



1.加工主程序
(1)上刀架加工主程序
上刀架加工主程序流程图见图6-13。加工开始,判断是否有对刀预约,如果有对刀预约,则调对刀子程序O9101进行对刀操作。一般是换新刀片后有此操作。加工结束,根据曲轴在线测量机的检测结果,调O9001子程序自动修正刀具磨损补偿。
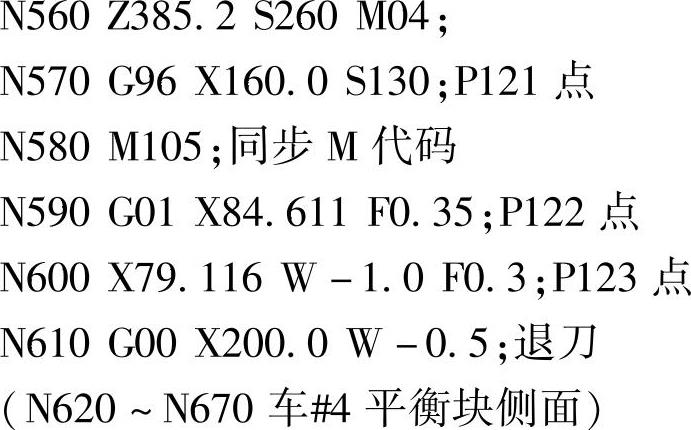
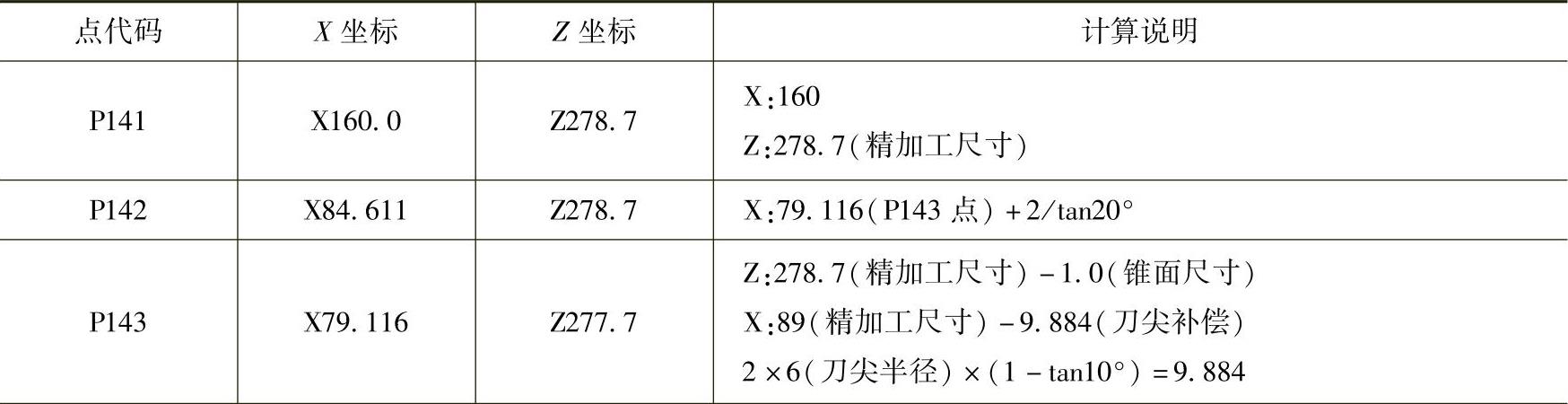
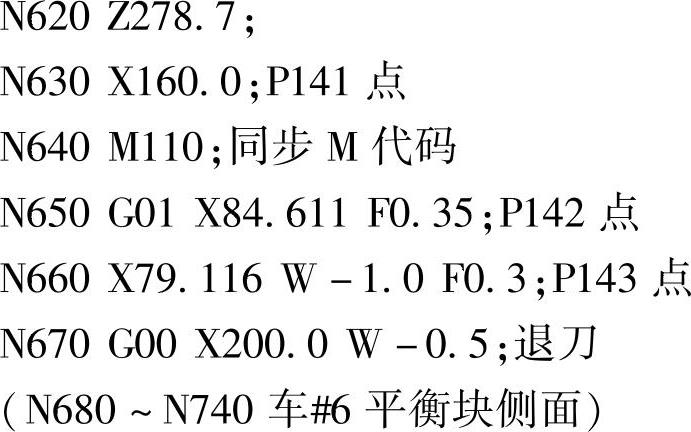
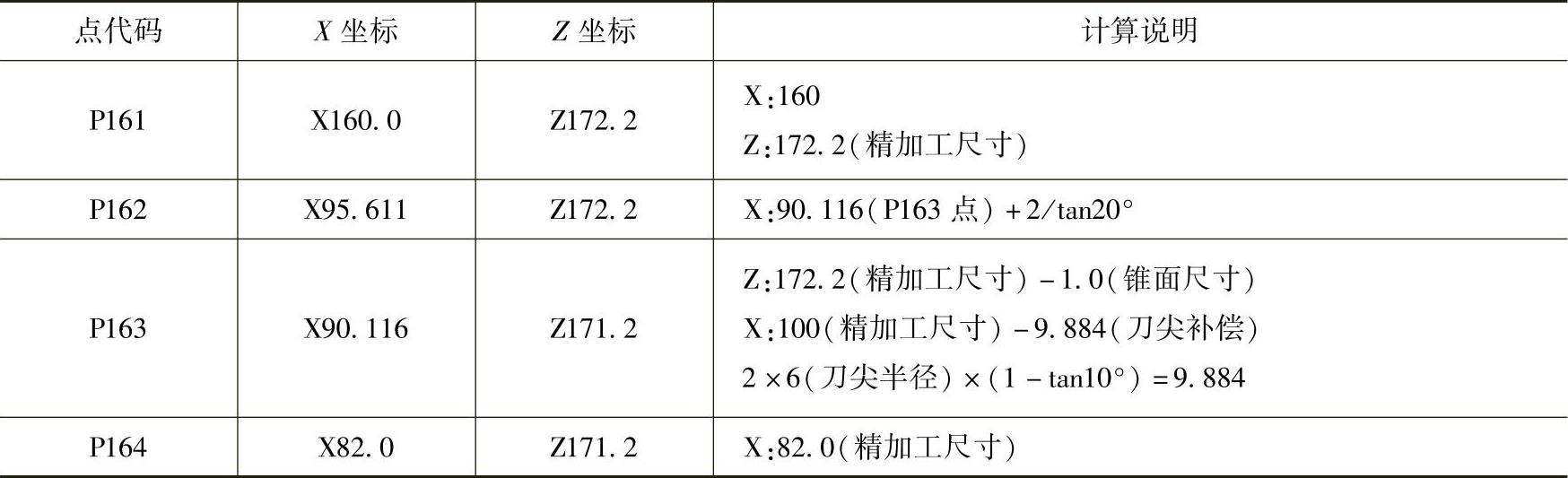
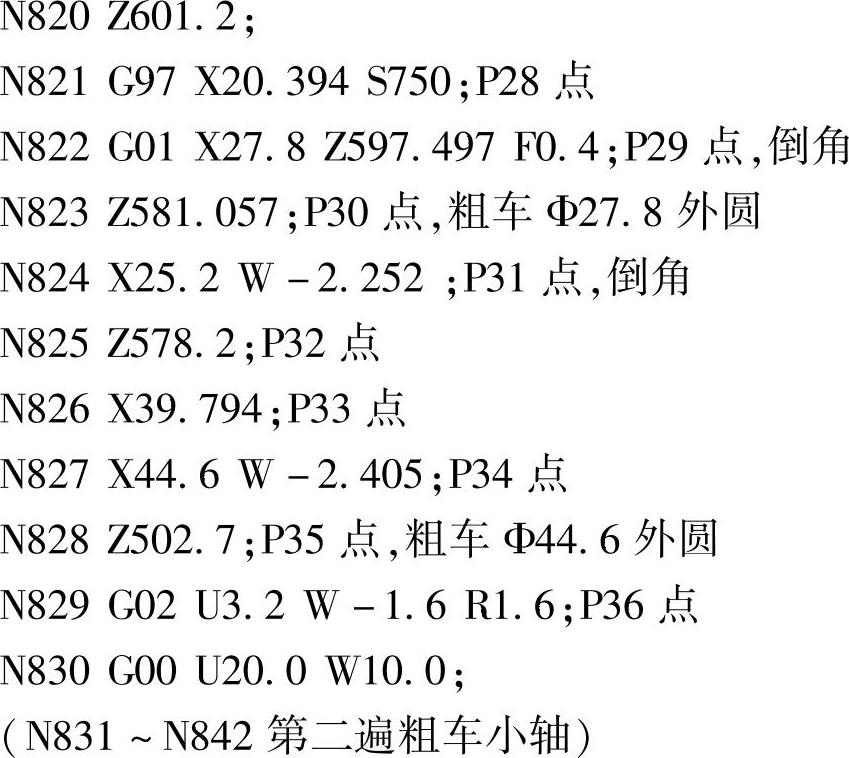
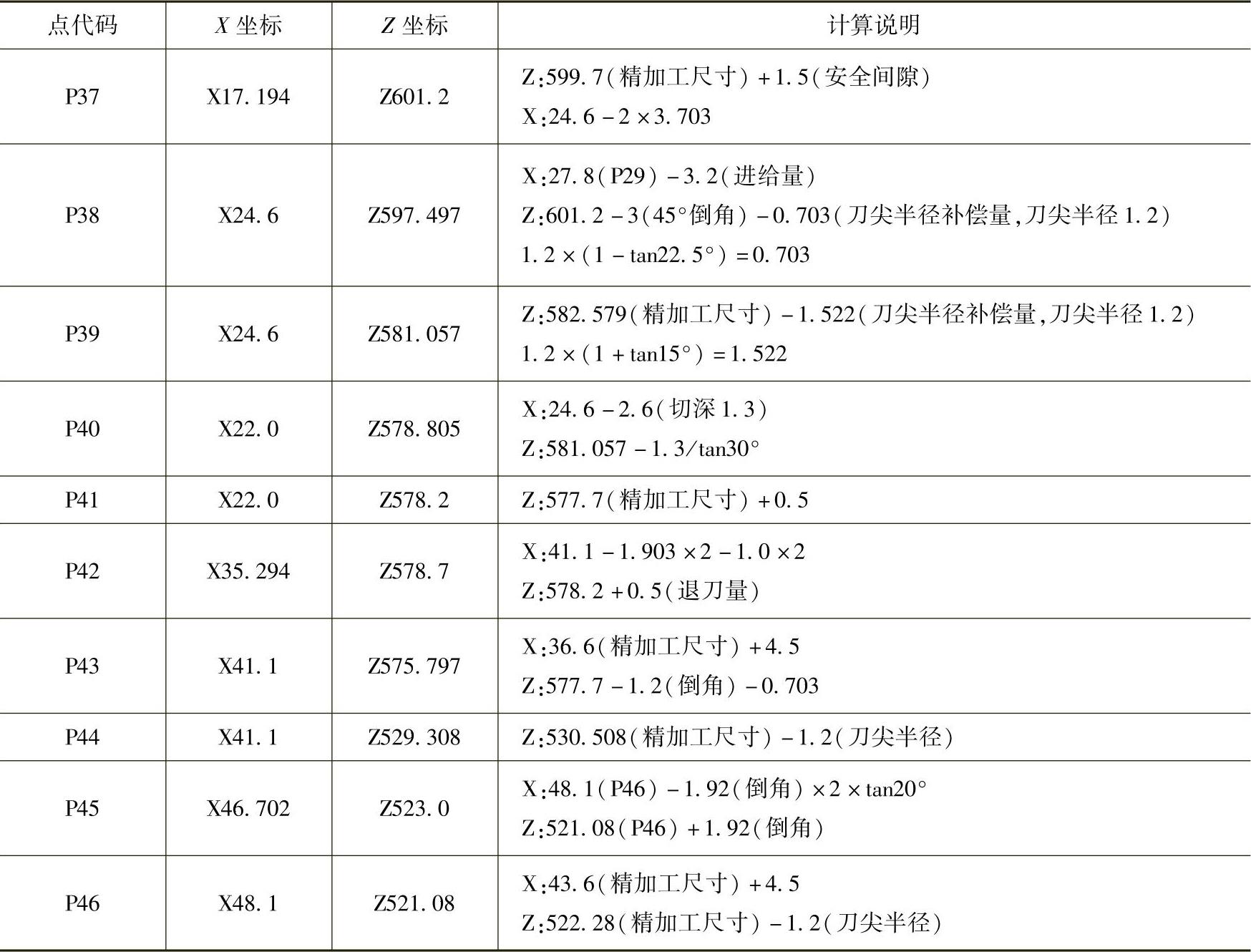
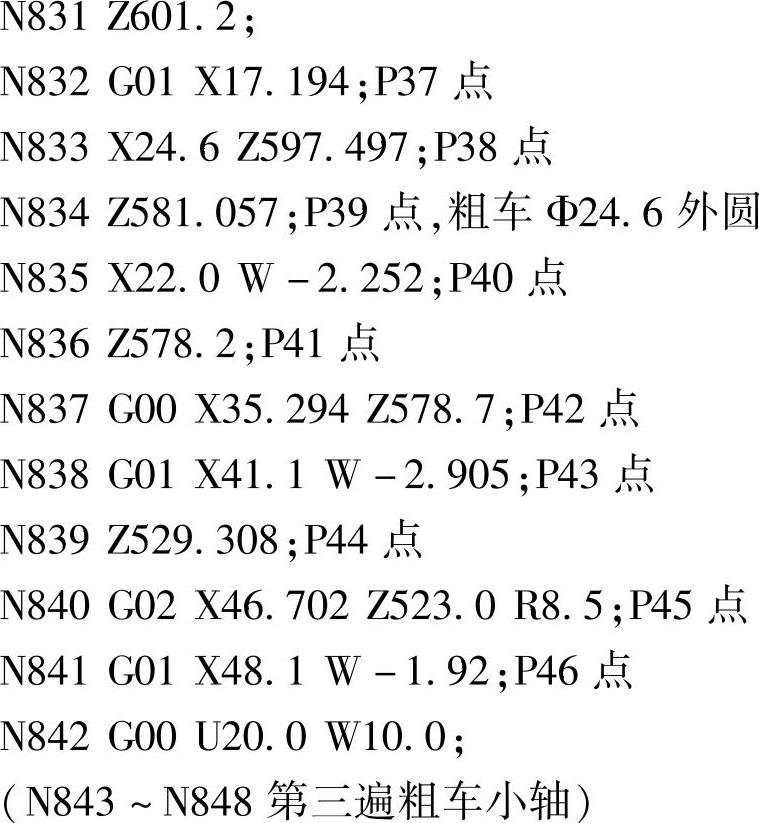
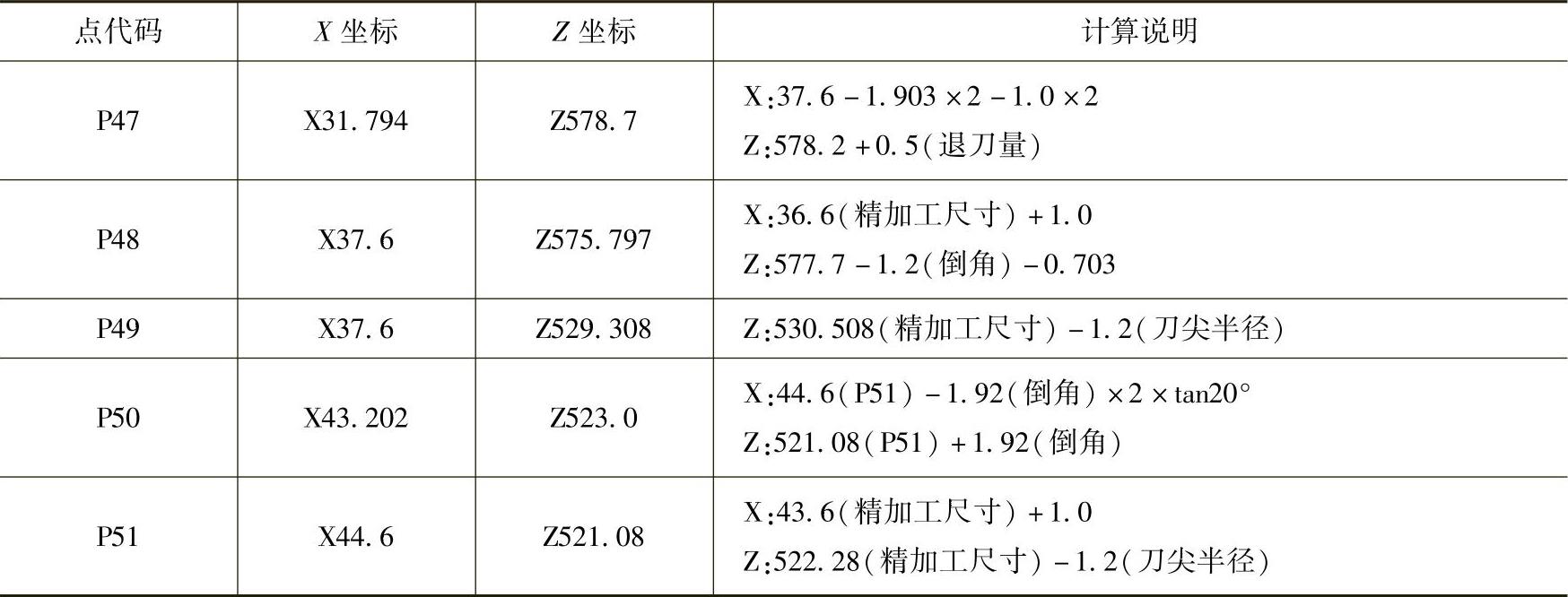
上刀架的加工过程为:粗车法兰外圆两次→粗车J5侧面两次→车#2平衡块→车#4平衡块→车#6平衡块→车#8平衡块→粗车小轴3次→精车小轴→精车法兰外圆→车法兰端面。其中车平衡块需要与下刀架同步。
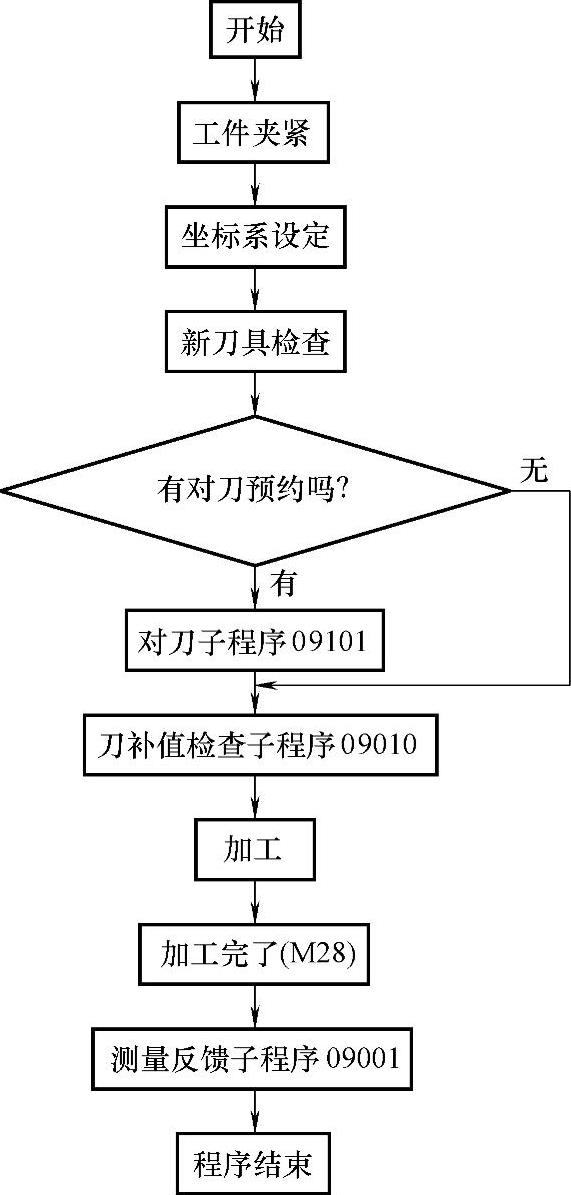
