



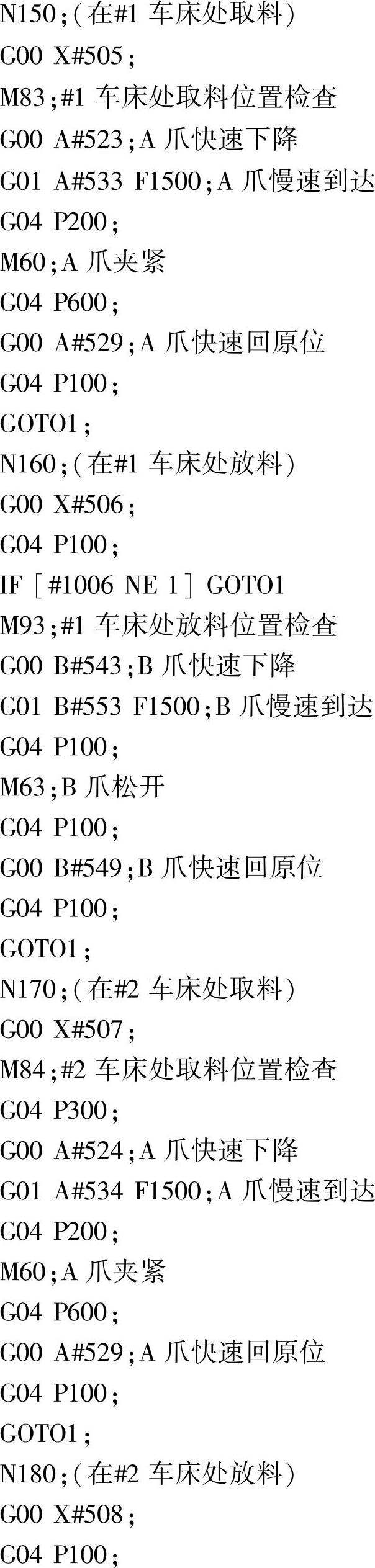
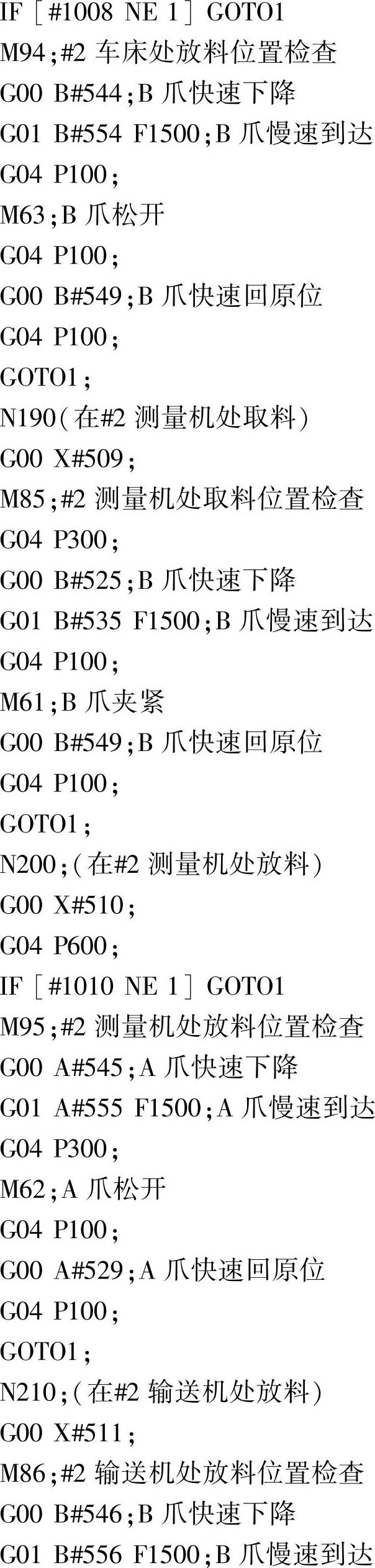
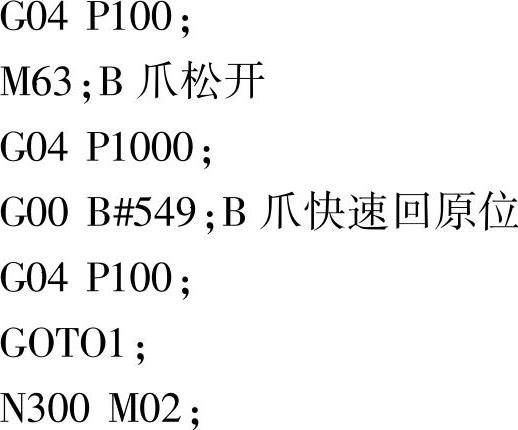
机械手自动操作和手动操作均通过CNC程序实现。因此,机械手无论是自动,还是手动,CNC的运行方式都是存储器运行方式。所不同的是它们选择的工件程序号不同而已。图6-6给出了机械手自动运行程序O1的流程图,其总体思想是:
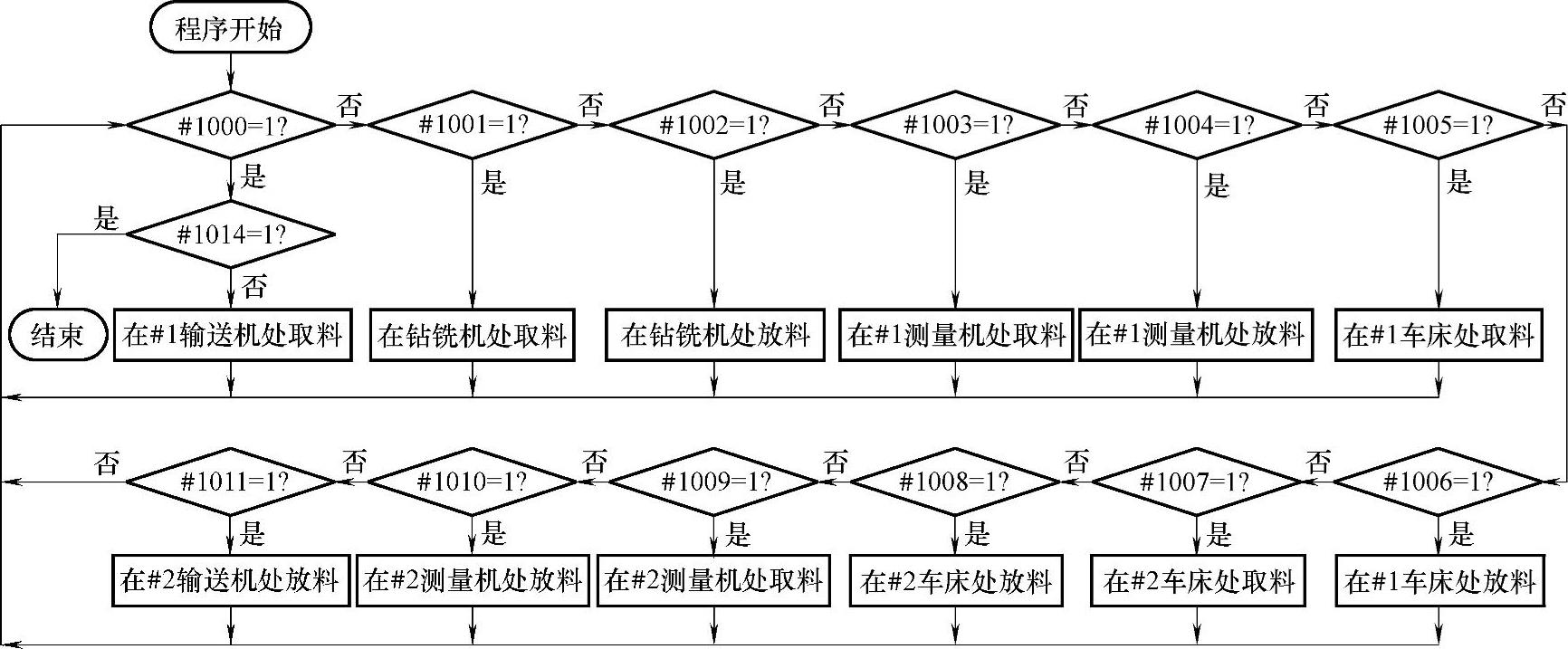
图6-6 机械手自动运行宏程序流程图
① 对#1000~#1011一共12个取/放料请求信号作循环扫描,如果其中某一个请求信号为1,则进行相应操作。
② 在整个连续循环中,只在#1输送机处取料操作前,判断连续循环是否需要中止。
