



【摘要】:曲轴的加工工艺非常复杂,关键加工部位是曲轴的轴颈,包括:主轴颈、连杆轴颈、沉割槽、止推面、轴肩等。ZD30曲轴毛坯如图6-1所示。图中J1~J5是主轴颈;P1~P4是连杆颈;#1~#8是平衡块,也称曲柄臂。曲轴毛坯为锻造毛坯,主要加工部位是主轴颈、连杆轴颈、大小端轴颈、法兰螺孔以及曲柄臂侧面、斜油孔等。ZD30曲轴加工主要技术要求如下。主轴颈直径:5-71。
曲轴是发动机中用于传递功率的关键零件。在发动机工作循环中,曲轴受周期性不断变化的燃气压力、往复运动质量的惯性力、旋转质量的离心惯性力及力矩等复杂的交变载荷,产生扭转和横向与纵向振动,承受拉、压、弯和磨损。因此,要求曲轴应具有足够的强度、刚度、韧性、耐磨性及良好的平衡性。
曲轴的加工工艺非常复杂,关键加工部位是曲轴的轴颈,包括:主轴颈、连杆轴颈、沉割槽、止推面、轴肩等。轴颈的粗加工工艺主要有车削、铣削、车拉(车———车拉)等;精加工工艺主要有磨削、抛光、研磨等;强化工艺有滚压、中频淬火、渗碳、离子氮化、喷丸等。
ZD30曲轴毛坯如图6-1所示。图中J1~J5是主轴颈;P1~P4是连杆颈;#1~#8是平衡块,也称曲柄臂。曲轴毛坯为锻造毛坯,主要加工部位是主轴颈、连杆轴颈、大小端轴颈、法兰螺孔以及曲柄臂侧面、斜油孔等。机加工时几何中心孔定位,粗加工采用车削、车拉、内铣等方法,精加工采用数控磨削工艺,枪钻斜油孔,动平衡检测去重。生产线基本上是由数控机床和专用机床组成。ZD30曲轴加工主要技术要求如下。
连杆颈直径:4-ϕ57(-0.074/-0.087)。
主轴颈直径:5-ϕ71(-0.080/-0.093)。
主轴颈/连杆颈圆度:0.005。(https://www.xing528.com)
主轴颈/连杆颈圆柱度:0.01。
冲程:102±0.05。
动平衡量:17.5g.cm/面。
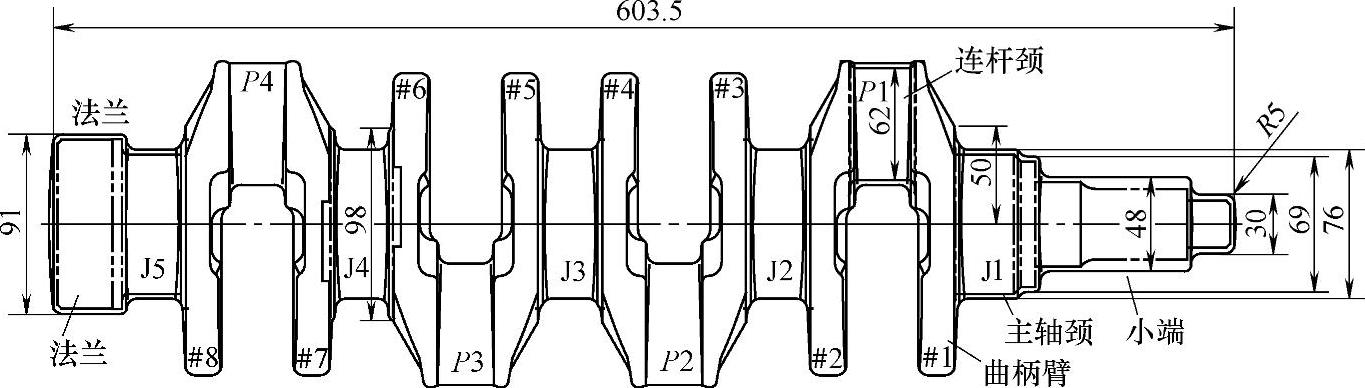
图6-1 ZD30曲轴毛坯
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。