图6-13 上刀架加工主程序流程图
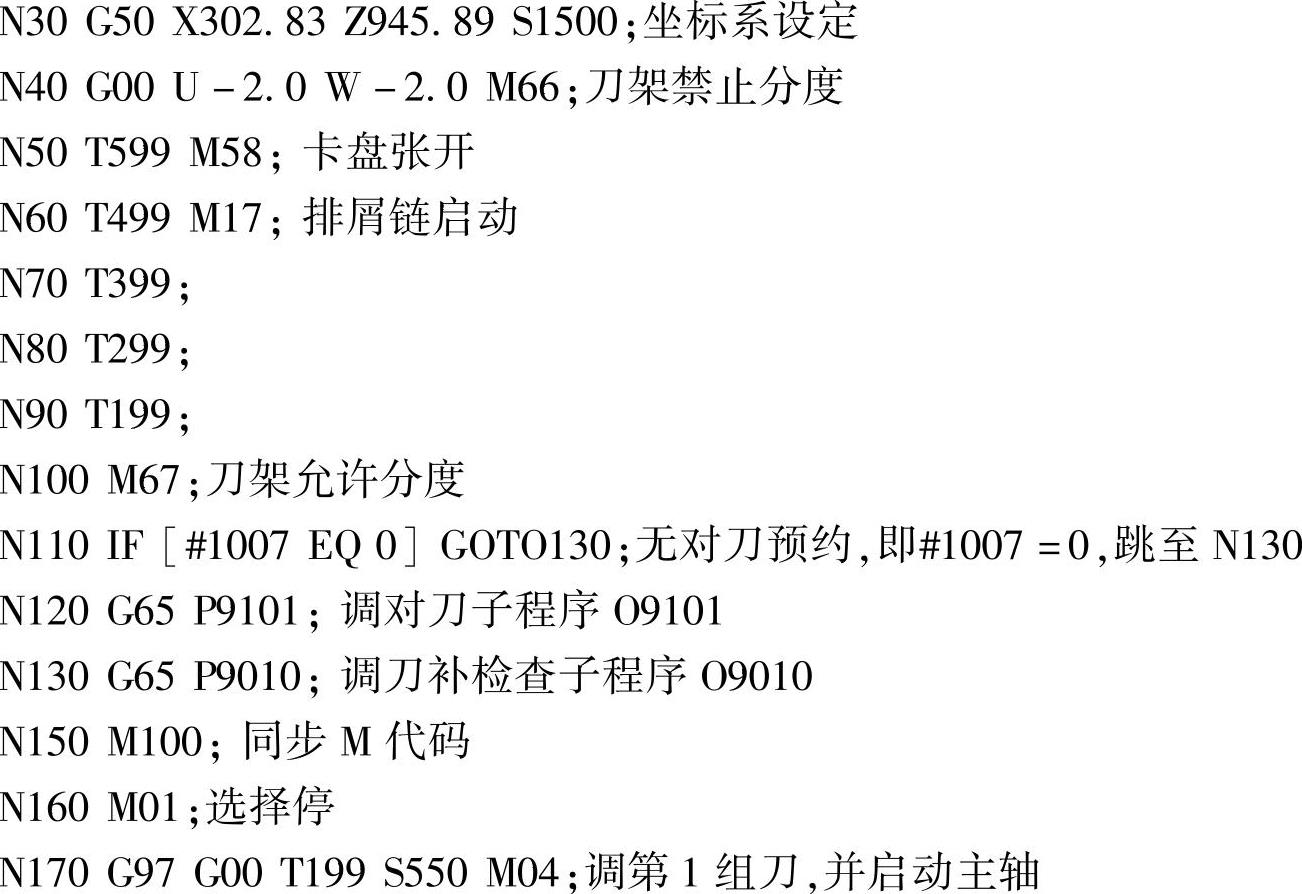
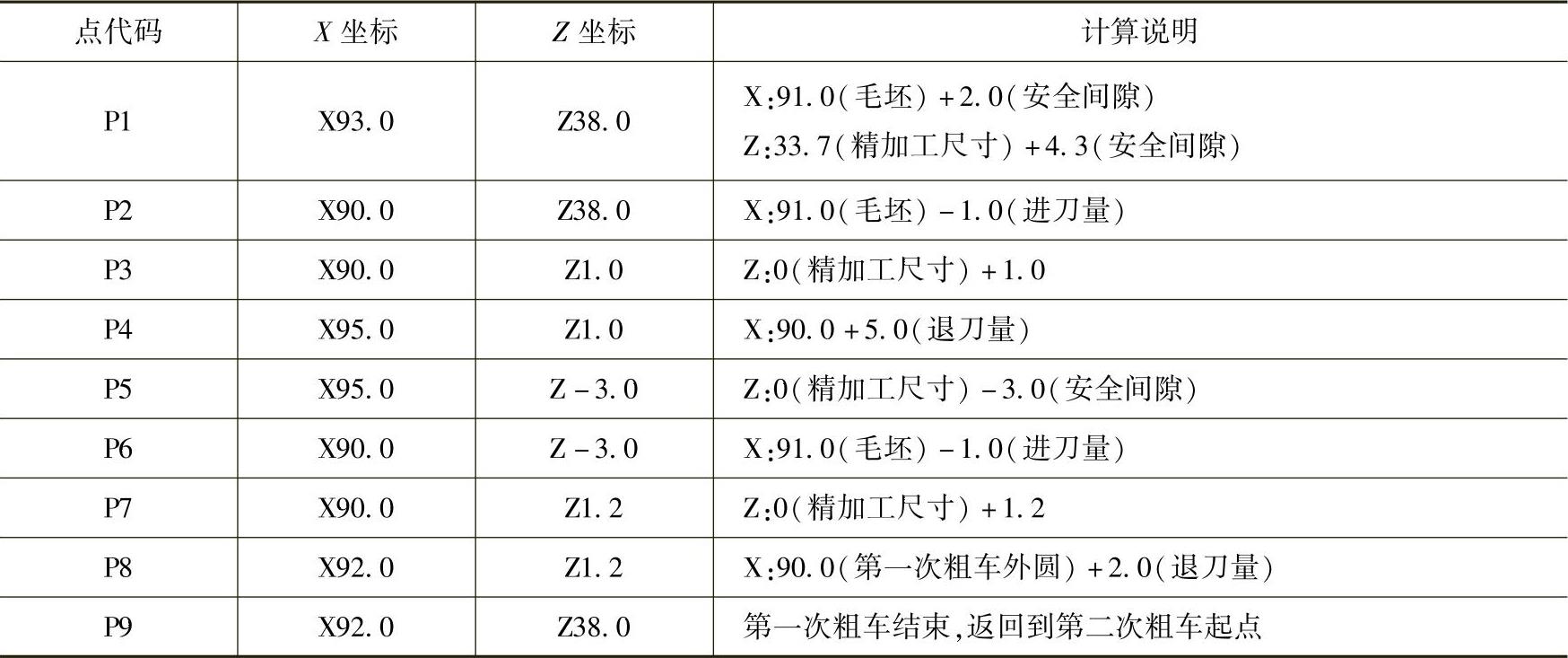
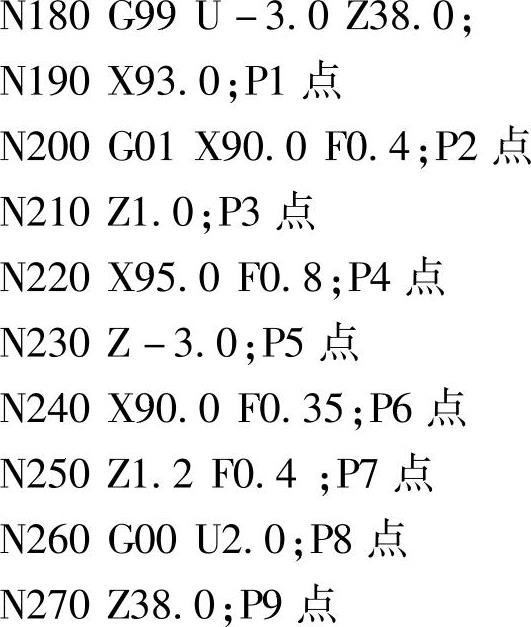
(N180~N350:粗车法兰外圆第一次)

(续)
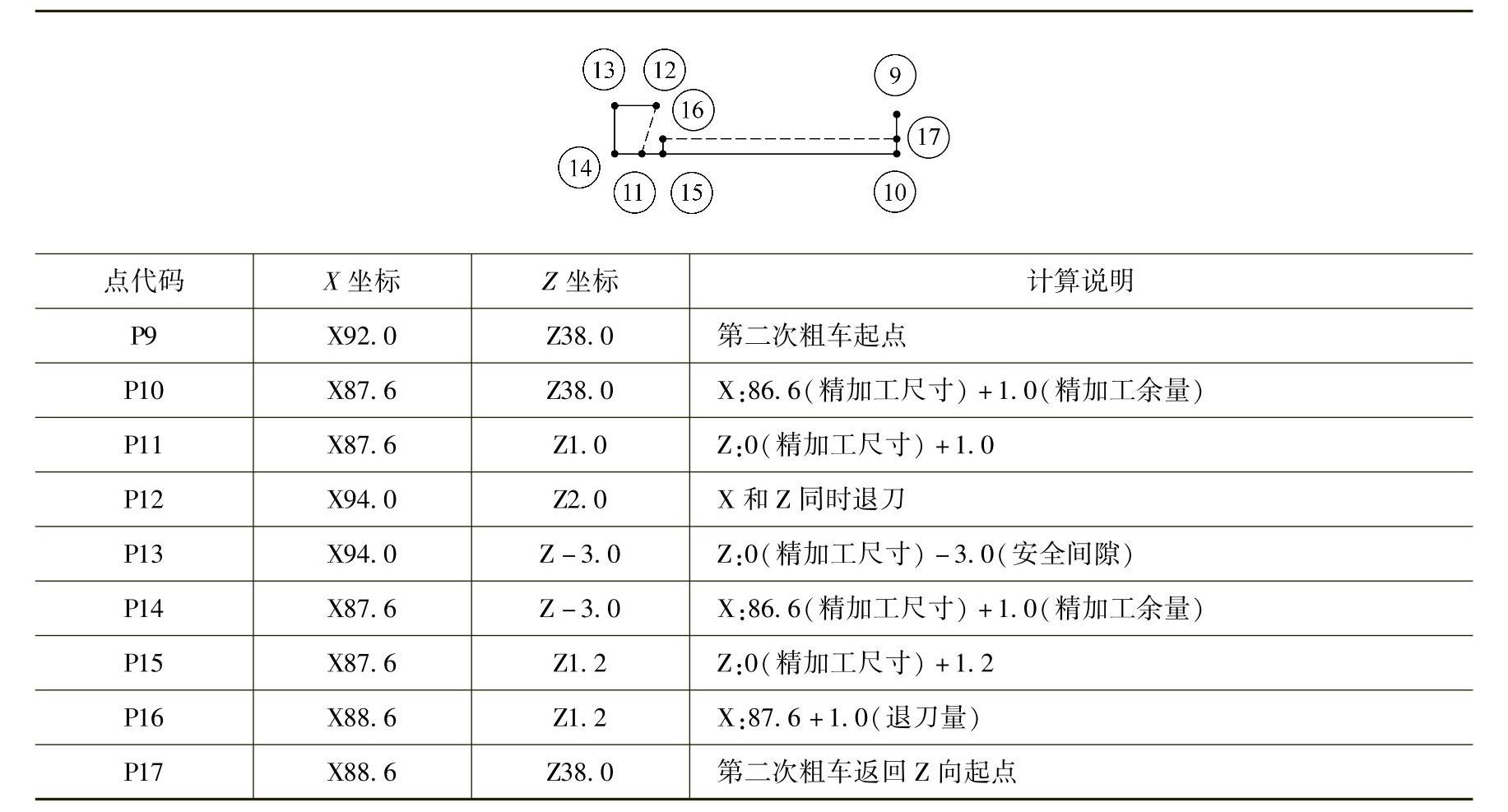
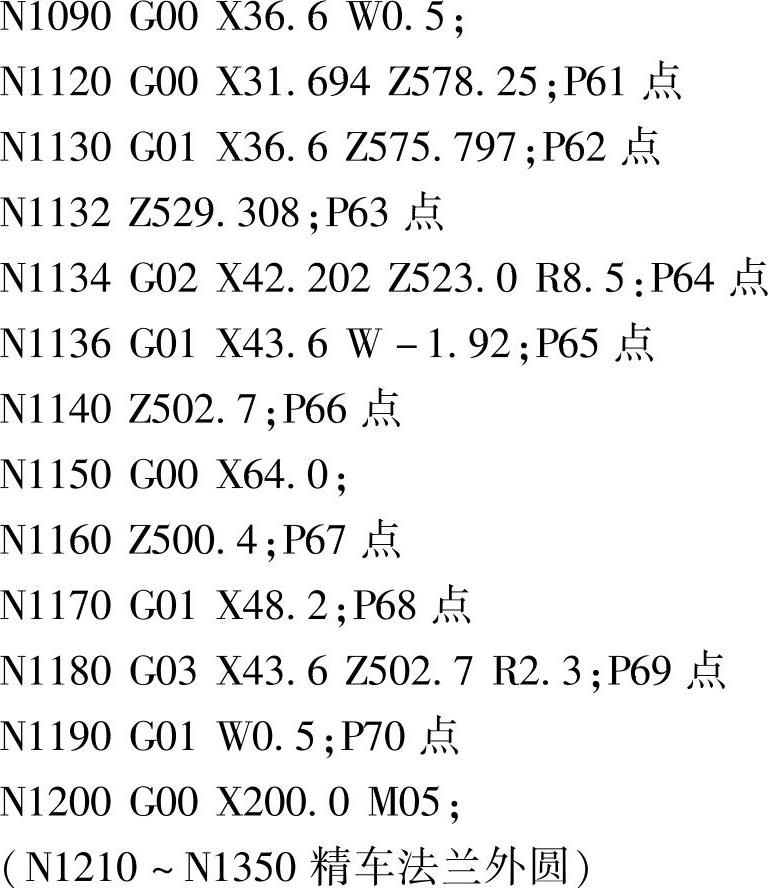
(粗车法兰外圆第二次)
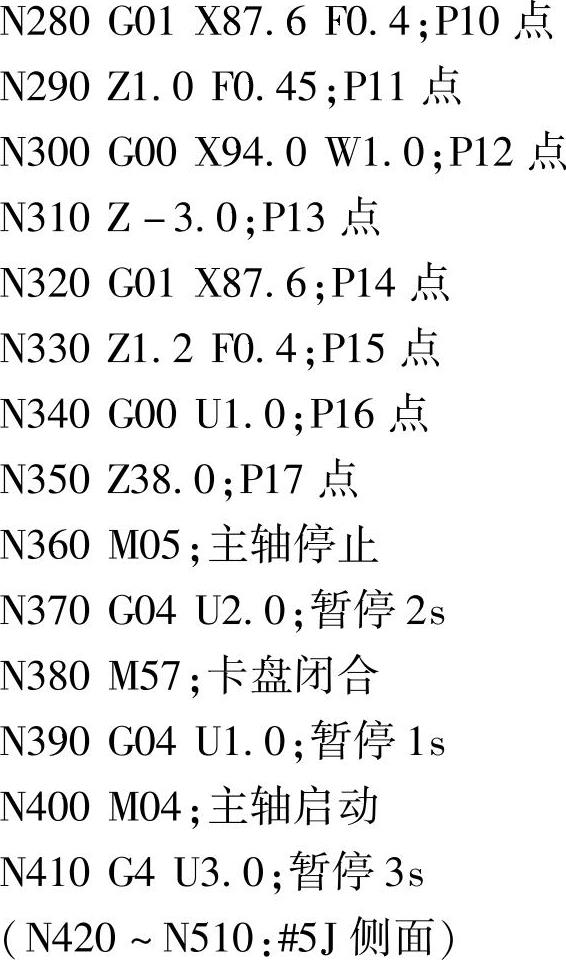
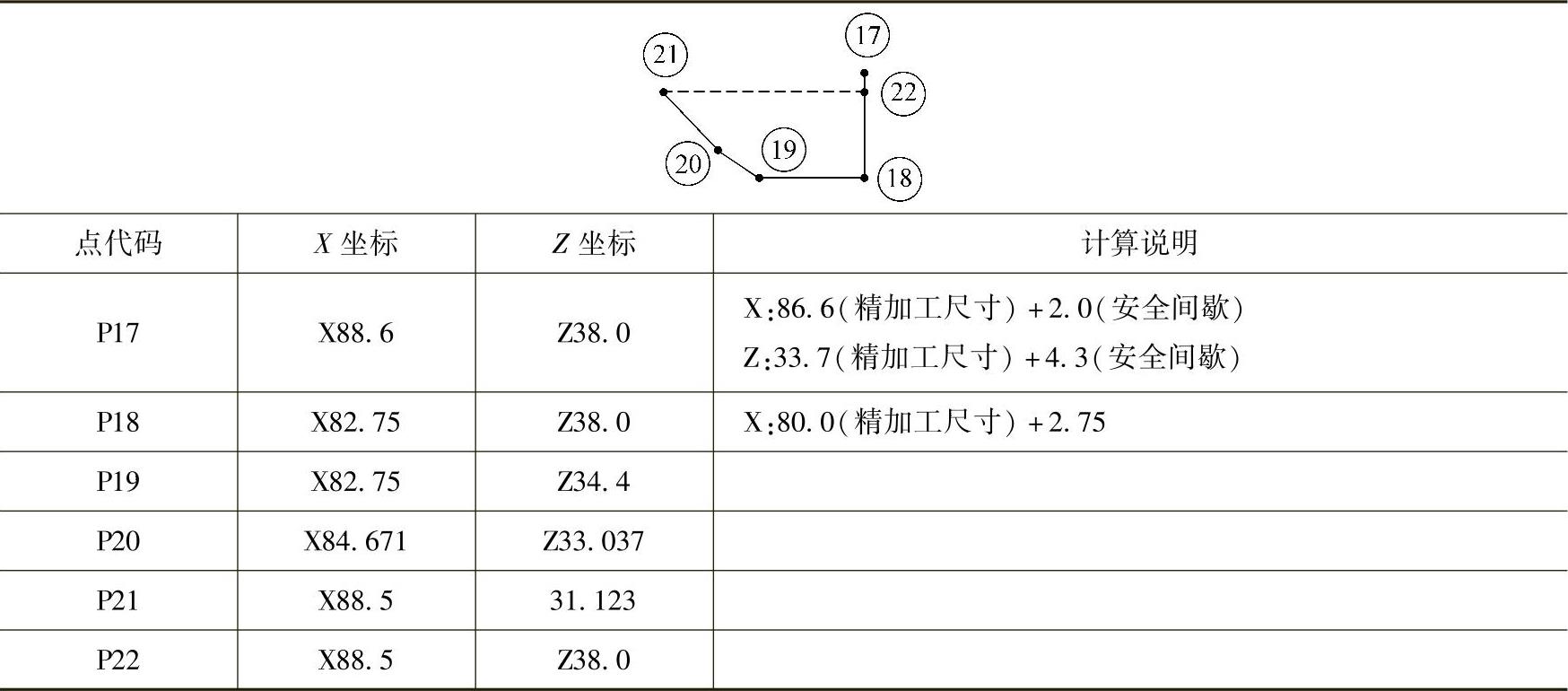
(粗车#5J侧面第二次)
(续)



(续)

(续)
(续)
N1510 M160;同步M代码
N1520 M30;
(2)下刀架加工主程序
下刀架加工主程序流程图见图6-14。加工开始,先判断是否有对刀预约,如果有对刀预约,则调对刀子程序O9102进行对刀操作。一般是换新刀片后有此操作。加工结束,根据曲轴在线测量机的检测结果,调O9002子程序自动修正刀具磨损补偿。
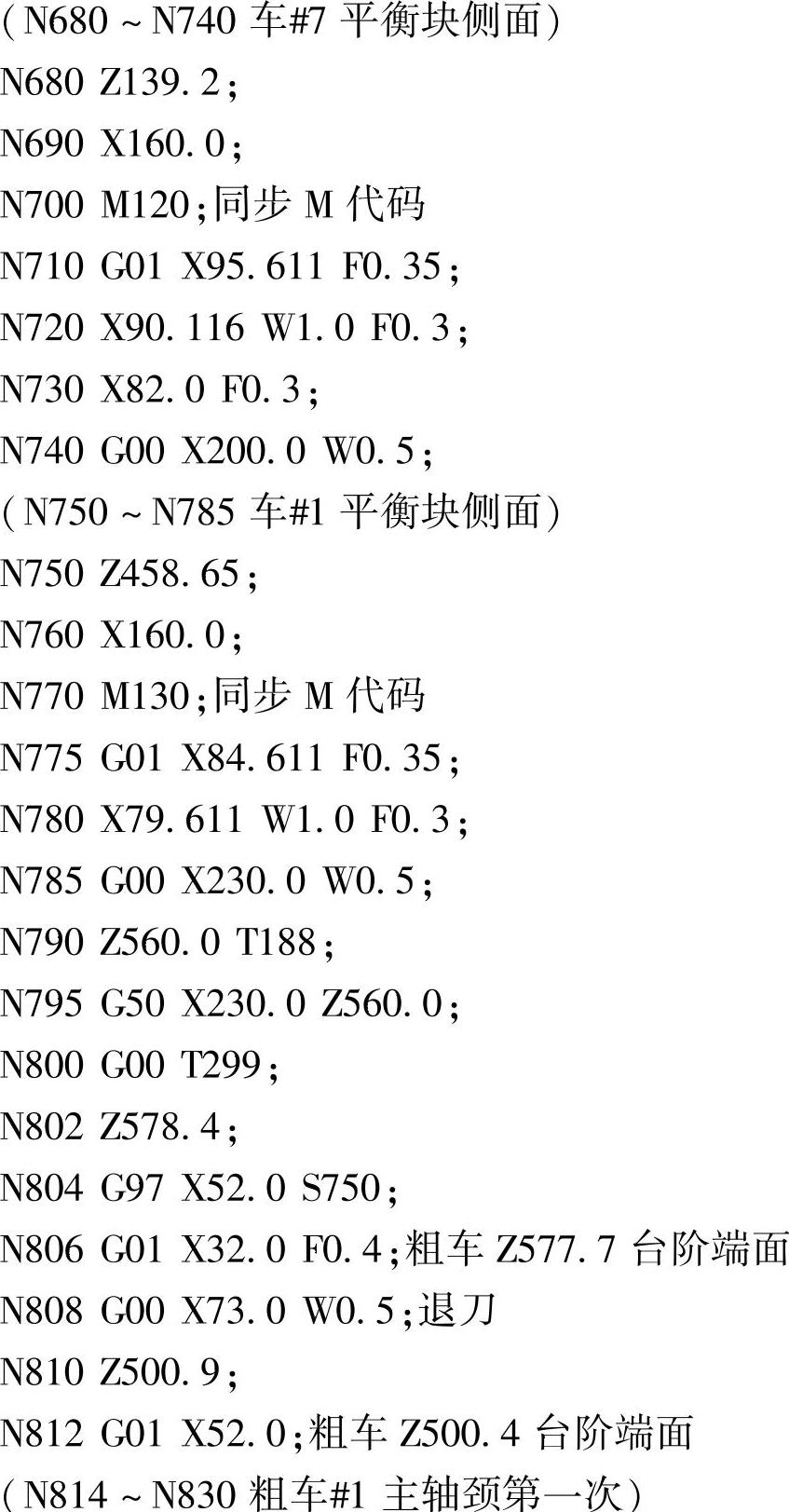
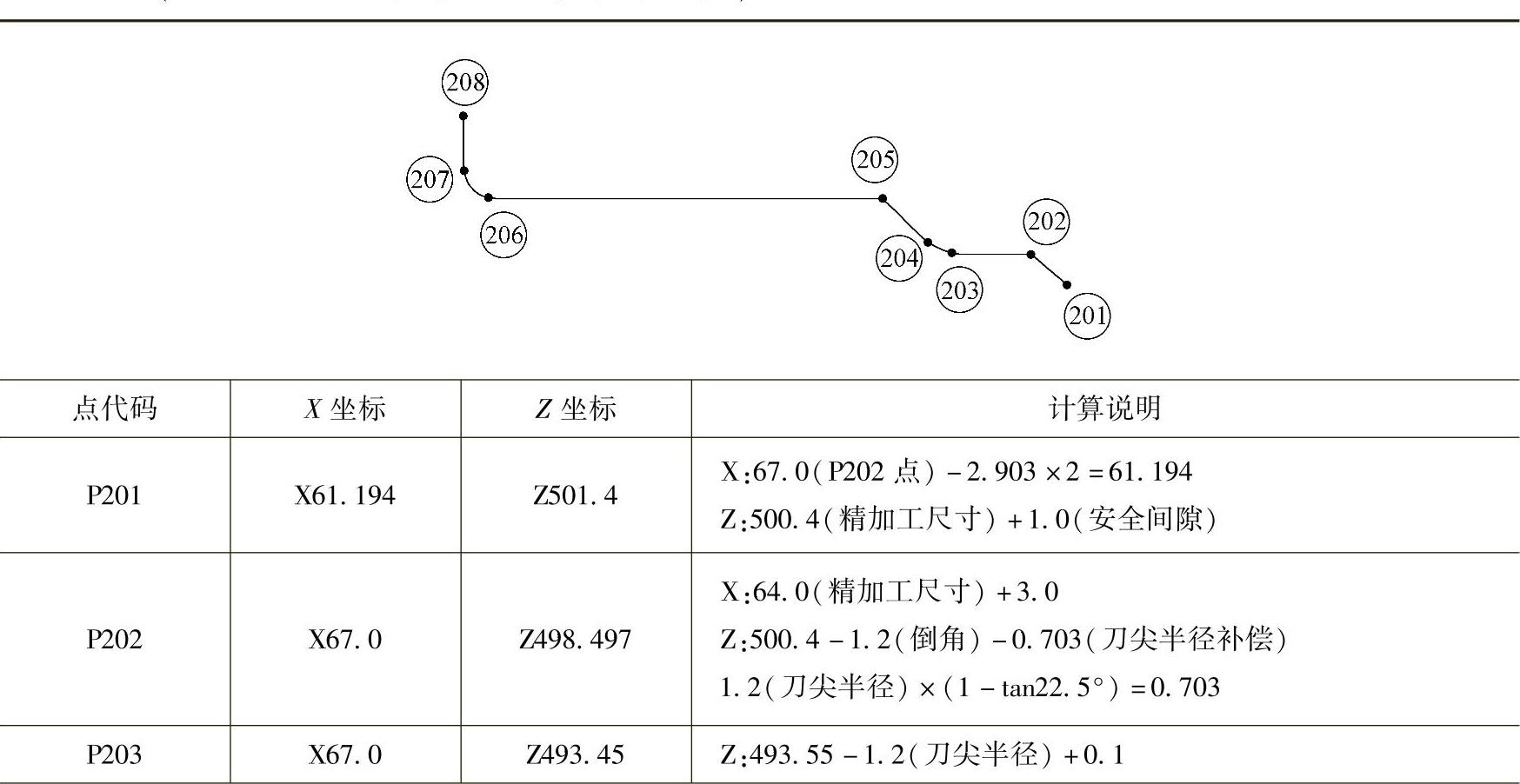
