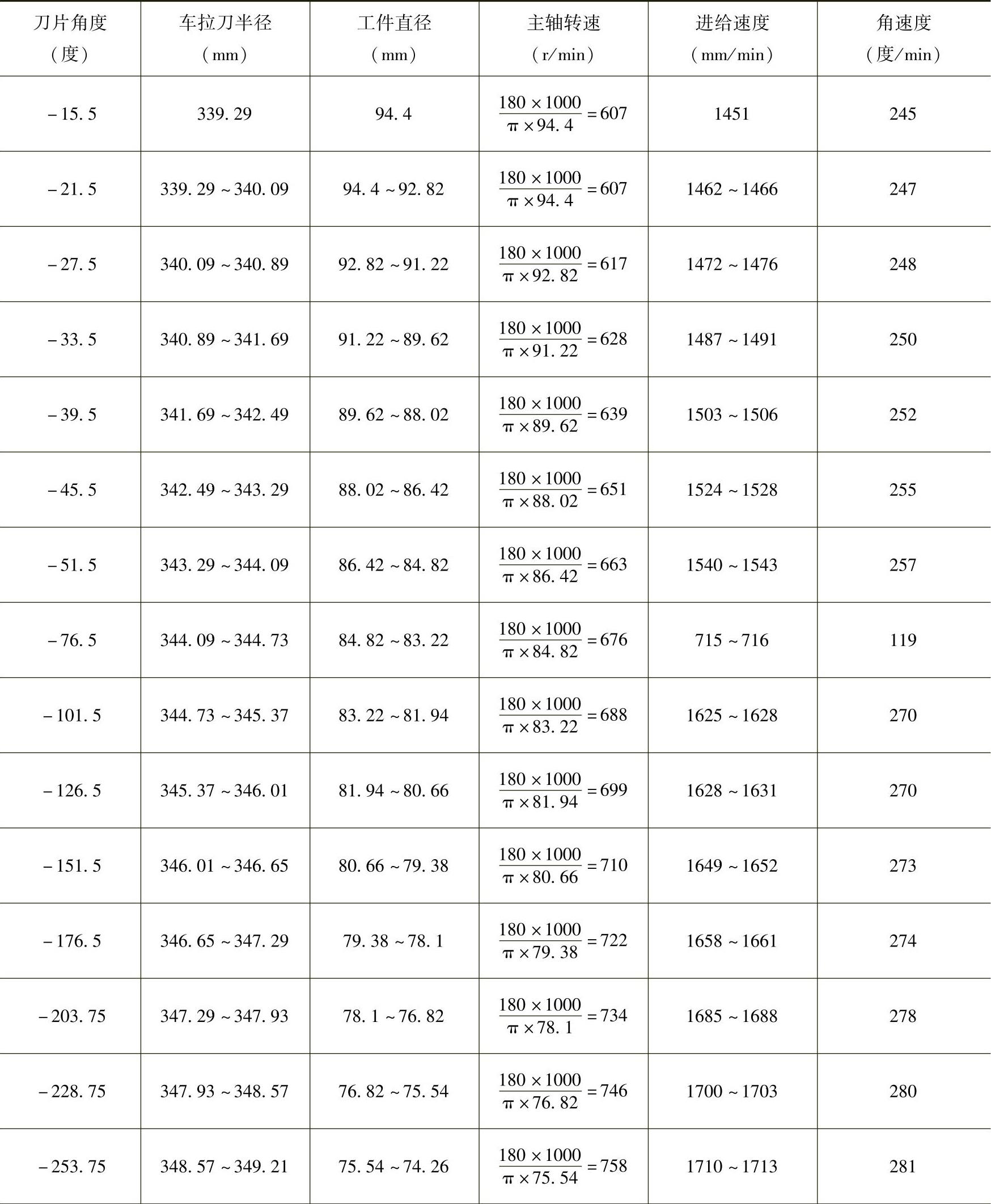
曲轴车拉加工切削刀盘的主要运动参数包括曲轴切削速度、曲轴转速、车拉刀直径、进给速度和角速度以及刀具在刀盘上的角度位置,这些参数对曲轴车拉加工的质量都有很大的影响,因此,从整体的角度优化这些参数可以大大提高曲轴的车拉加工品质。切削速度采用恒表面切削速度,为180m/min。因此,主轴转速为607~799r/min。车拉刀盘切削参数如表6-11所示。进给速度计算公式为:
进给速度(mm/min)=2π×车拉刀半径(mm)×角速度(度/min)/360°
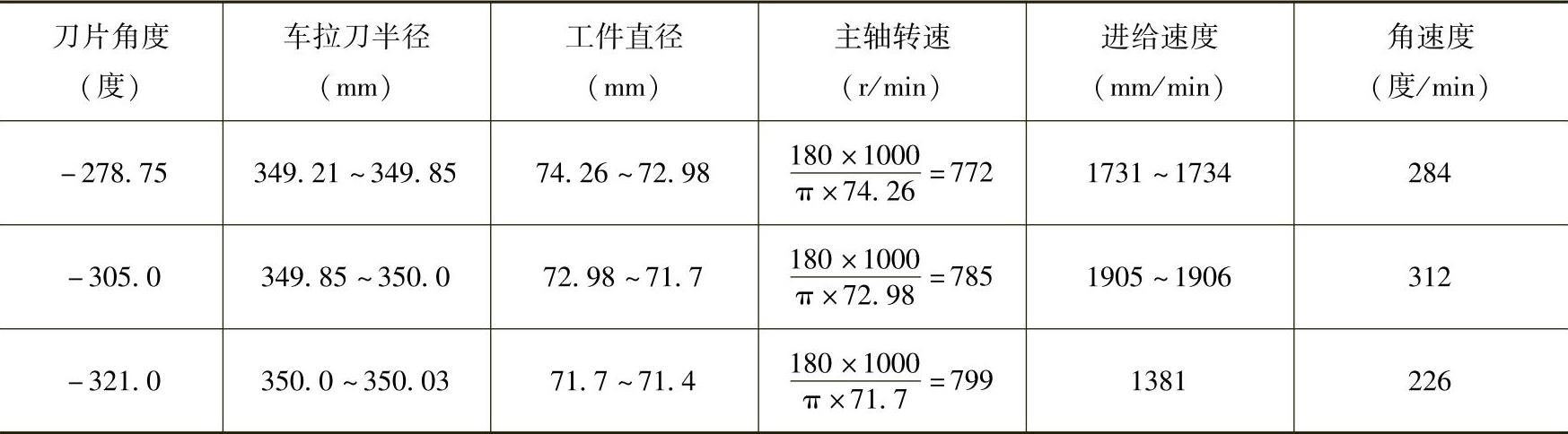
表6-11 车拉刀盘切削参数(https://www.xing528.com)
(续)
