



【摘要】:#0:是否进行TV校验。用二进制来表示#3005的值时,各位与各设定功能相对应。若执行#3005=34,则设定数据建立如下。FCV=0:使用FS16/18兼容格式。图5-25 设定数据#30052.镜像系统变量#3007用于坐标轴镜像状态检查,该变量只能读,不能写。图5-26 镜像检测信号#3007设定位=0,镜像无效;设定位=1,镜像有效。所得到的二进制值被转换为十进制。
1.设定数据#3005
系统变量#3005与某些系统基本配置的设定相关,见图5-25。
#9(FCV):使用FS16/18兼容格式或FS10/11纸带格式。
#5(SEQ):是否自动插入顺序号。
#2(INI):公制输入还是英制输入。
#1(ISO):用EIA码还是ISO码输出代码。
#0(TVC):是否进行TV校验。
通过对#3005赋值,可以对设定功能进行设定。用二进制来表示#3005的值时,各位与各设定功能相对应。设定时,用十进制赋值。
若执行#3005=34,则设定数据建立如下。
FCV=0:使用FS16/18兼容格式。
SEQ=1:自动插入顺序号。
INI=0:公制输入。
ISO=1:数据输出时的代码格式为ISO代码。
TVC=0:不进行TV检查。(https://www.xing528.com)
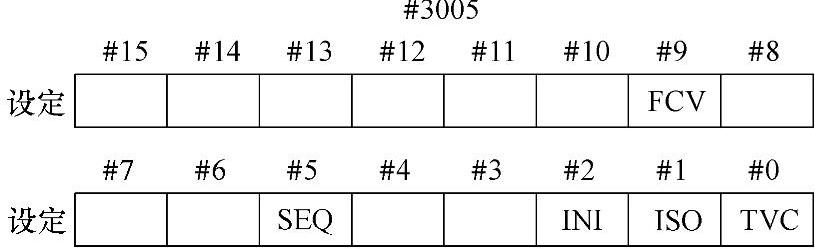
图5-25 设定数据#3005
2.镜像
系统变量#3007用于坐标轴镜像状态检查,该变量只能读,不能写。镜像检测信号见图5-26。

图5-26 镜像检测信号#3007
设定位=0,镜像无效;设定位=1,镜像有效。例如,#3007=3,则第1轴和第2轴镜像有效。
使用外部开关或设定(SETTING)操作所设定的镜像状态可通过#3007(镜像检测信号)读出。所得到的二进制值被转换为十进制。
3.加工零件的数量
#3901:已加工的零件数(完成的数目)。
#3902:所需的零件数(目标数目)。
所需的零件数(目标数目)和已加工的零件数(完成的数目)可被读写。
使用时,程序中应有M02或M30,当执行M02或M30时,零件计数加1。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。