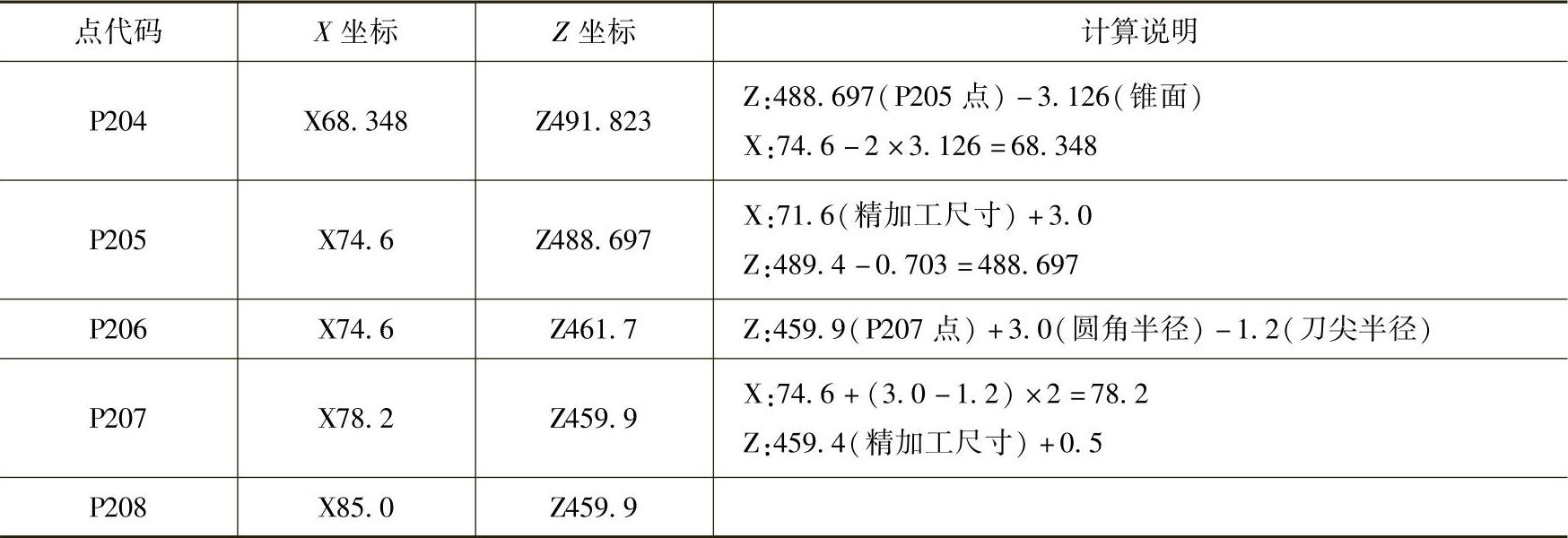
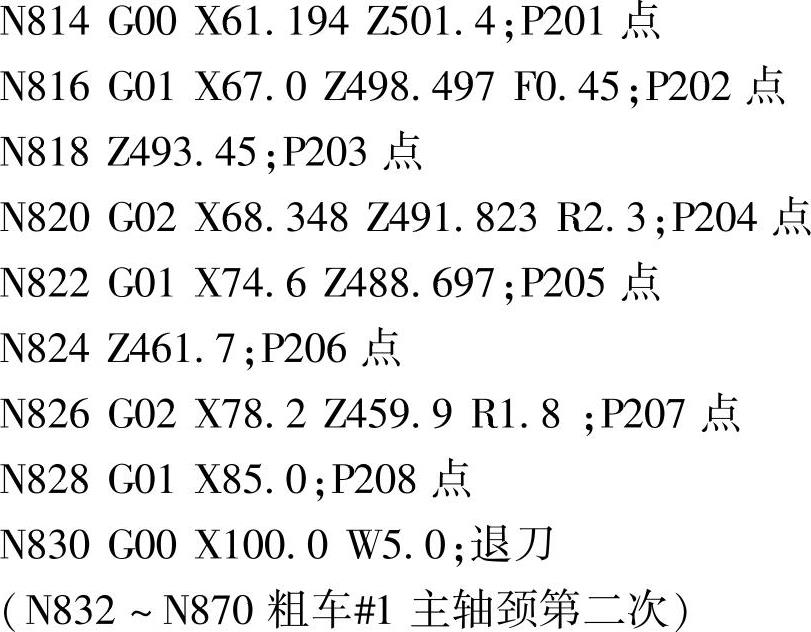
下刀架的加工过程为:车#3平衡块→车#5平衡块→车#7平衡块→车#1平衡块→粗车J1主轴颈二次→精车J1主轴颈。其中车平衡块需要与上刀架同步。
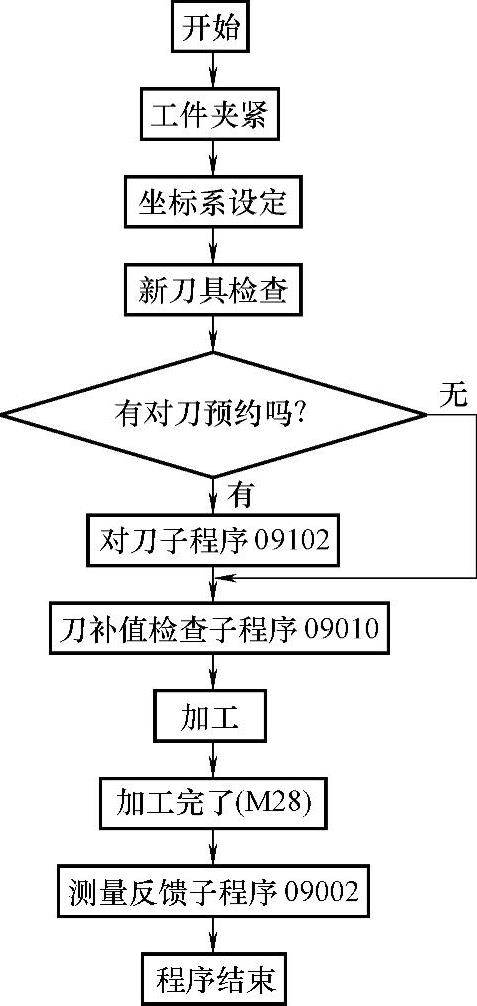
图6-14 下刀架加工主程序流程图
(续)
(续)

(续)
 (https://www.xing528.com)
(https://www.xing528.com)
2.对刀子程序
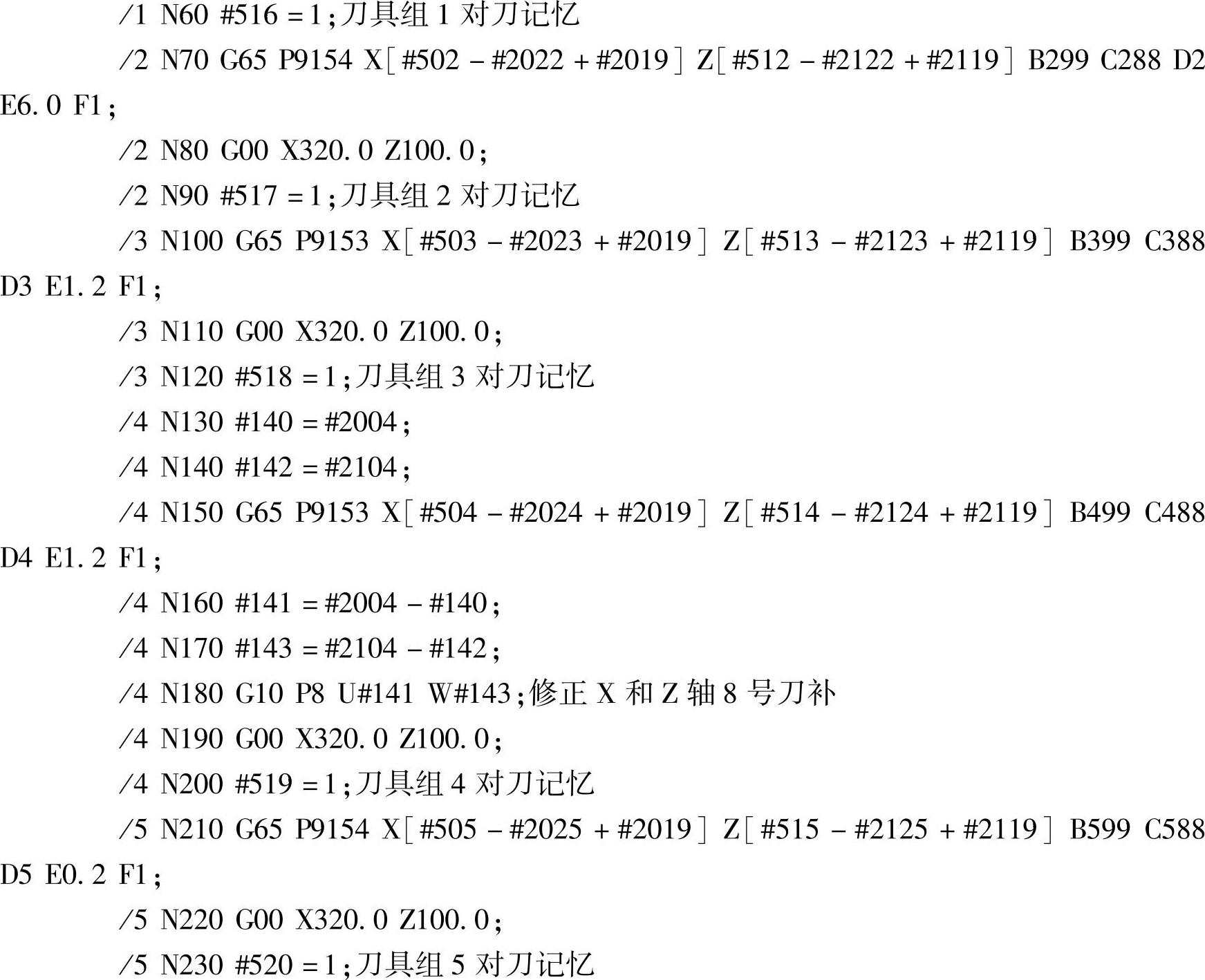
(1)上刀架对刀子程序
上刀架对刀子程序流程图如图6-15所示。
上刀架在每次加工前,使用通道1接口信号#1007判断是否有对刀预约,如果#1007=1,表示有对刀预约;如果#1007=0,即表示无对刀预约。如果有对刀预约,则调用上刀架对刀子程序O9101。出现对刀预约有两种情况,一是某把刀具的寿命已到,二是人为强制对刀预约。上刀架使用1~5组刀具,分别对应BDT1~5跳程序段信号。如果某组刀具需要对刀测量,则对应的跳程序段信号为OFF;不需要对刀测量的刀具组所对应的跳程序段信号全部为ON。如现在需要对1组刀具进行测量,则BDT1为OFF,BDT2~5全部为ON。
