



【摘要】:试编写如图4-102所示零件的CNC程序。工件原材料为铝合金32棒料。车床刀架为前置刀架。切削刀具及工艺参数如下① T01刀具:55°菱形车刀,刀尖半径0.8mm,用于粗加工端面、外圆,主轴转速960~2000r/min,进给速度0.25mm/r。④ T04刀具:60°螺纹车刀,加工M14×2螺纹,主轴转速1000r/min。图4-102 车削编程实例1.坐标计算① 粗加工端面和第一次粗车外圆,坐标计算见表4-17。表4-23 钻孔2.程序清单加工程序清单如下所示。
试编写如图4-102所示零件的CNC程序。工件原材料为铝合金ϕ32棒料。车床刀架为前置刀架。切削刀具及工艺参数如下
① T01刀具:55°菱形车刀,刀尖半径0.8mm,用于粗加工端面、外圆,主轴转速960~2000r/min,进给速度0.25mm/r。
② T02刀具:55°菱形车刀,刀尖半径0.8mm,用于精加工端面、外圆,主轴转速2000r/min,进给速度0.12mm/r。
③ T03刀具:3.0mm宽切槽刀,用于加工3.0mm退刀槽,主轴转速1000r/min,进给速度0.12mm/r。
④ T04刀具:60°螺纹车刀,加工M14×2螺纹,主轴转速1000r/min。
⑤ T07刀具:ϕ6mm高速钢钻头,用于钻ϕ6mm的孔,主轴转速2000r/min,进给速度0.15mm/r。
