



【摘要】:在G65之后,用地址P指定用户宏程序的程序号。使用自变量指定,其值被赋值到相应的局部变量。图5-4 非模态调用的格式表5-2 自变量指定Ⅰ自变量指定Ⅱ使用A、B、C各1次,I、J、K各10次。表5-3 自变量指定ⅡCNC内部自动识别自变量指定Ⅰ和自变量指定Ⅱ。如果自变量指定Ⅰ和自变量指定Ⅱ混合指定,后指定的自变量类型有效,见图5-5。调用宏程序的主程序。
非模态调用的格式如图5-4所示。
在G65之后,用地址P指定用户宏程序的程序号。当要求重复时,在地址L后指定从1~9999的重复次数。省略L值时,认为L等于1。使用自变量指定,其值被赋值到相应的局部变量。
自变量有两种类型:自变量指定Ⅰ和自变量指定Ⅱ,分别见表5-2和表5-3。
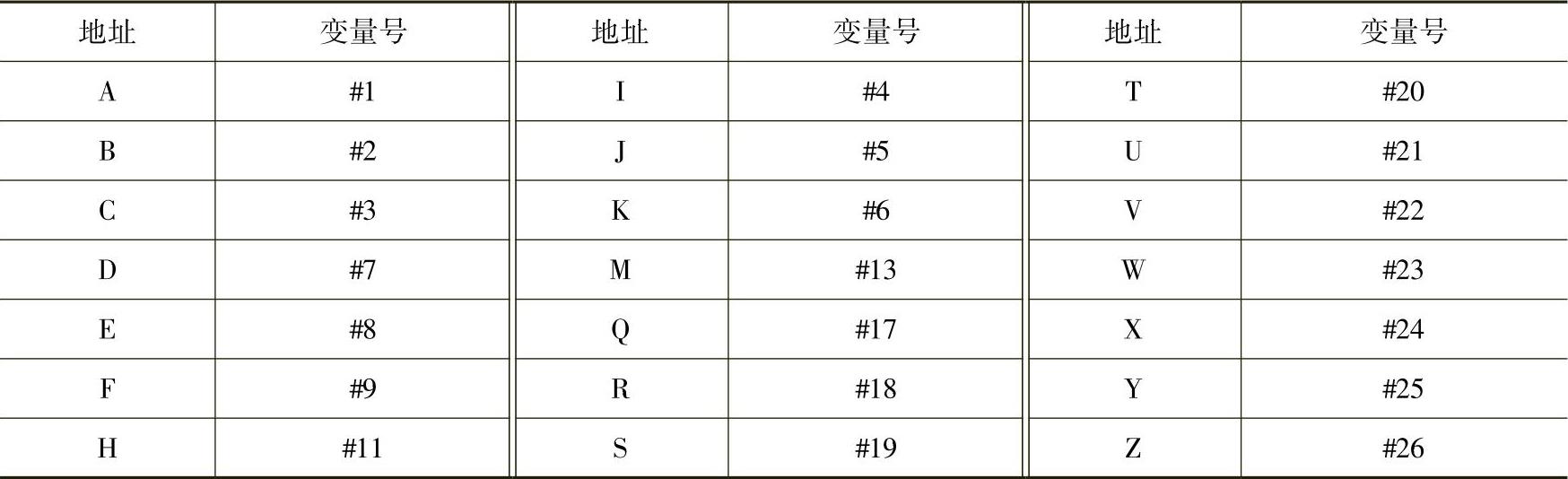
自变量指定Ⅰ使用字母A~Z,其中地址G、L、N、O和P不能在自变量Ⅰ中使用。
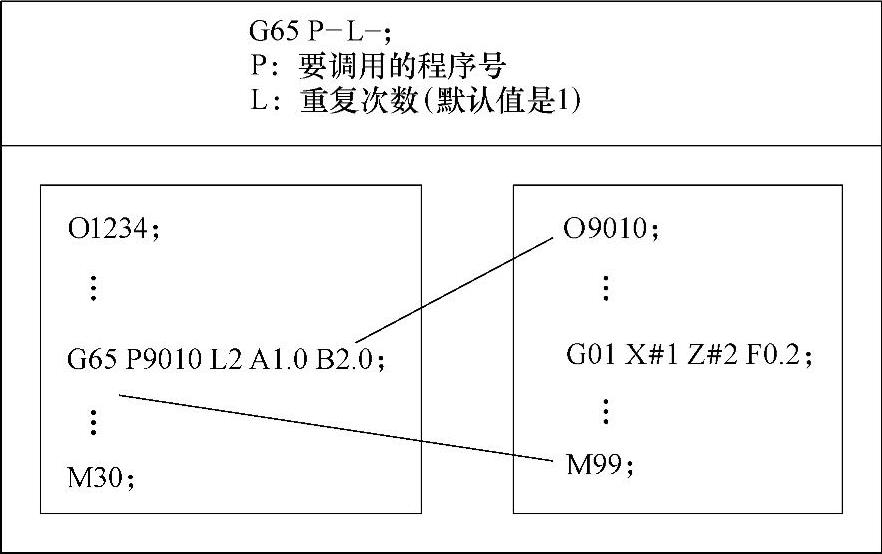
图5-4 非模态调用的格式
表5-2 自变量指定Ⅰ
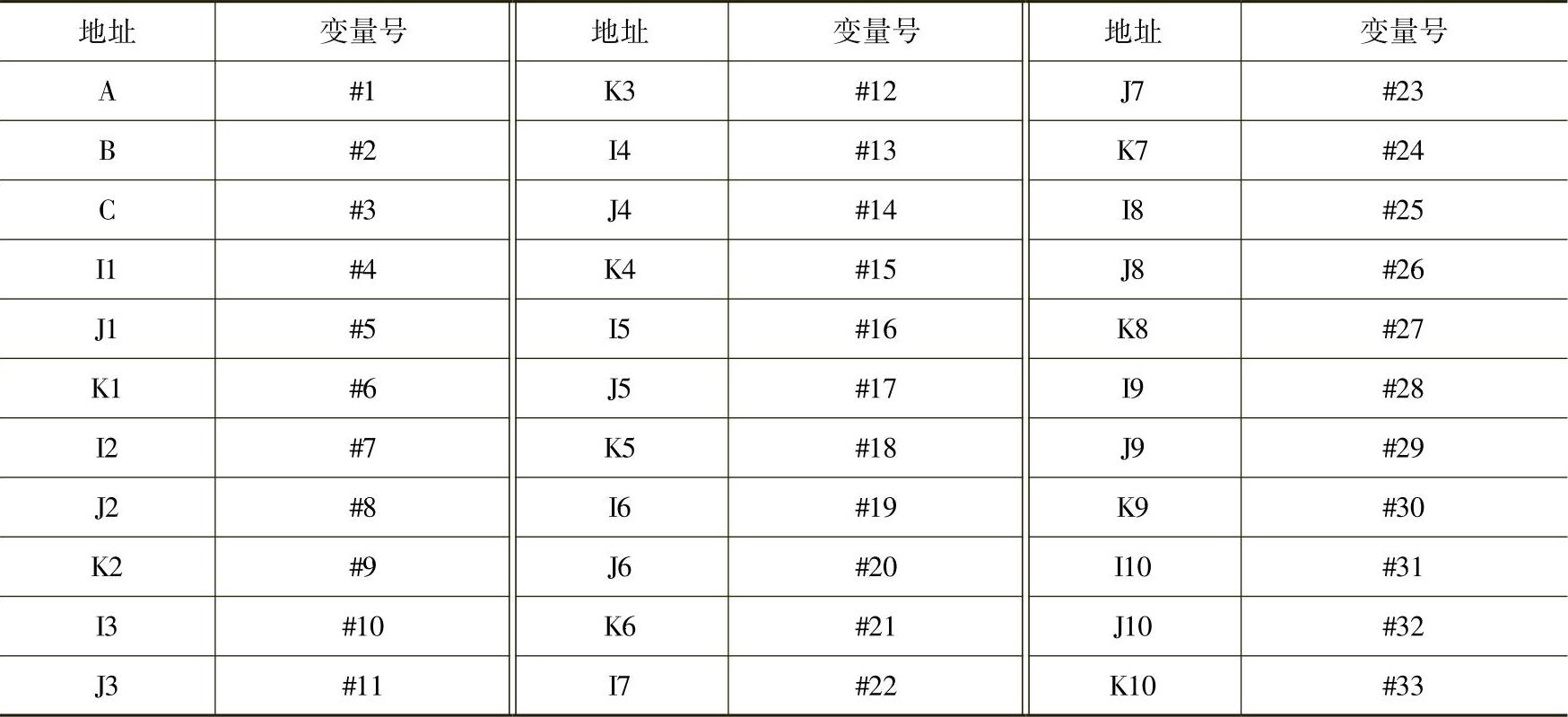