第4组刀具是精车刀,使用2个刀补号,精车小轴端使用4号刀补;精车法兰端使用8号刀补。其他刀具组使用1个刀补号,该刀补号即刀具组号。
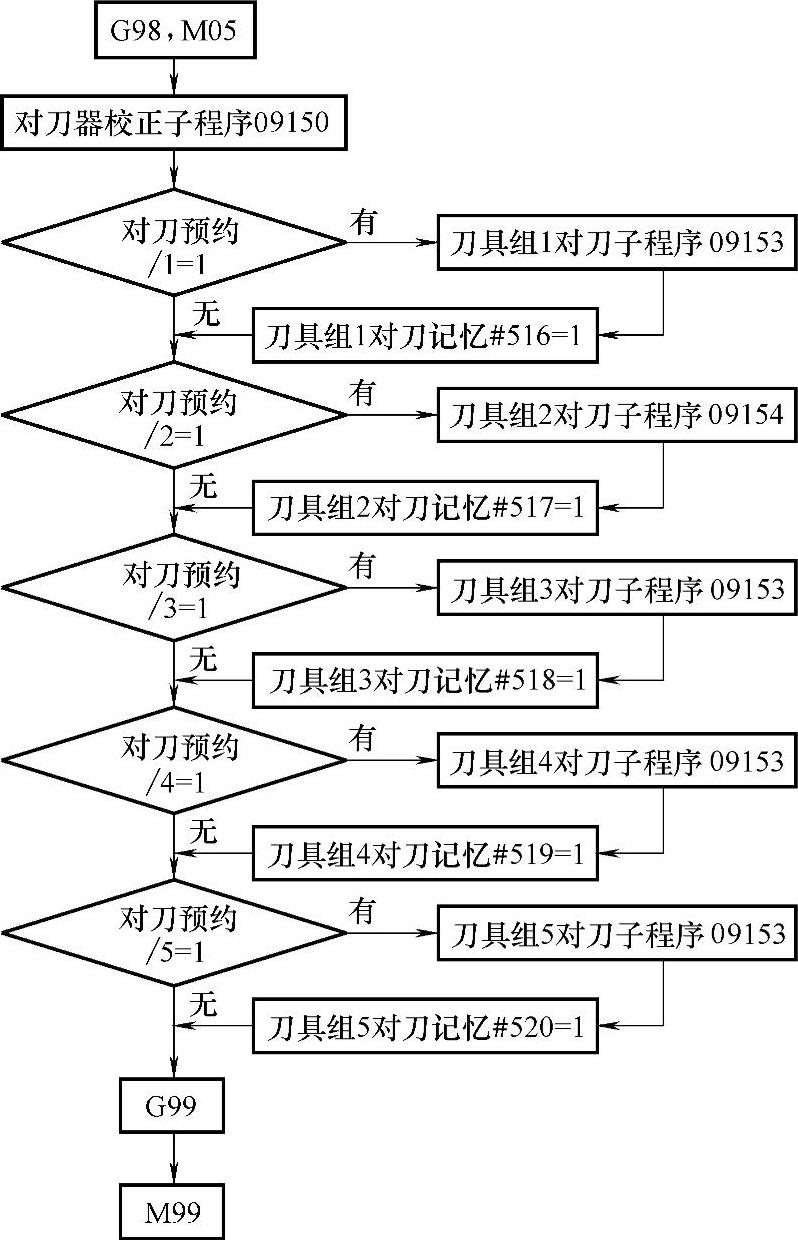
图6-15 O9101程序流程图
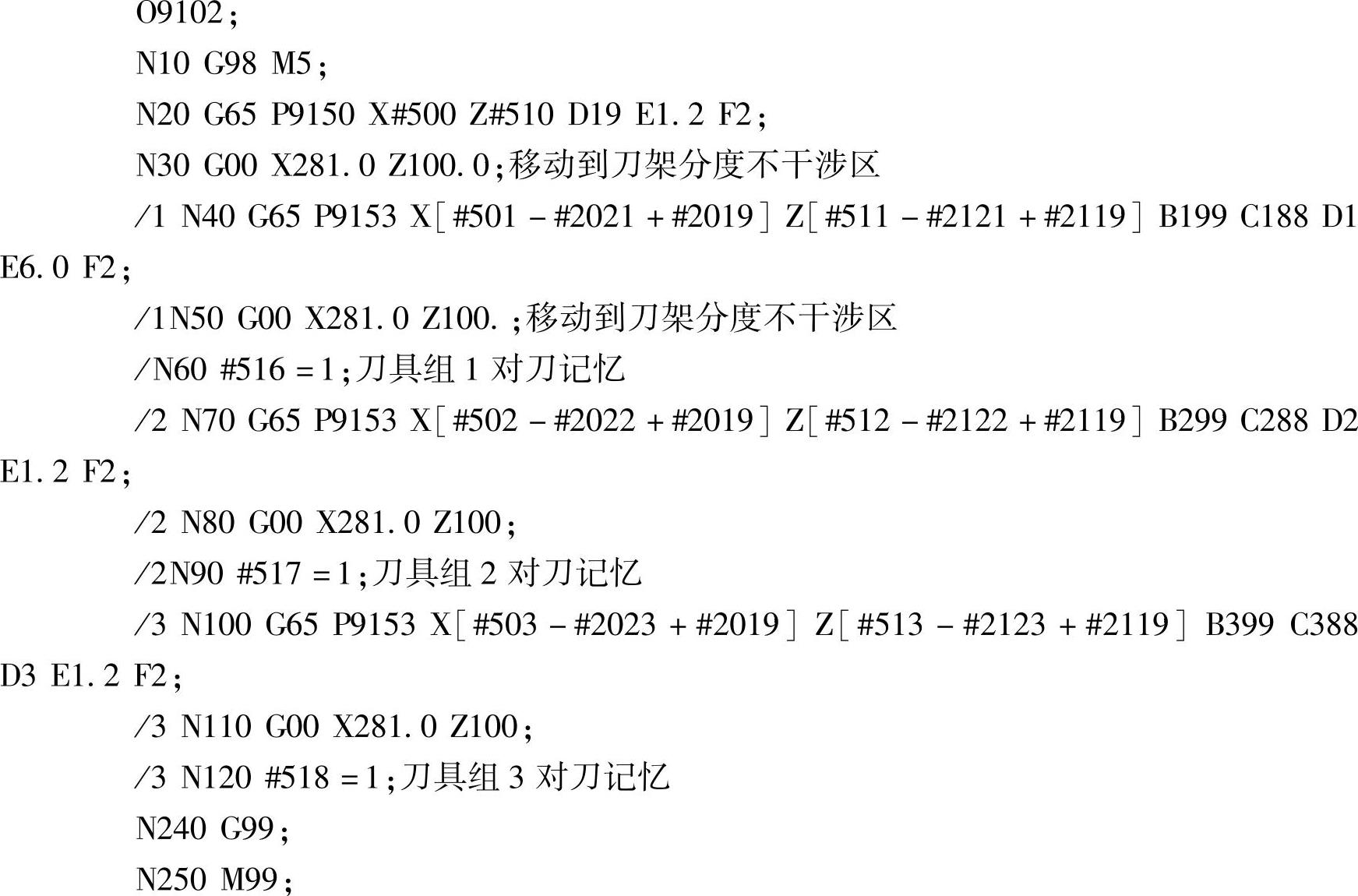
(2)下刀架对刀子程序
下刀架对刀子程序流程图如图6-16所示。
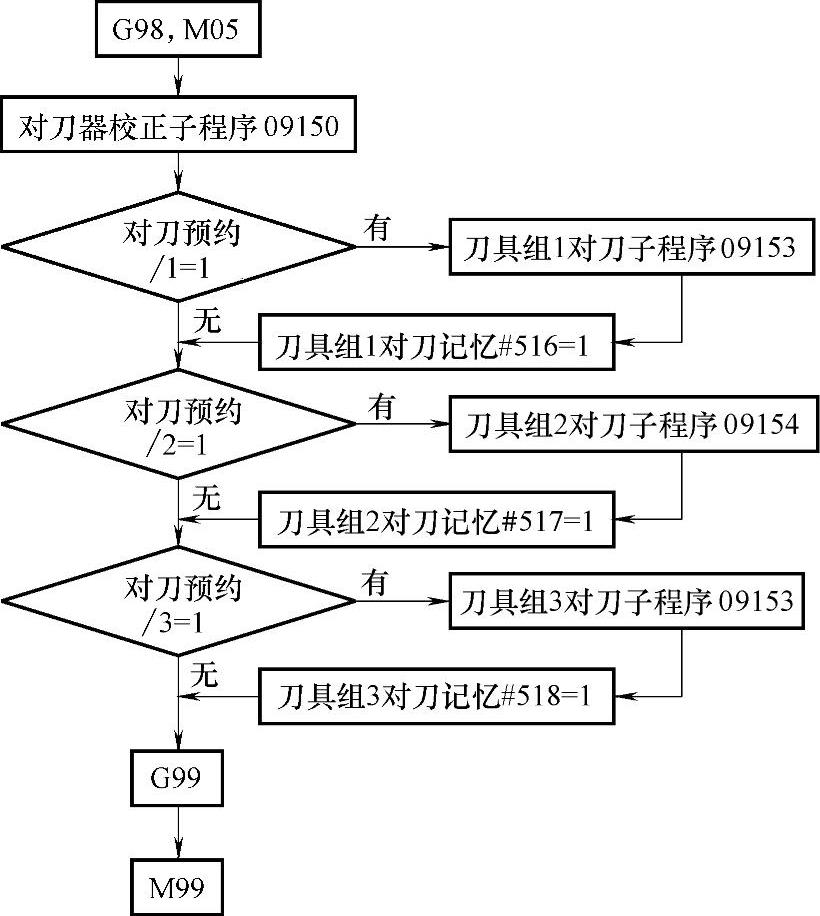
图6-16 O9102程序流程图
下刀架在每次加工前,使用通道2接口信号#1007判断是否有对刀预约,如果#1007=1,表示有对刀预约;如果#1007=0,表示无对刀预约。如果有对刀预约,则调用下刀架对刀子程序O9102。出现对刀预约有两种情况,一是某把刀具的寿命已到,二是人为强制对刀预约。上刀架使用1~3组刀具,分别对应2通道BDT1~3跳程序段信号。如果某组刀具需要对刀测量,则对应的跳程序段信号为OFF;不需要对刀测量的刀具组所对应的跳程序段信号全部为ON。例如,现在需要对1组刀具进行测量,则BDT1为OFF,BDT2~3全部为ON。
(3)对刀器校正子程序
对刀操作时,有两种逼近方式:一是X-和Z-逼近对刀器,如图6-17所示;二是X-/Z+逼近对刀器,如图6-18所示。