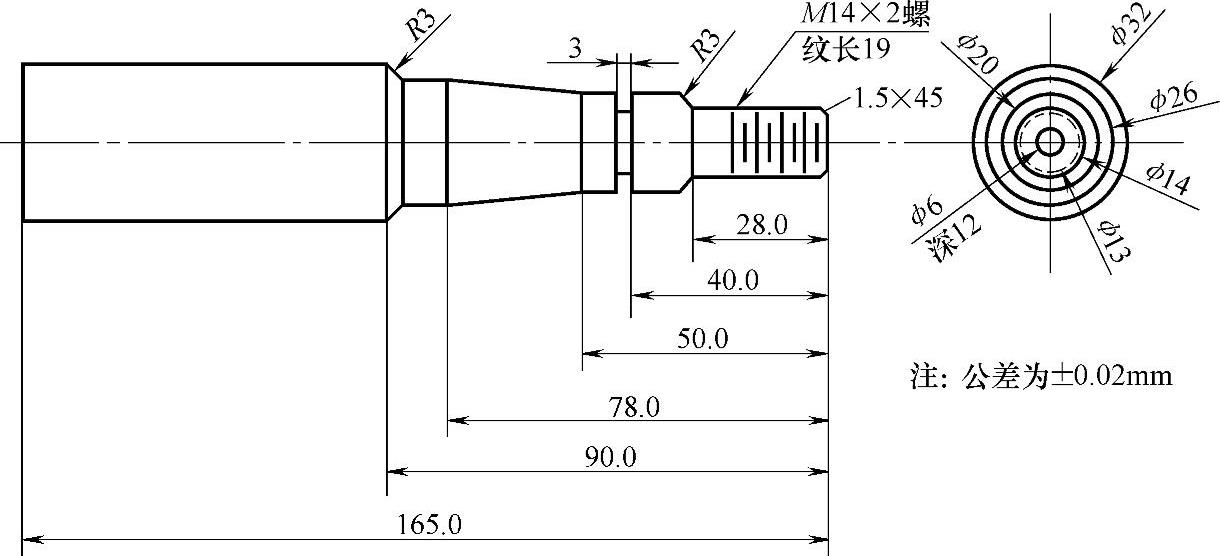
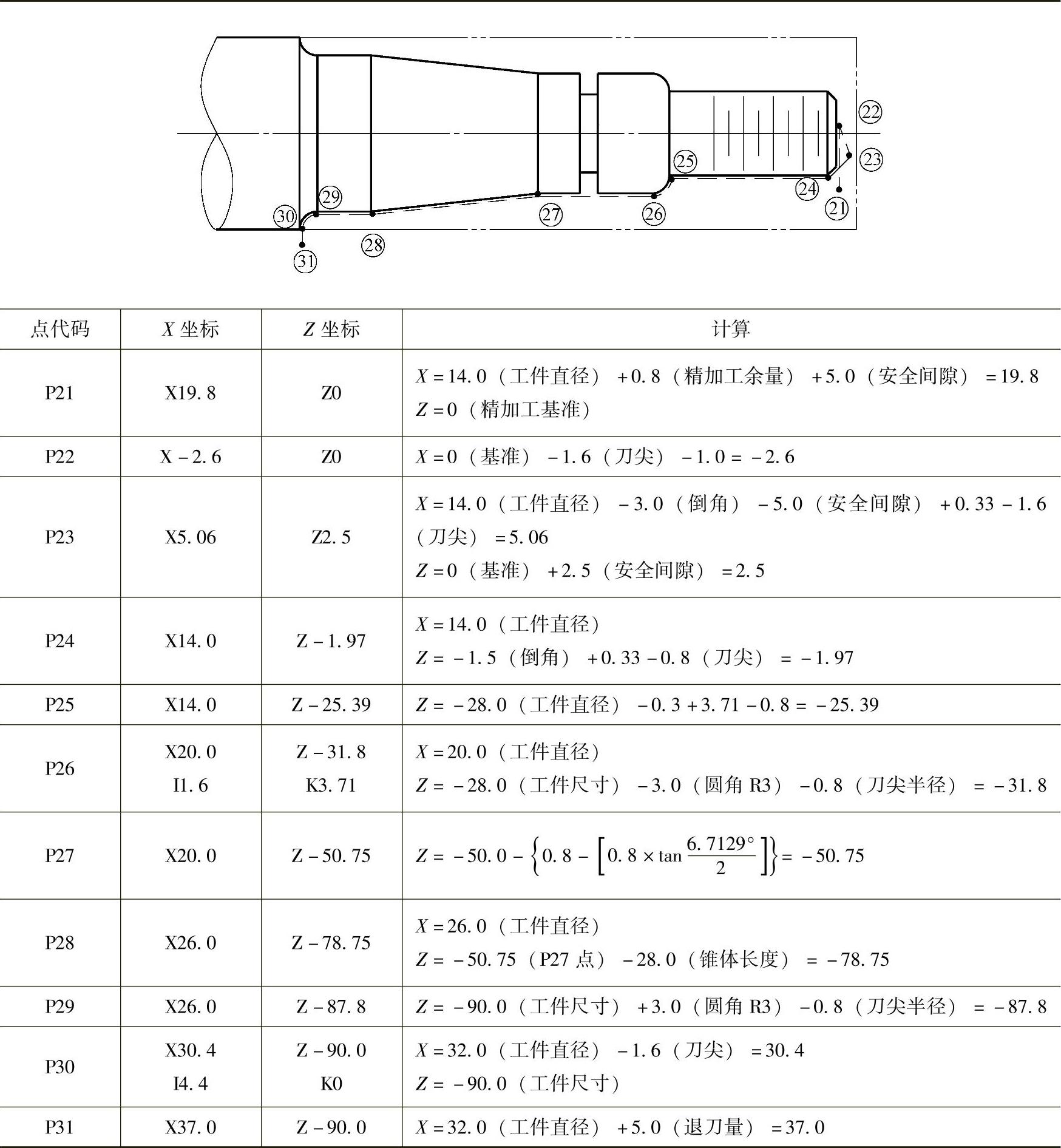
图4-102 车削编程实例
1.坐标计算
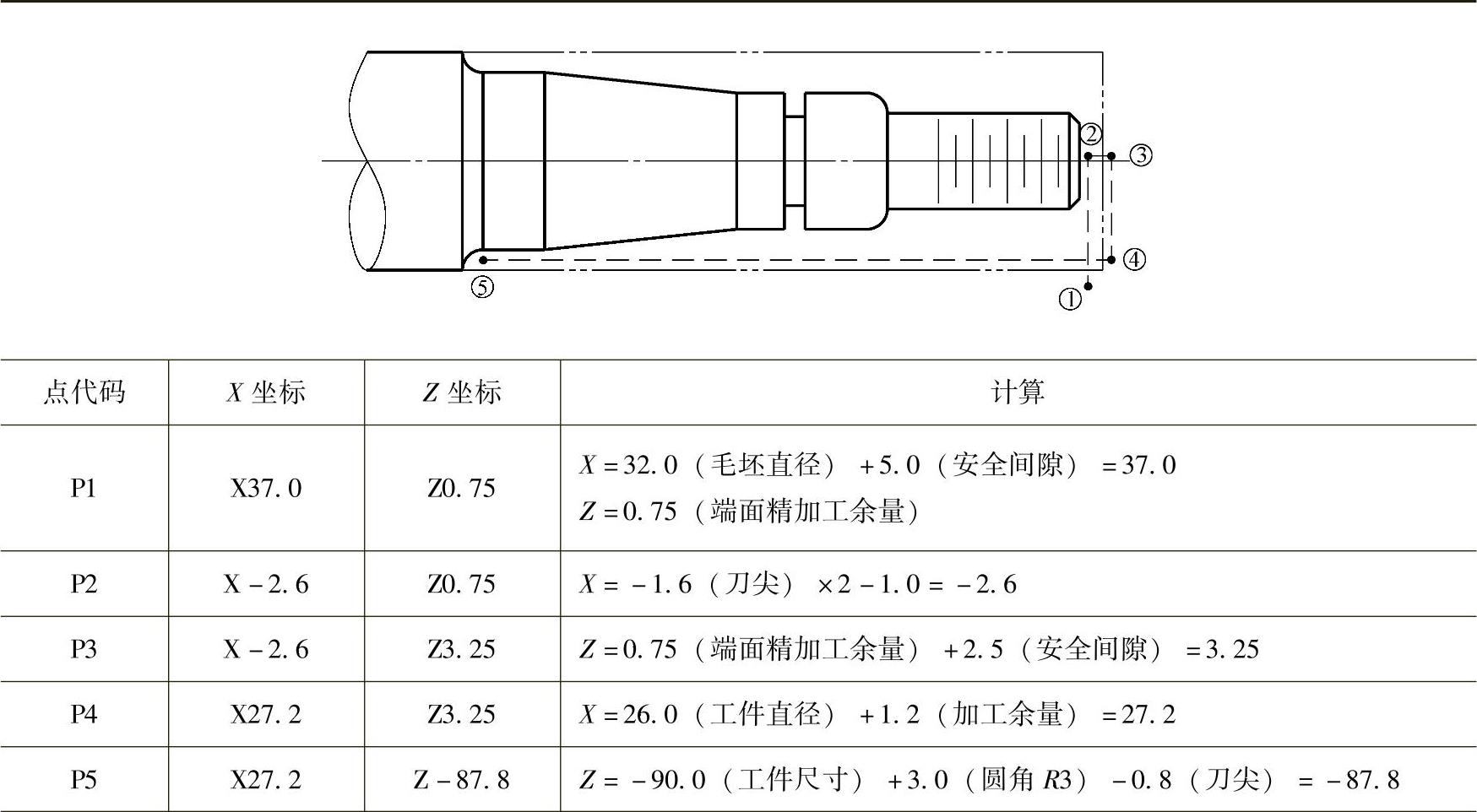
① 粗加工端面和第一次粗车外圆,坐标计算见表4-17。
表4-17 粗加工端面和第一次粗车外圆