自变量指定Ⅱ使用A、B、C各1次,I、J、K各10次。自变量指定Ⅱ用于传递诸如三维坐标值的变量。
表5-3 自变量指定Ⅱ
CNC内部自动识别自变量指定Ⅰ和自变量指定Ⅱ。如果自变量指定Ⅰ和自变量指定Ⅱ混合指定,后指定的自变量类型有效,见图5-5。
 (https://www.xing528.com)
(https://www.xing528.com)
图5-5 自变量指定Ⅰ和自变量指定Ⅱ混合指定
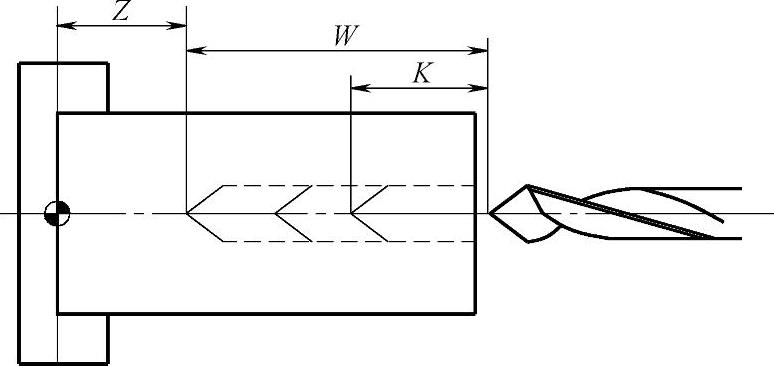
图5-6 钻孔循环
程序实例:钻孔循环,如图5-6所示,首先将刀具沿X轴和Z轴移动到钻孔循环起始点,将Z或W定义为孔的深度,F为钻孔时的切削进给速度。