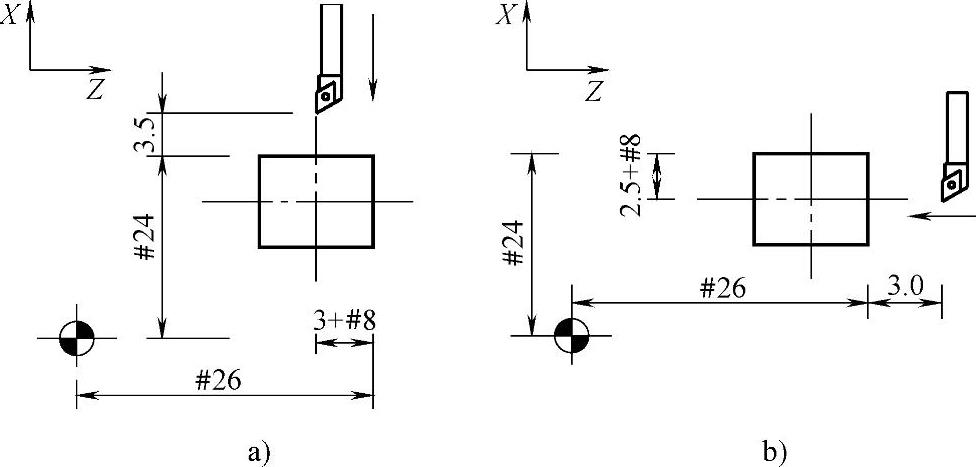
图6-17 X-/Z-向逼近对刀器
对刀器校正子程序O9150流程图如图6-19所示。上、下刀架均使用#4刀去校正对刀器,因此,上、下刀架的#4刀具均不参与切削。#4刀具逼近对刀器的方向为X-/Z-。O9150调用格式如下。
G65 P9150 X—Z—D—E—F—;
X=#24;X向接触对刀器的坐标
Z=#26:Z向接触对刀器的坐标
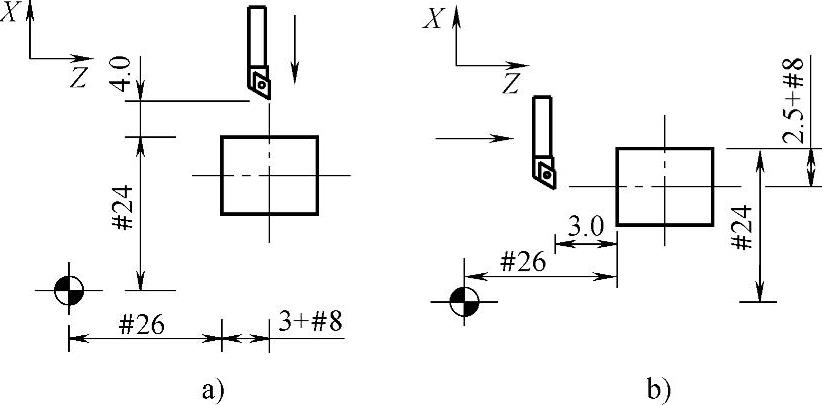
图6-18 X-/Z+向逼近对刀器
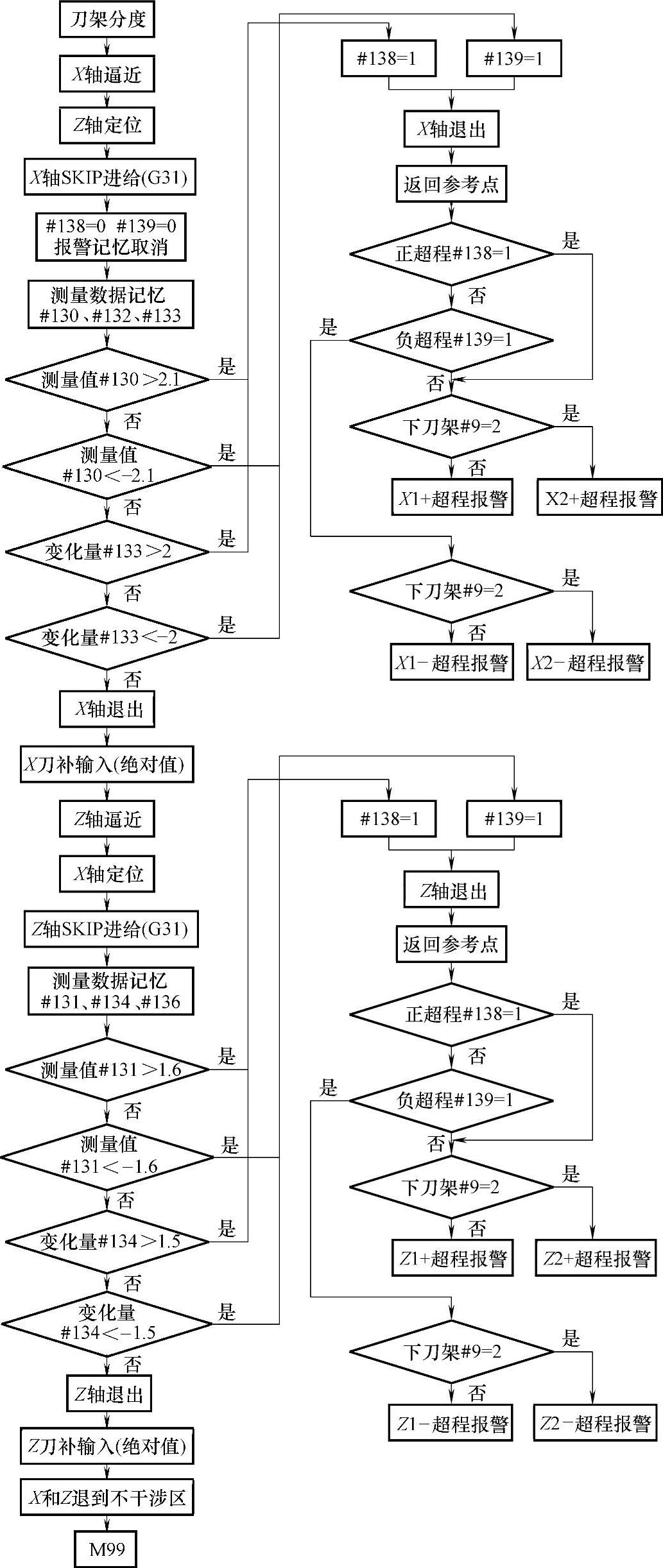
图6-19 O9150/O9153/O9154程序流程图
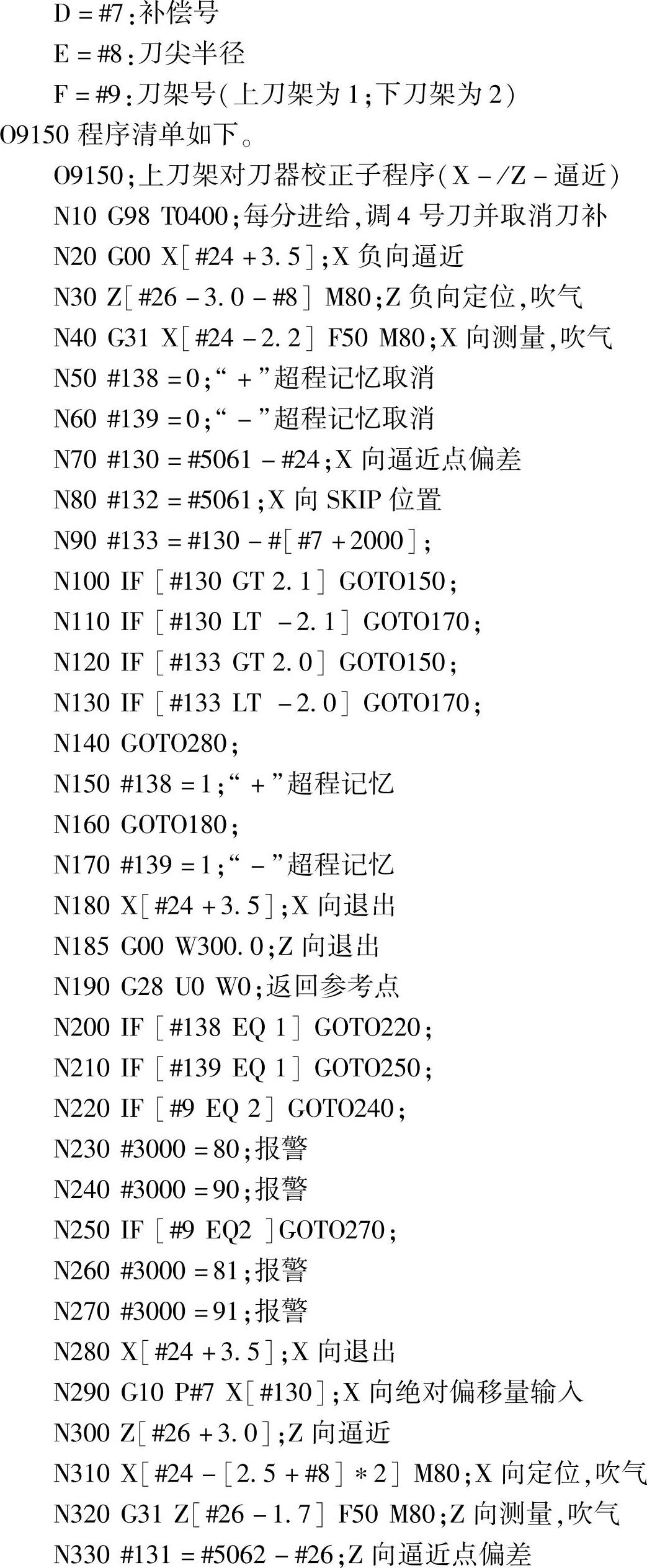
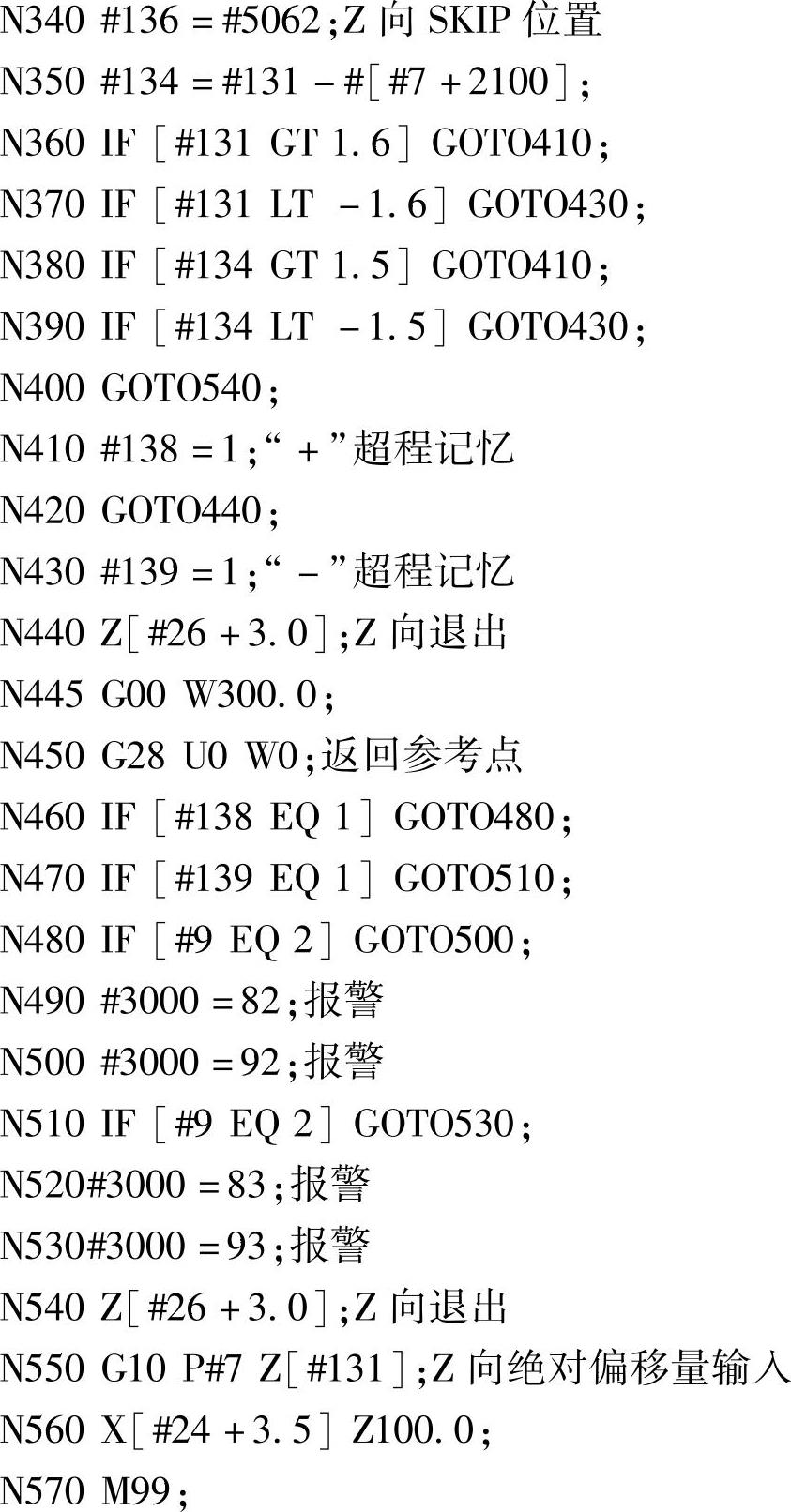
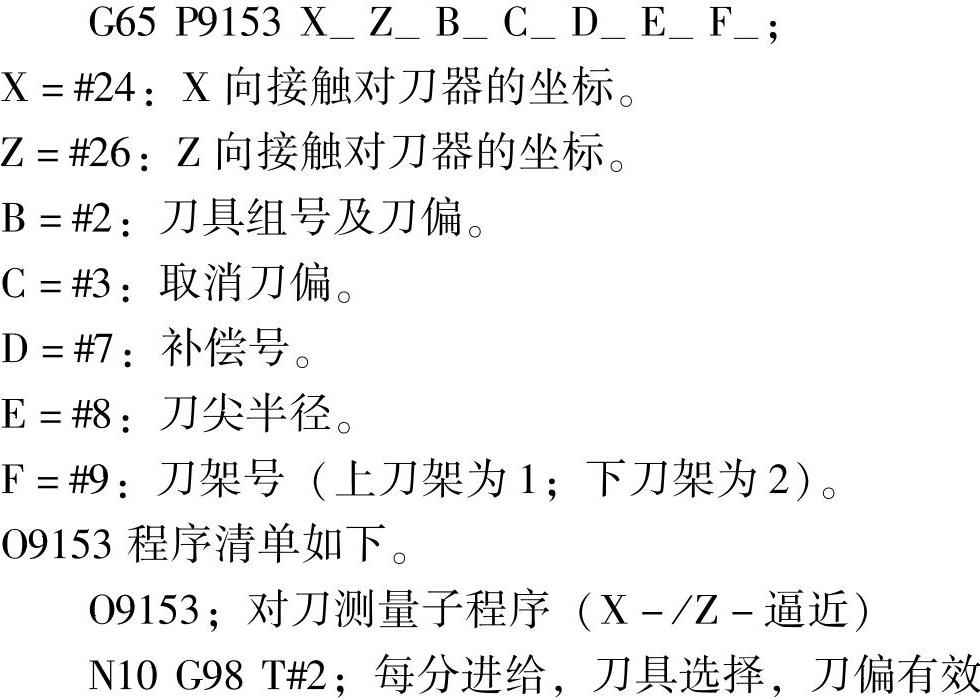
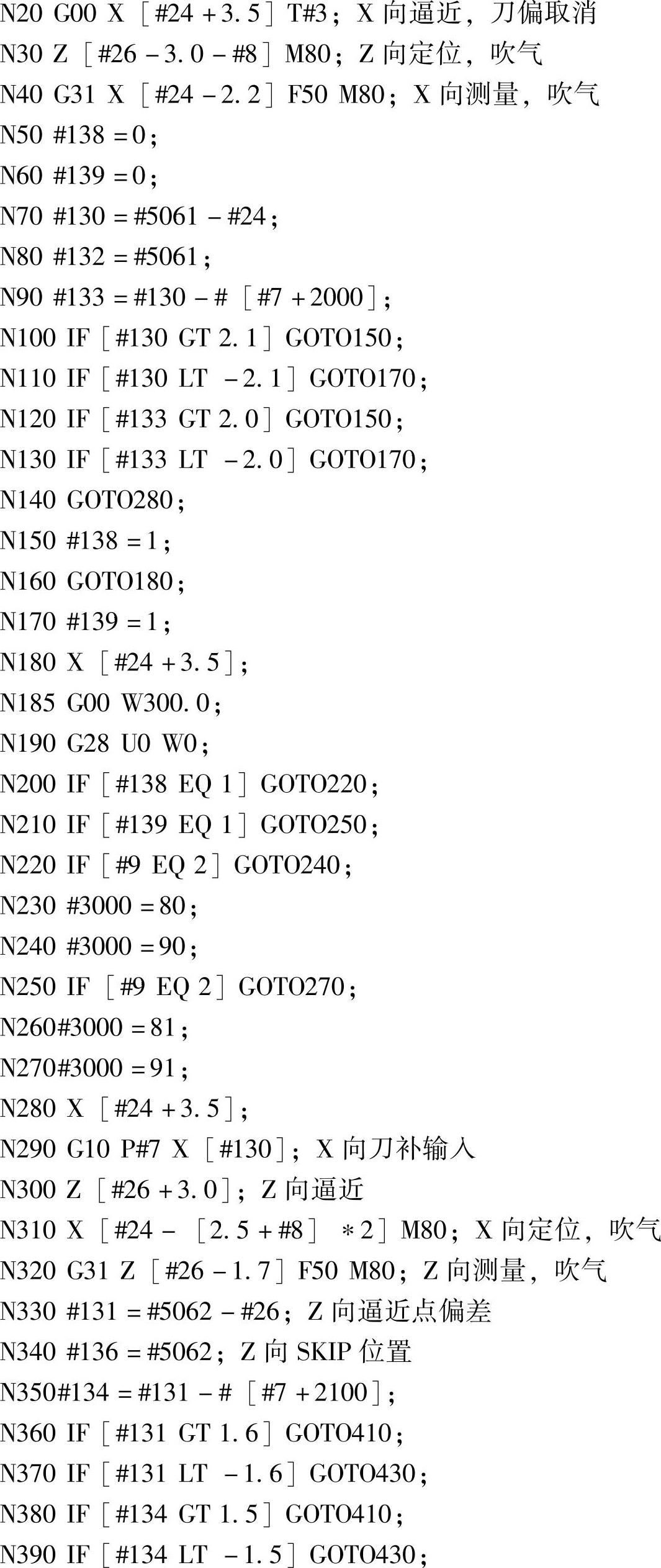
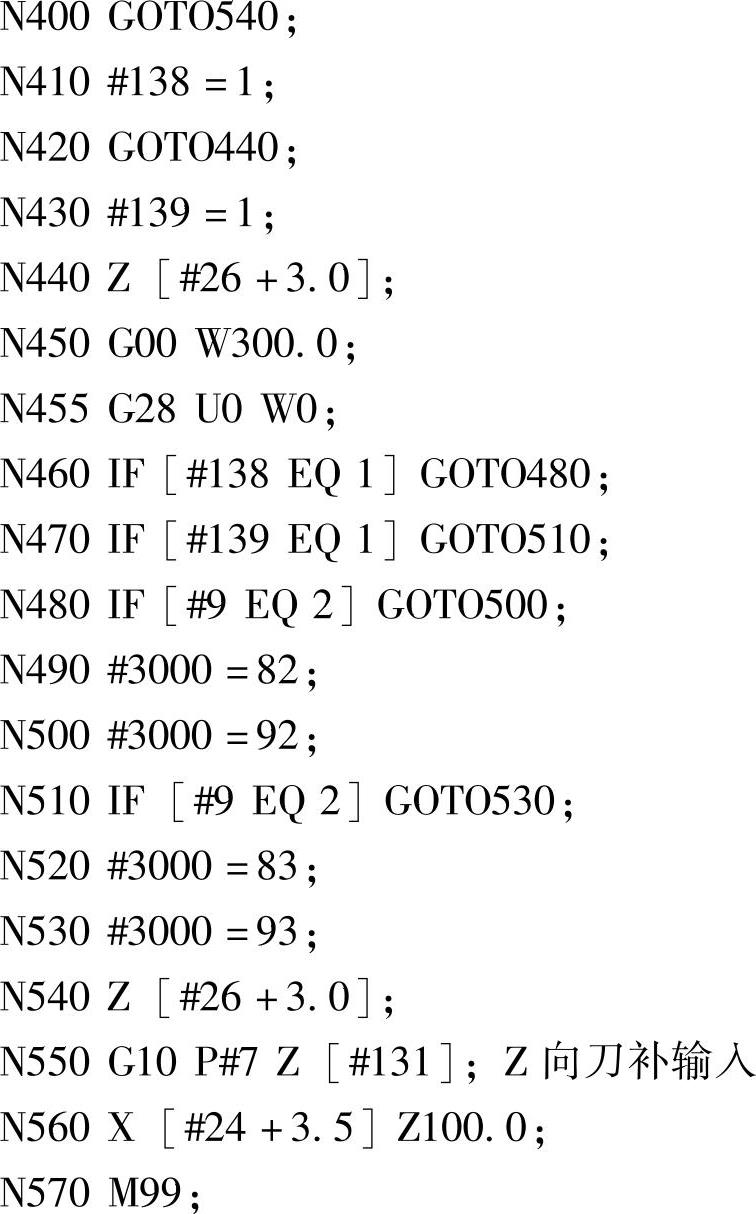
