



刀具分为若干组。每组指定相应的刀具寿命(使用时间或使用次数)。一把刀具每使用一次,使用的时间或次数就累计起来。当刀具到达寿命时,按事先确定的顺序选择同一组的下一把刀的功能称为刀具寿命管理。
1.刀具组的设定
上、下刀架刀具组设定程序分别是O9171和O9172。操作步骤如下。
① 各刀具组寿命值宏变量设定,见表6-6。
表6-6 刀具组寿命值宏变量及设定值

② “工件号”开关置0,按“工件设定”按钮。
③ 机床方式置“手动”,NC方式置“MEM”。
④ 运行方式选择“1+2”。(也可以上、下刀架单独运行)
⑤ 在程序画面调出运行程序O9171和O9172。
⑥ 按“循环启动”按钮,程序运行毕即完成设定。
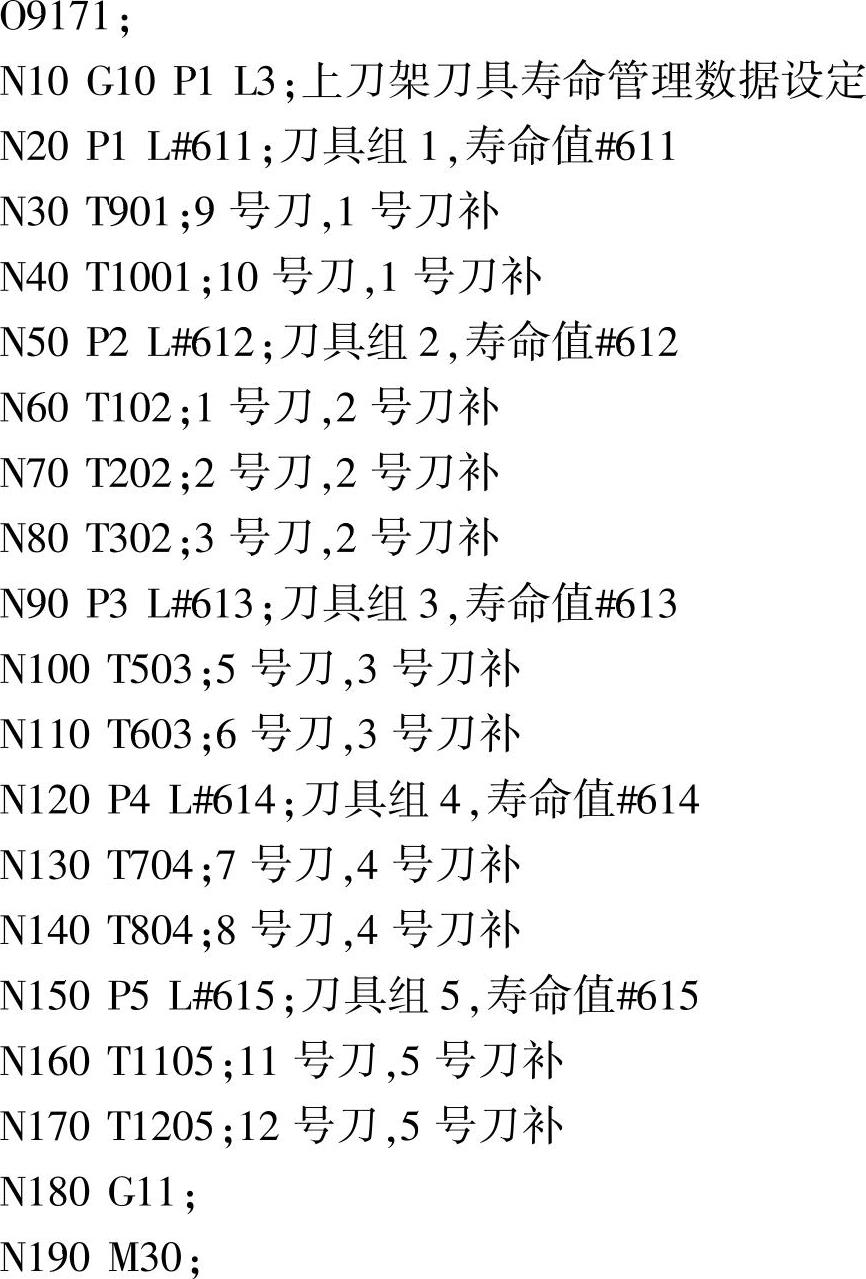
2.刀具组设定程序
(1)上刀架
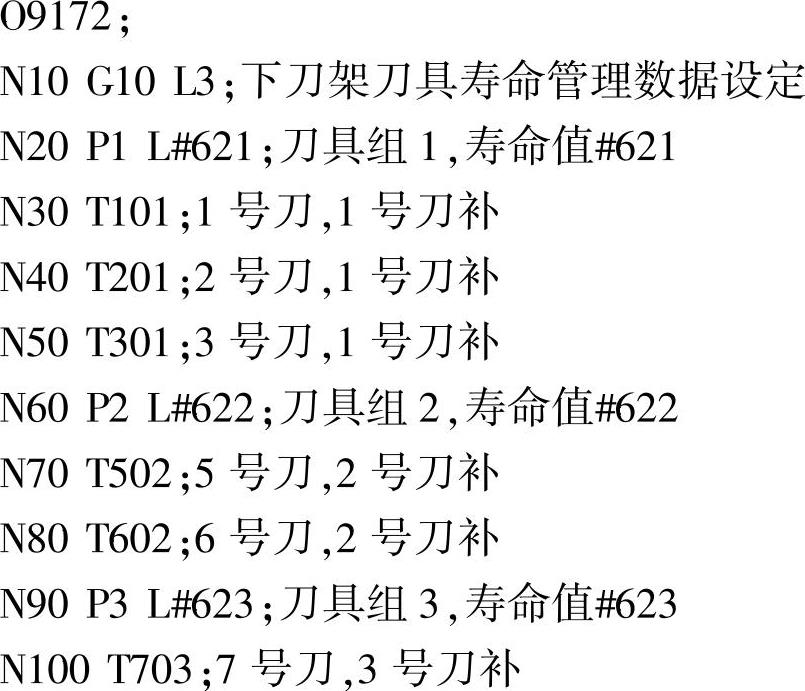
(2)下刀架
3.加工程序中刀具组的指定(https://www.xing528.com)
T△△99:开始使用刀具组△△的刀具。
T△△88:取消刀具组△△的刀具偏置。
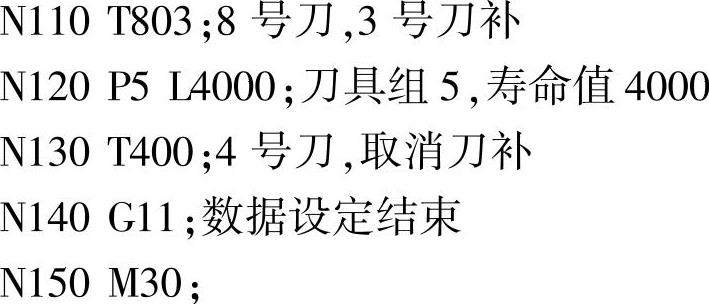
4.刀具寿命数据的显示