③ 机械手在X向一共12个工位,分别用CNC系统参数设置12个软位置开关。机械手在每个设备处进行取/放料操作,X轴定位完成后,均用M代码作相应位置检查。该位置检查的内容包含X轴的位置和手爪的张开/闭合状态。
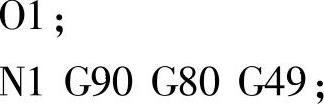
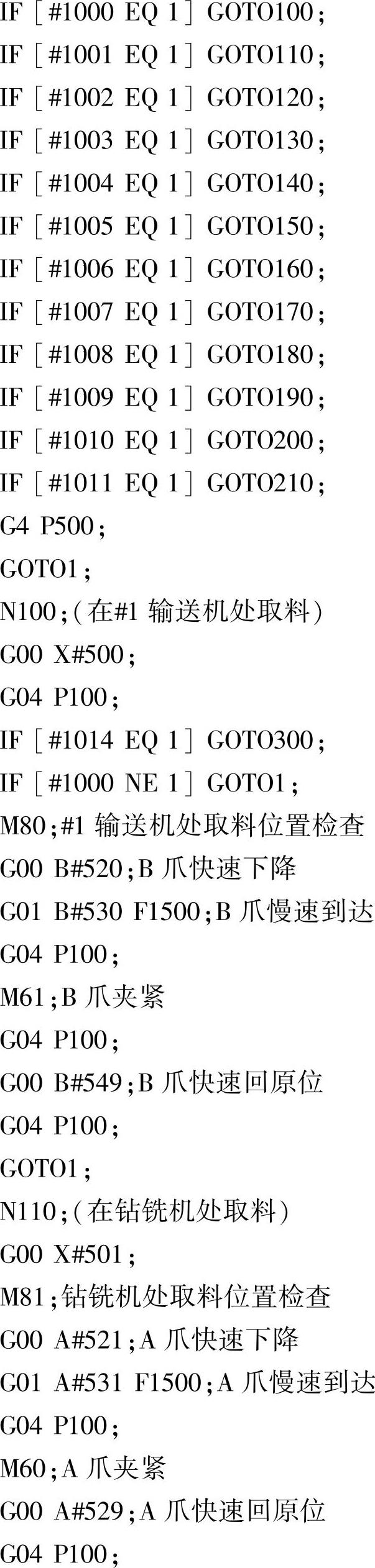
机械手自动运行程序清单如下。
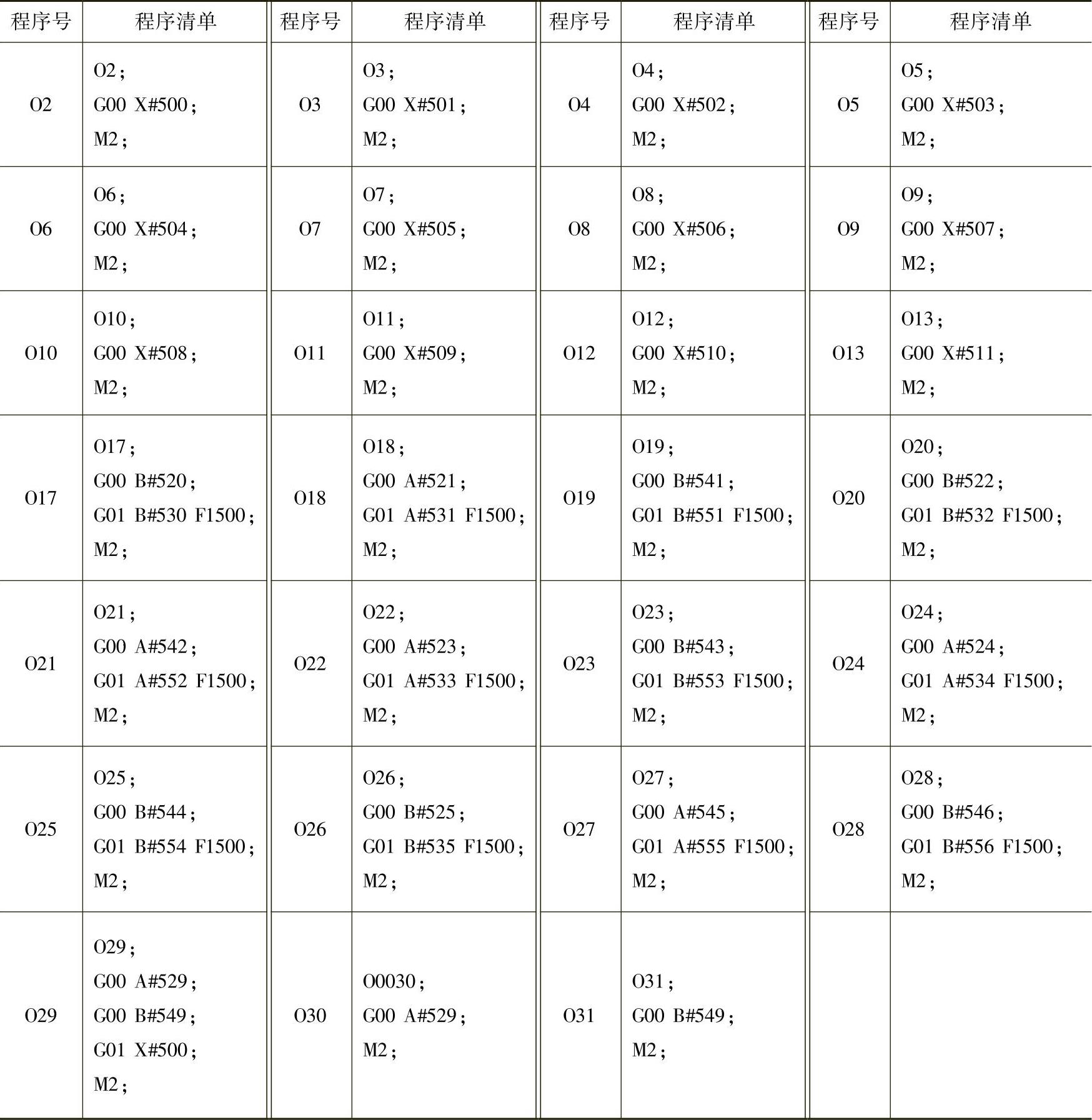
O2~O31是手动操作程序。O30是A爪上升回原位程序。O31是B爪上升回原位程序。O29是机械手3个坐标轴全部回原位的运行程序,它们回原位的次序是先A、B轴,后X轴。
O2~O13分别对应机械手在X向12个工位的手动定位,工位号由按钮站拨码开关设定。工件程序号=工位号+1。表6-4给出了O2~O31程序清单。O2~O13具体说明如下。