上刀架1组T9~T10、3组T5~T6、4组T7~T8;下刀架1组T1~T3、2组T5~T6、3组T7~T8对刀时,刀具逼近对刀器的方向均为X-/Z-方向。因此,设计X-/Z-逼近对刀测量程序O9153。其调用格式如下。
上刀架2组T1~T3、5组T11~T12刀具对刀时,刀具逼近对刀器的方向均为X-/Z+方向。因此,设计X-/Z+逼近对刀测量程序O9154。其调用格式如下。
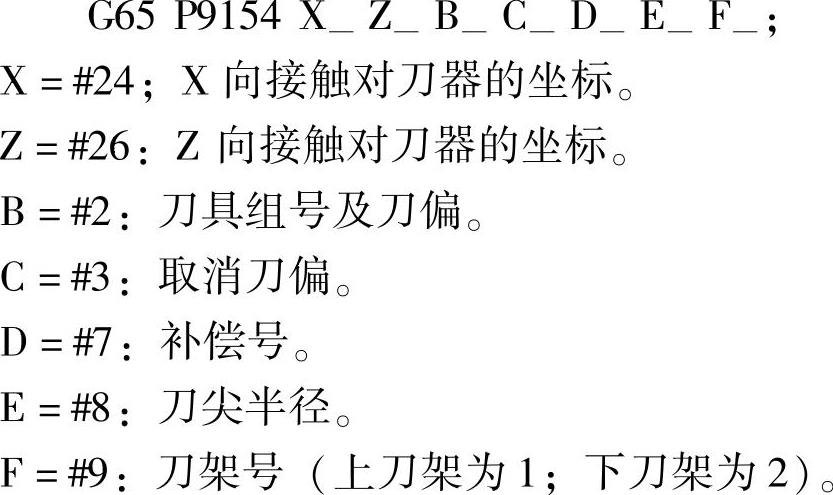
O9154程序清单如下。
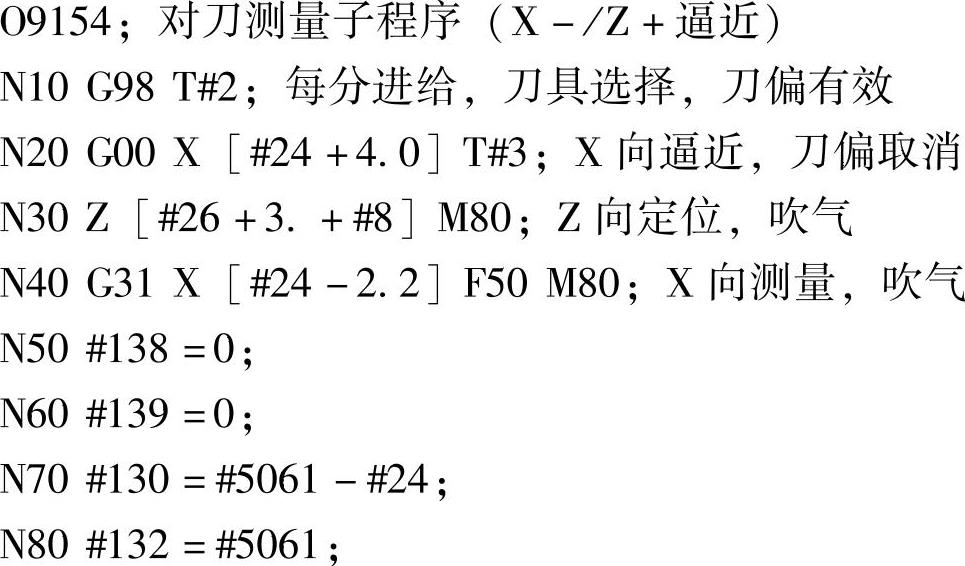
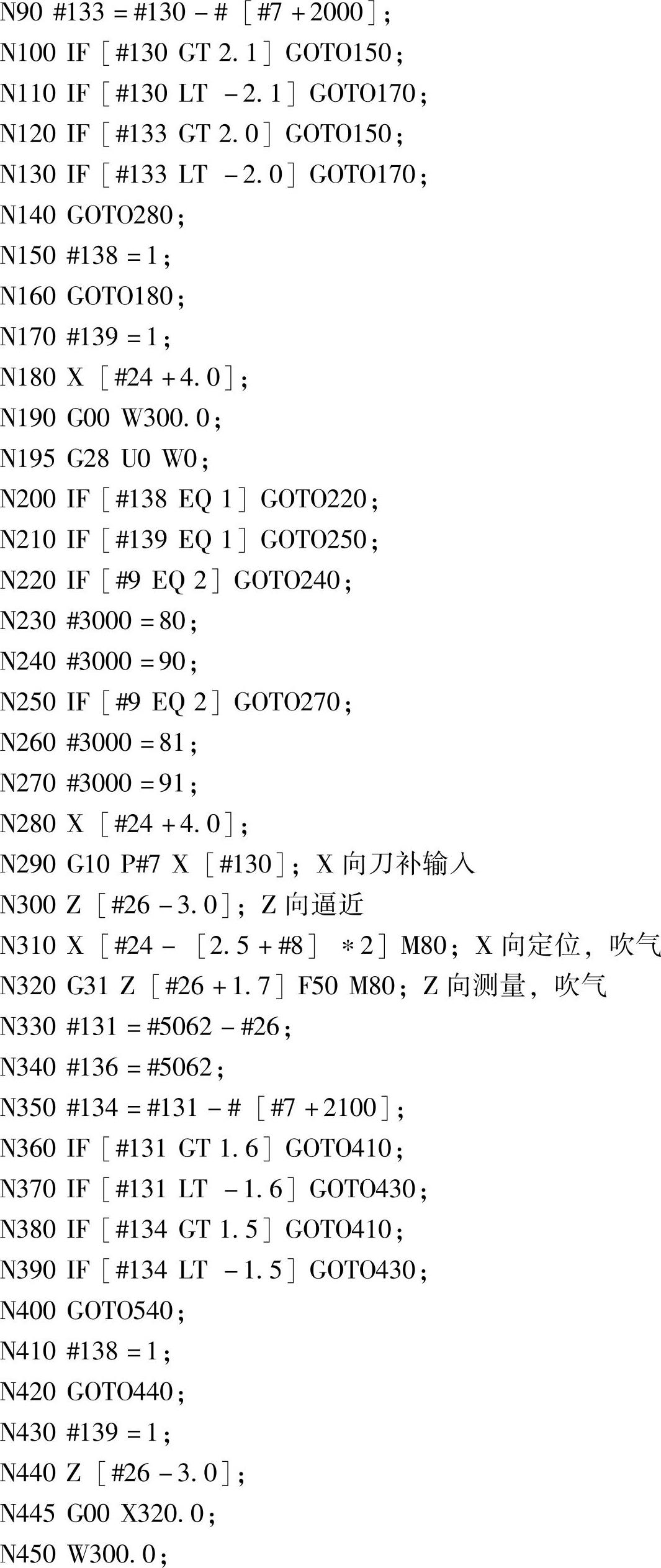
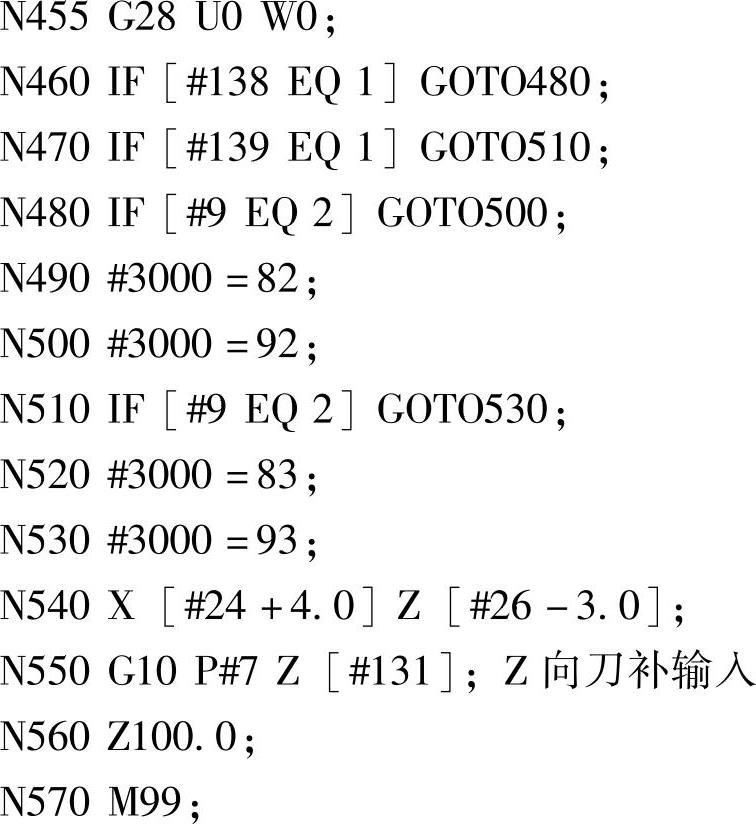
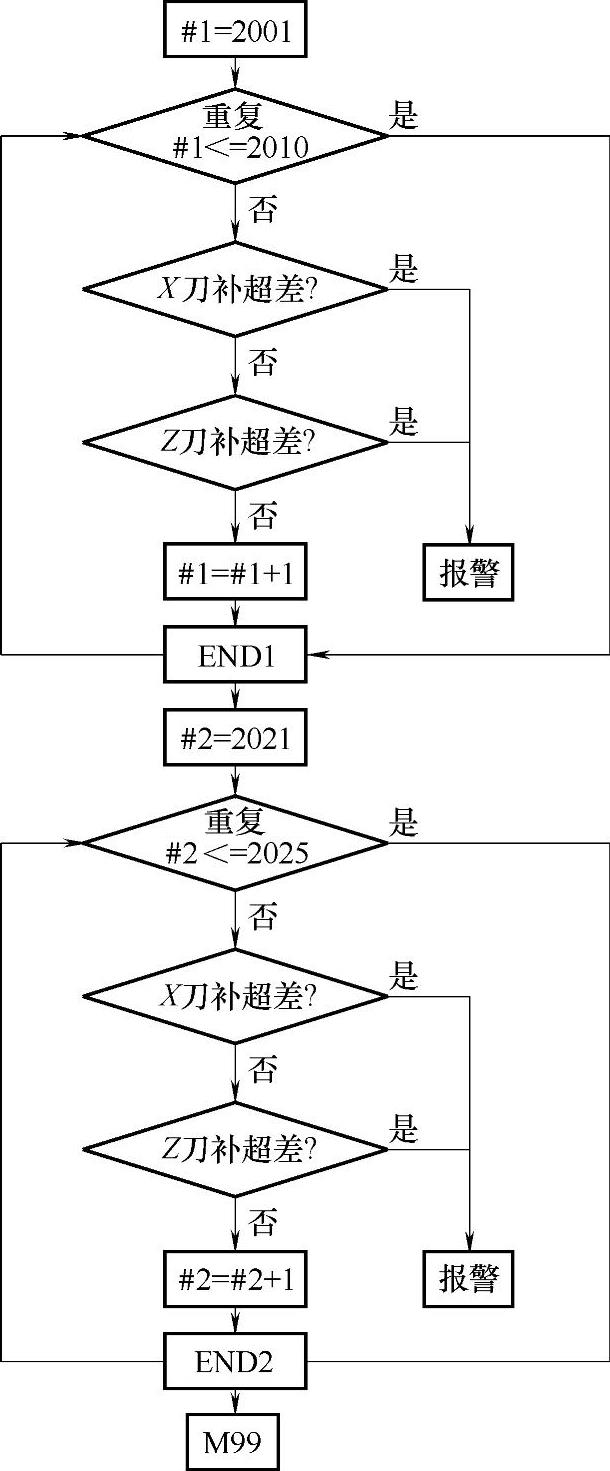
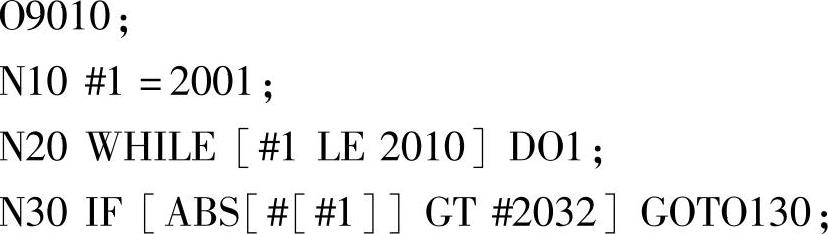
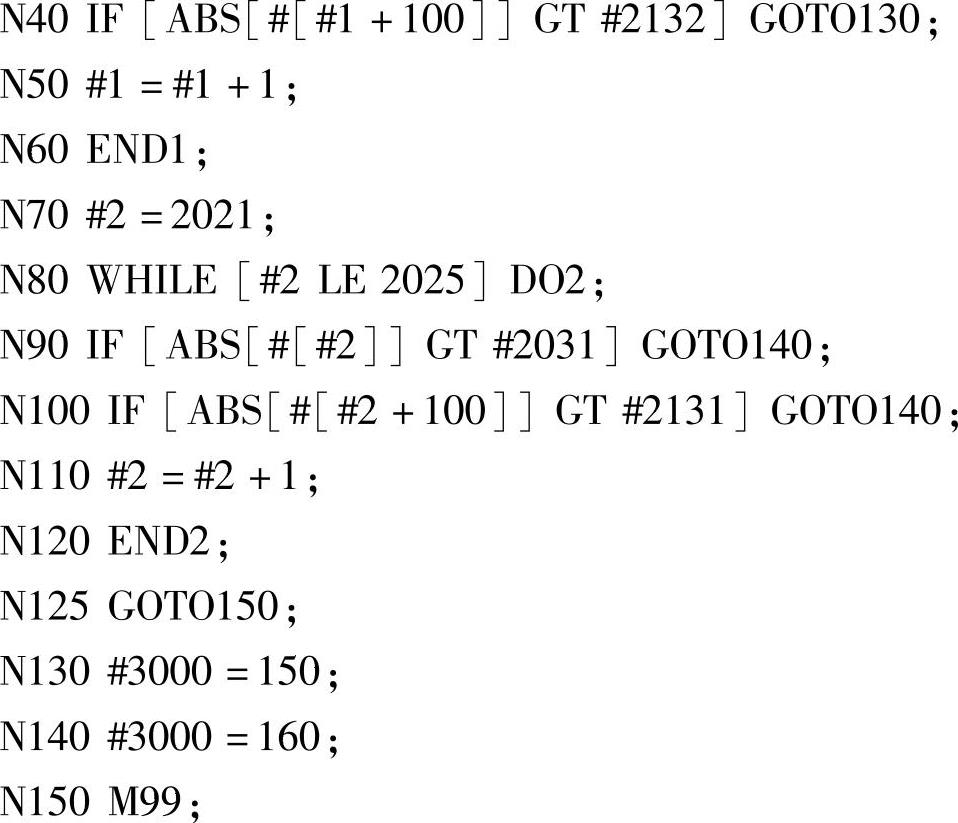
图6-20 O9010程序流程图
3.刀补值检查子程序
刀补值检查子程序流程图如图6-20所示。X轴和Z轴#1~#10号刀具补偿最大值存放在#32刀补寄存器中,对应的宏变量分别为#2032和#2132。X轴和Z轴#21~#25号刀具补偿最大值存放在#31刀补寄存器中,对应的宏变量分别为#2031和#2131。刀补值检查子程序O9010清单如下。