调用格式为: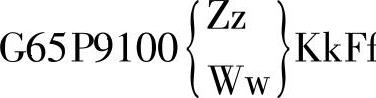 f;
f;
Z:孔深(绝对值)。
W:孔深(增量值)
K:每次循环的切削量。
F:切削进给速度。
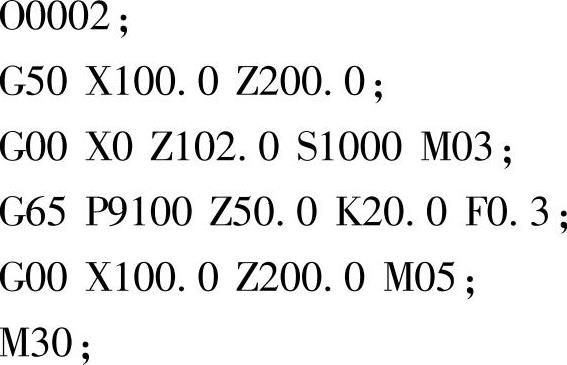
调用宏程序的主程序。
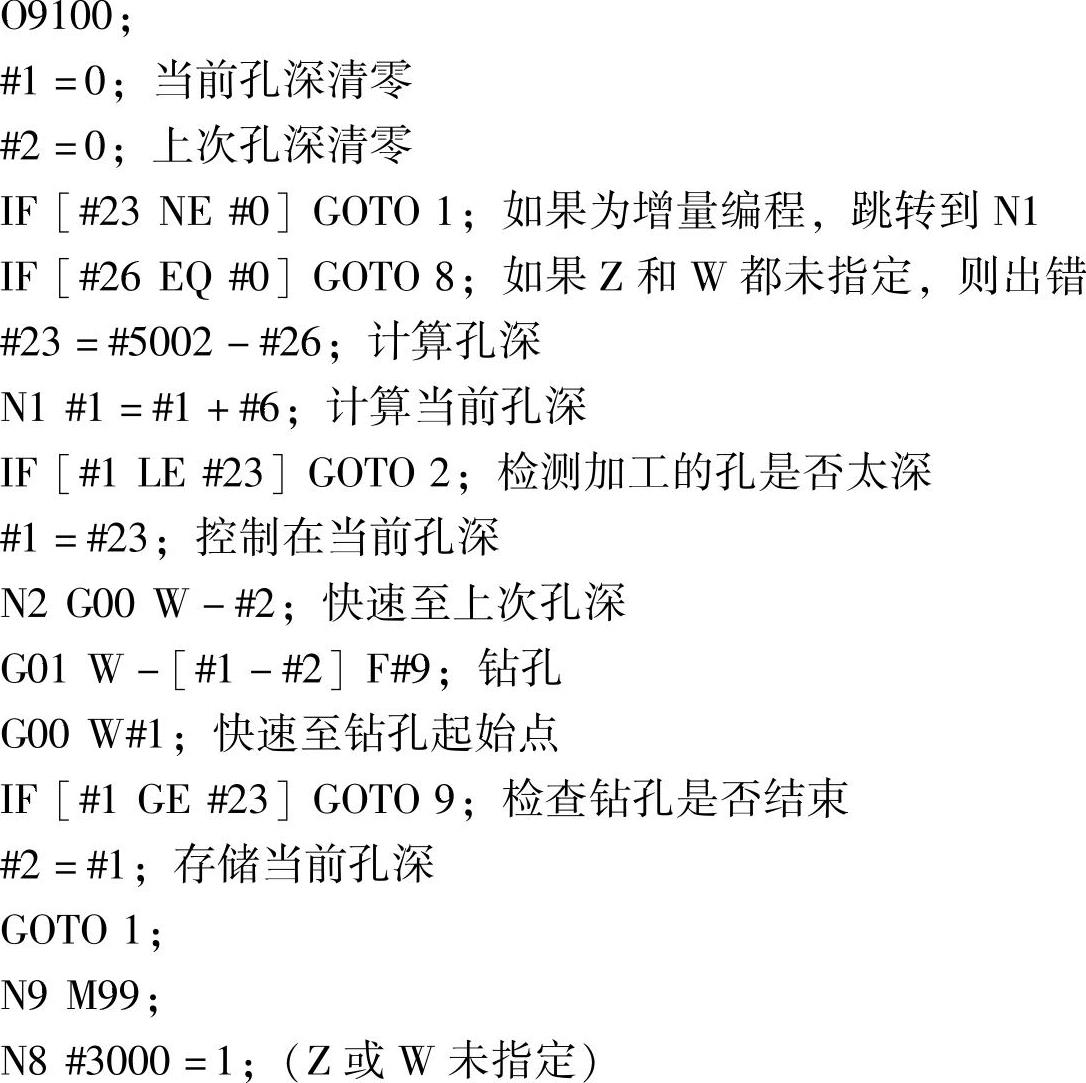
宏程序。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。