-15.5°~-51.5°:车拉轴肩;进给速度1451~1543mm/min;主轴转速607~663r/min。
-51.5°~-305.0°:主轴颈粗车拉;进给速度715~1906mm/min;主轴转速676~785r/min。
-305.0°~-321.0°:主轴颈精车拉;进给速度1381mm/min;主轴转速799r/min。
根据车拉工序工艺卡和刀齿参数可绘制出拉削图形,见图6-30。从拉削图形中,可以清楚看出各刀齿的位置、切削余量及每组(层)刀片的重合情况等信息,结合车拉切削运动参数,即可知道每个刀齿的切削运动状况。
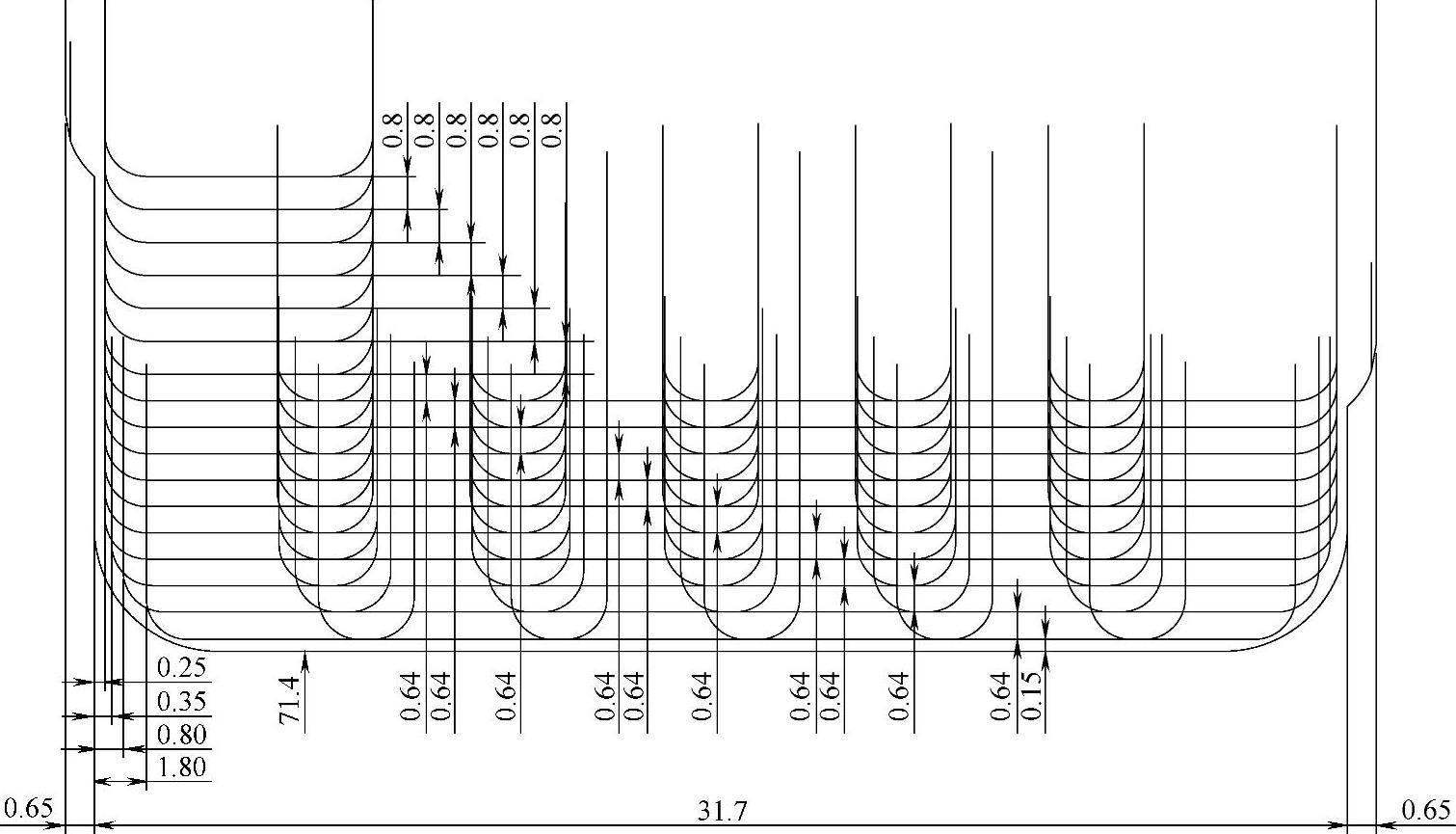
图6-30 主轴颈拉削图形
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。