4.测量反馈子程序
曲轴在线测量示意图如图6-21所示。外径量仪接4个外径测头XG1~XG4,其中XG1用于前端小轴外径测量;XG2、XG3用于第1主轴颈外径测量,设置两个测头的目的是需要测量外径和锥度;XG4用于后端法兰外径测量。端面量仪接2个测头ZG1和ZG2,其中ZG1用于第8平衡块端面的测量;ZG2用于第7平衡块端面的测量。在外径量仪和端面量仪中均增设测量数据输出板装置,将测量数据以12位BCD+1位符号位依次送入OMRON PLC中进行处理,转换为8位二进制码送到其加工机床的数控系统内置PMC中。在本曲轴线上共有2台曲轴车床,全线通过龙门机械手进行上下料,机械手控制器向测量机PLC传送加工机床标志位。
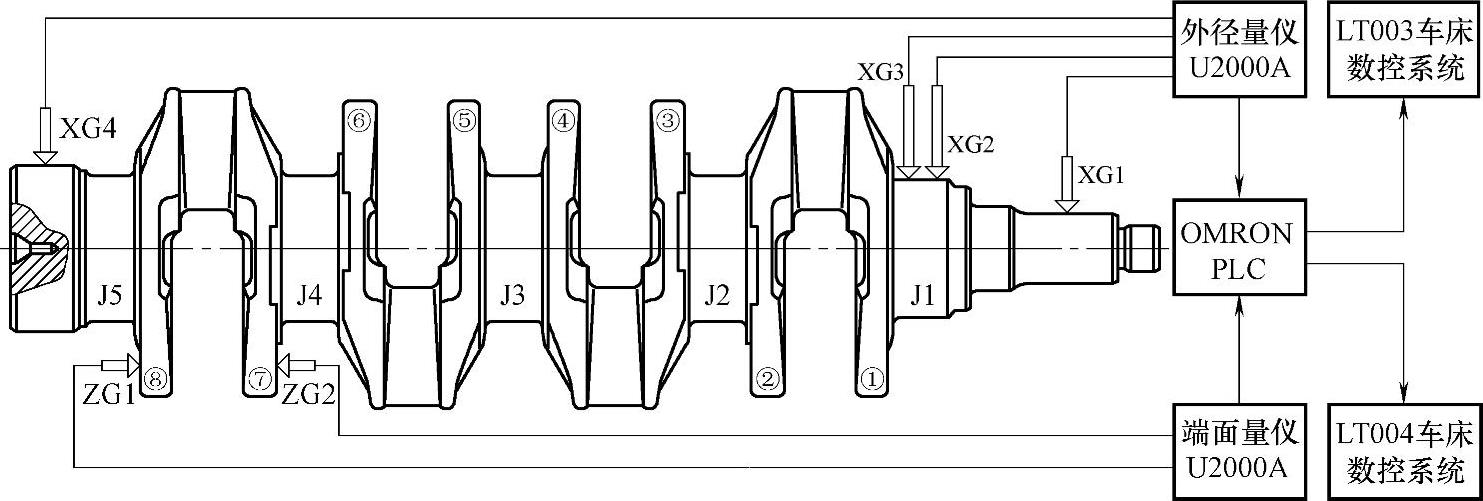
图6-21 曲轴在线测量示意图
曲轴车床控制系统为FANUC数控系统,其内置PMC收到测量数据后,将它们通过PMC窗口功能写入宏变量中。宏变量的定义如表6-9所示。
表6-9 刀补宏变量定义

(1)上刀架测量反馈子程序
上刀架测量反馈子程序用于上刀架的自动刀具补偿,包括2号Z向刀补、4号X向刀补、8号X向刀补。其程序流程图如图6-22所示。当某组刀具处于对刀循环时,屏蔽基于零件加工尺寸测量的磨损补偿。#2、#4号刀具组的对刀标志变量分别是#517、#519。刀补值的修正使用如下指令。