O2:机械手B1工位,即机械手B爪到达#1输送机位置。
O3:机械手A2工位,即机械手A爪到达钻铣机位置。
O4:机械手B3工位,即机械手B爪到达钻铣机位置。
O5:机械手B4工位,即机械手B爪到达#1测量机位置。
O6:机械手A5工位,即机械手A爪到达#1测量机位置。
O7:机械手A6工位,即机械手A爪到达#1曲轴车床位置。
O8:机械手B7工位,即机械手B爪到达#1曲轴车床位置。(https://www.xing528.com)
O9:机械手A8工位,即机械手A爪到达#2曲轴车床位置。
O10:机械手B9工位,即机械手B爪到达#2曲轴车床位置。
O11:机械手B10工位,即机械手B爪到达#2测量机位置。
O12:机械手A11工位,即机械手A爪到达#2测量机位置。
O13:机械手B12工位,即机械手B爪到达#2输送机位置。
O17~O28分别对应机械手12个工位下A爪或B爪的下降操作。O17~O28具体说明如下。
O17:机械手B爪在#1输送机处下降。
O18:机械手A爪在钻铣机处下降。
O19:机械手B爪在钻铣机处下降。
O20:机械手B爪在#1测量机处下降。
O21:机械手A爪在#1测量机处下降。
O22:机械手A爪在#1曲轴车床处下降。
O23:机械手B爪在#1曲轴车床处下降。
O24:机械手A爪在#2曲轴车床处下降。
O25:机械手B爪在#2曲轴车床处下降。
O26:机械手B爪在#2测量机处下降。
O27:机械手A爪在#2测量机处下降。
O28:机械手B爪在#2输送机处下降。
表6-4 O2~O31程序清单
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。