



加工独特的轮廓线,如:编写抛物线、双曲线、椭圆、正弦曲线、摆线以及其他曲线的轮廓切削程序时,在标准的CNC程序中不可能实现,但可以在宏程序中进行编程。这一节给出了以正弦曲线作为实际的切削刀具路径的宏程序开发实例。虽然控制系统不直接支持正弦曲线插补(或抛物线、双曲线插补等),但可以利用G01代码,通过许多小的线性运动来模拟刀具路径。
根据加工程序,只允许加工直线和圆弧,不允许加工特殊的曲线。当用户需要加工诸如正弦曲线类的曲线时,通常使用逐次逼近法,用一系列非常短的直线模拟曲线。直线越短,模拟越准确。
如图5-21所示正弦曲线,周期360°,如果以X为角度,Y的计算公式是:
Y=AsinX
利用宏程序O8009给正弦曲线中的变量赋值,非常简单方便:最大幅值给字母A赋值(变量#1),角度增量给字母I赋值(变量#4),切削进给速度给字母F赋值(变量#9)。宏命令将只包含3个变量。
G65 P8009 A120.0 I5.0 F250.0;
注意:角度增量必须符合最小可编程输入0.001°。在本例中,要通过线性运动即增量为5°的一系列直线来加工正弦曲线,增量值越小,精度越高,增量值越大,精度越低。主程序中要用到Z轴运动。宏程序是单级循环,把当前增量角度与最终角度进行比较、计算,在例子中使用的最终角度是360°。
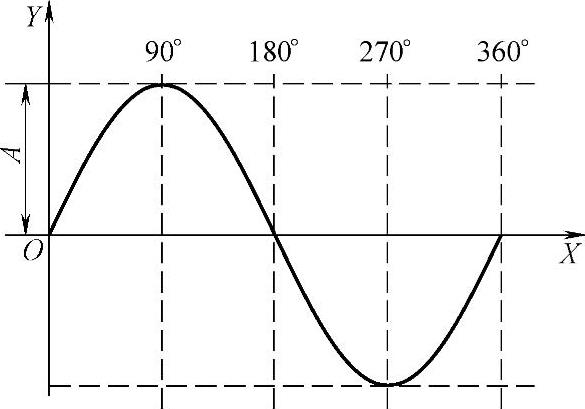
图5-21 正弦曲线
O8009;(正弦曲线宏程序)
#25=0;设置角度增量的初始计数器
WHILE[#25 LE 360.0];对每条直线段进行循环,直到360°加工完毕
#26=#1*SIN[#25];计算当前Y的位置(https://www.xing528.com)
G90 G01 X#25 Y#26 F#9;作直线运动到经计算好的XY位置
#25=#25+#4;通过指定的增量增加计数器
END1;循环结束
M99;宏程序结束如果将O8009中的WHILE语句用IF语句替换,也是可行的。
O8009;(正弦曲线宏程序)
N1#25=0;设置角度增量的初始计数器
N2 IF[#25 GT 360.0]GOTO7;如果角度大于360°加工完毕,跳转到N7
N3#26=#1*SIN[#25];计算当前Y的位置
N4 G90 G01 X#25 Y#26 F#9;作直线运动到经计算好的XY位置
N5#25=#25+#4;通过指定的增量增加计数器
N6 GOTO2;跳转到N2
N7 M99;宏程序结束
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。