G10 P—U—W—;其中,P指定补偿号;U指定X向刀补修正量;W指定Z向刀补修正量。
修正量的计算公式为:
修正量=测量数据×0.001×补偿因子其中,X向补偿因子为变量#523;Z向补偿因子为变量#524。#523和#524的取值为0~1。如果取0,即表示基于在线测量的刀补修正无效。由于该修正是针对刀具磨损的修正,因此,其修正量总是负值。
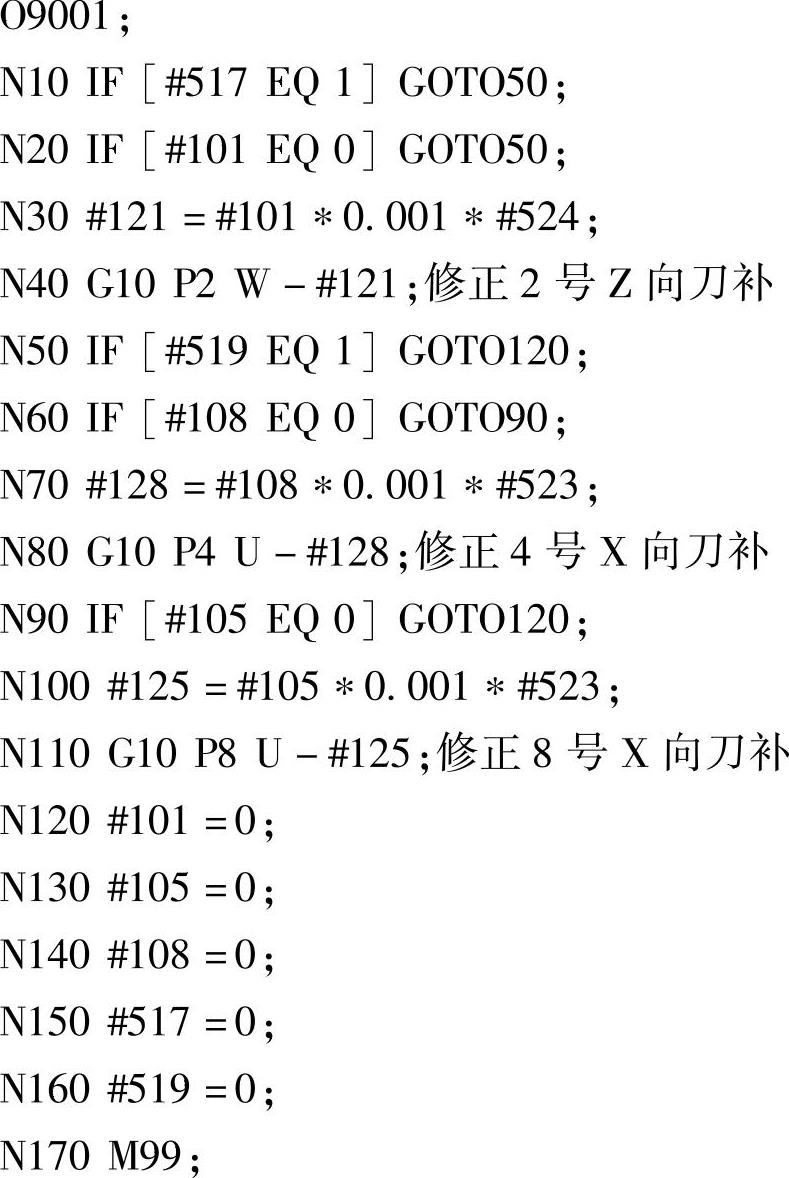
上刀架测量反馈子程序O9001清单如下。
(2)下刀架测量反馈子程序
下刀架测量反馈子程序O9002用于下刀架的自动刀具补偿,包括1号Z向刀补、3号X向刀补。其程序流程图如图6-23所示。当某组刀具处于对刀循环时,也是屏蔽基于零件加工尺寸测量的磨损补偿。#1、#3号刀具组的对刀标志变量分别是#516、#518。
O9002程序清单如下。
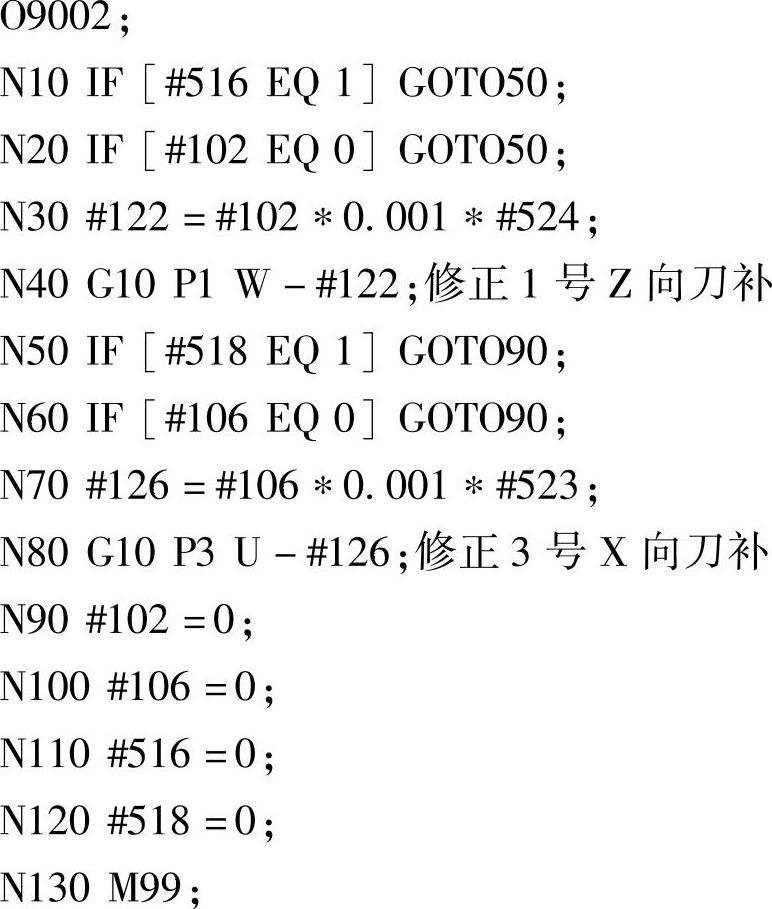
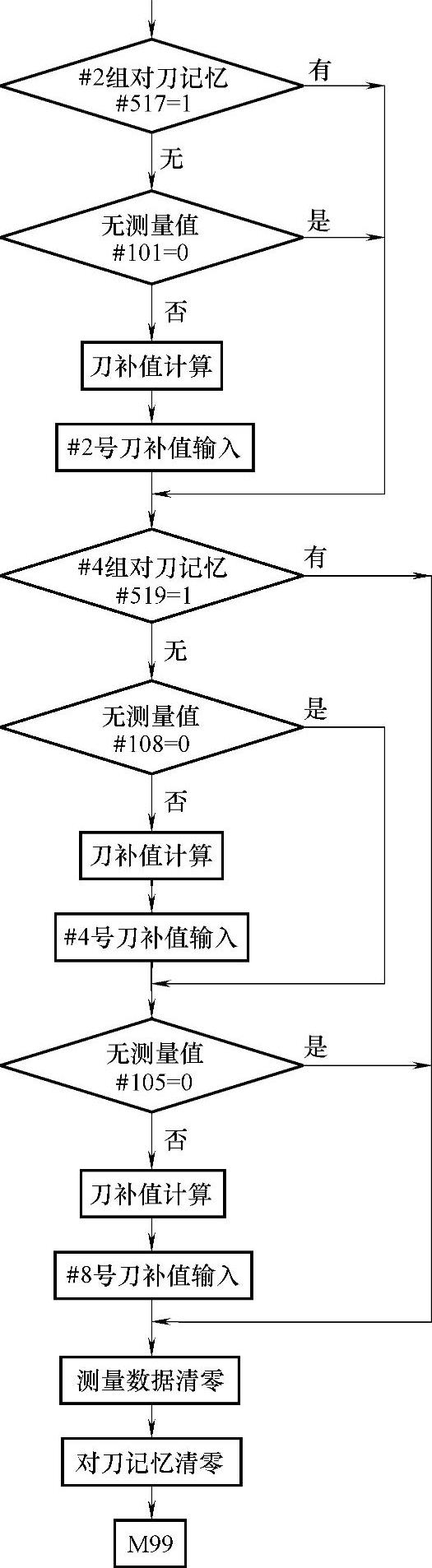
图6-22 O9001程序流程图
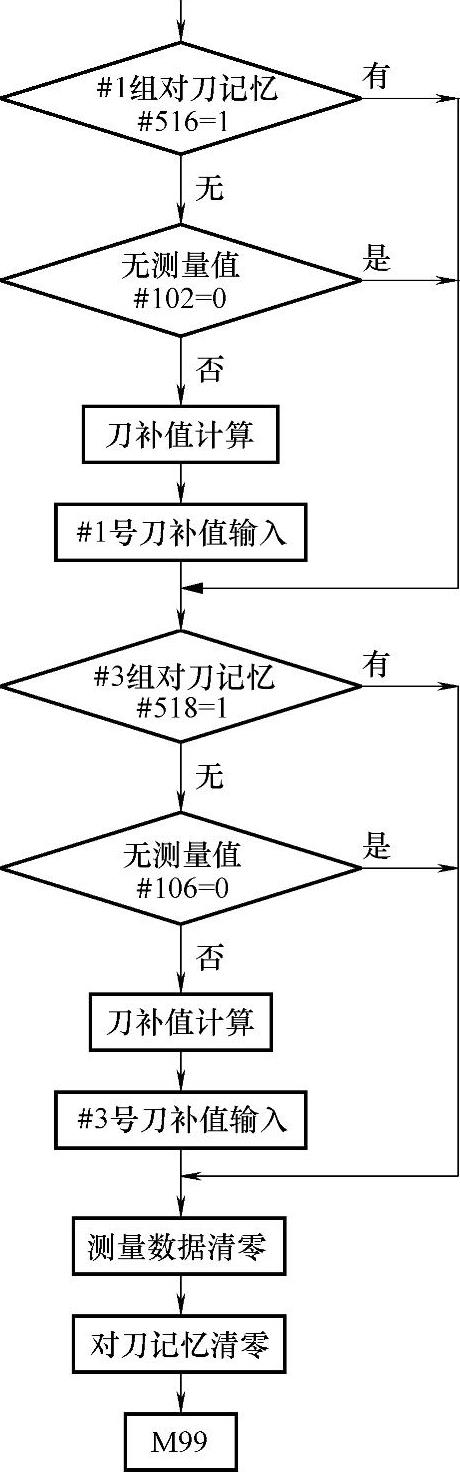
图6-23 O9002程序流程图
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。