按<OFS/SET>→<+>→<TOOLLF>,调出刀具寿命数据画面。一页显示两组数据。按翻页键<↓>可以显示后面的刀具组。也可以输入“组号”,按<搜索>,直接调出所需的刀具组画面。
刀具寿命数据画面如图6-12所示。图中*表示寿命结束的刀具;@表示正在使用的刀具;#表示已跳过的刀具。
5.刀具更换复位
当某一刀具组内最后一把刀的寿命到时,输出换刀信号。在更换新刀片后,将“刀具组号”开关拨到该刀具组,按“刀具复位”按钮,或用MDI操作,清除该组的全部数据,包括寿命计数、*、@等。此后,在加工程序中再指定该刀具组则开始选择该组中第1把刀。
NC运行期间,不接收刀具更换复位信号。
6.刀具跳过
某一刀具在其寿命到达之前,可以用“刀具组号”开关和“刀具跳过”按钮,强行中止该刀具的使用。在此操作后,下一T代码将选择本组内下一把刀。
图6-12 刀具寿命数据画面
NC运行期间,不接收刀具跳过信号。
7.清除刀具组的数据和预置刀具寿命
在刀具寿命显示画面,将光标移动到所需要操作的刀具组,按<清除>→<执行>键,即清除该组全部数据。
在刀具寿命显示画面,将光标移动到所需要操作的刀具组,输入寿命预置值,按<输入>键,即将该数据预置到计数值中。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。