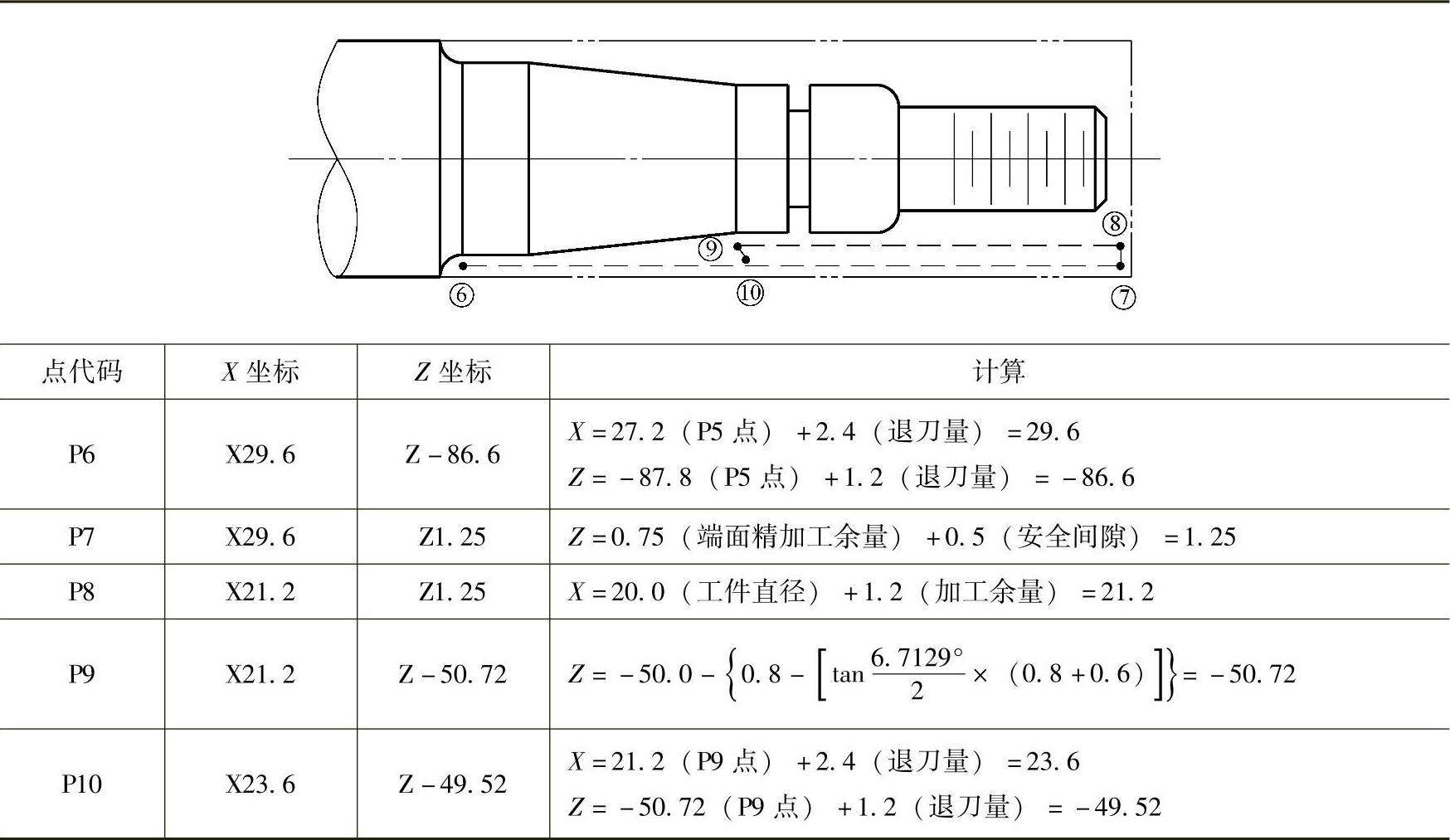
② 第二次粗车,坐标计算见表4-18。
表4-18 第二次粗车
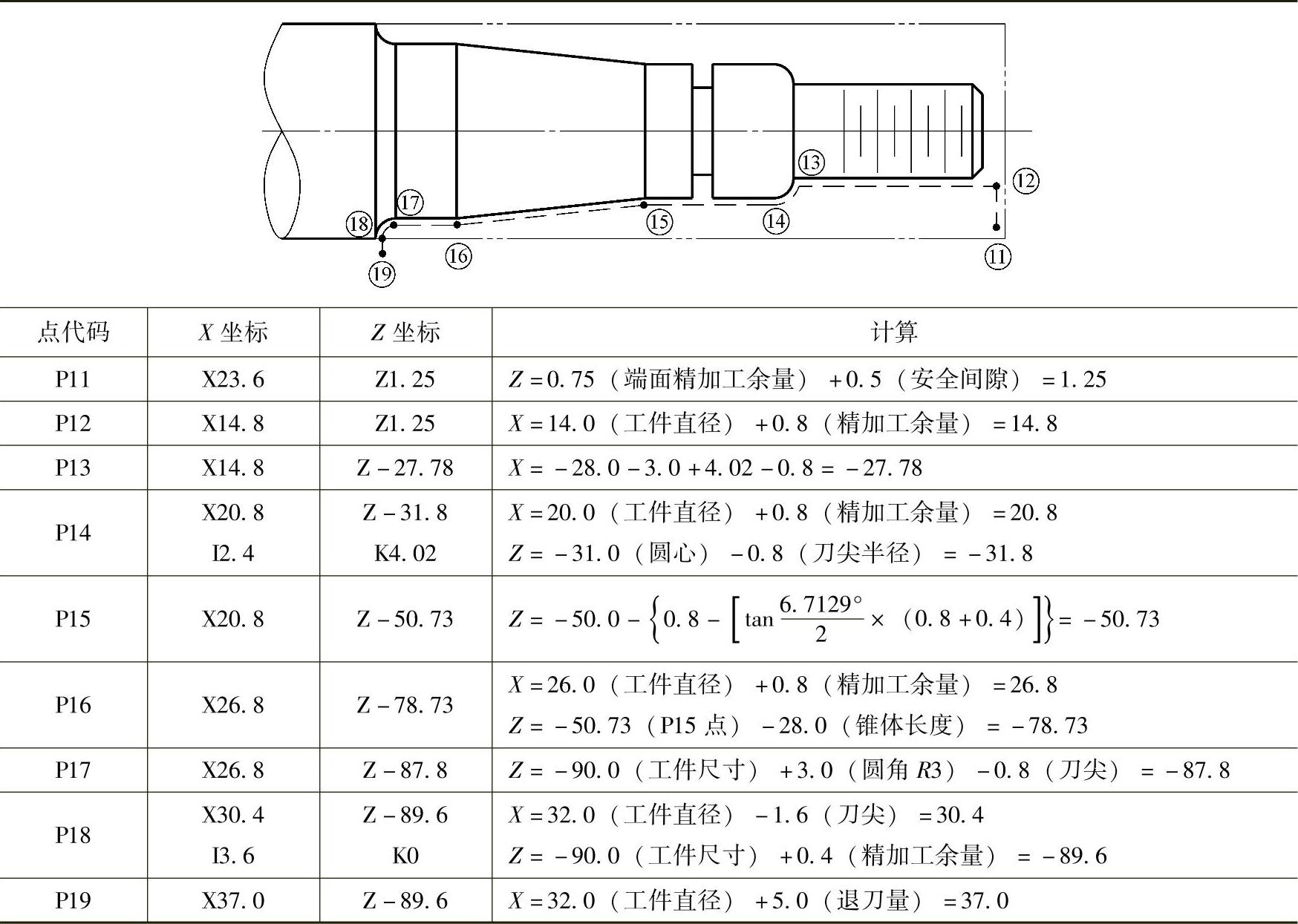
③ 半精车,坐标计算见表4-19。
表4-19 半精车
 (https://www.xing528.com)
(https://www.xing528.com)
④ 精车,坐标计算见表4-20。
表4-20 精车
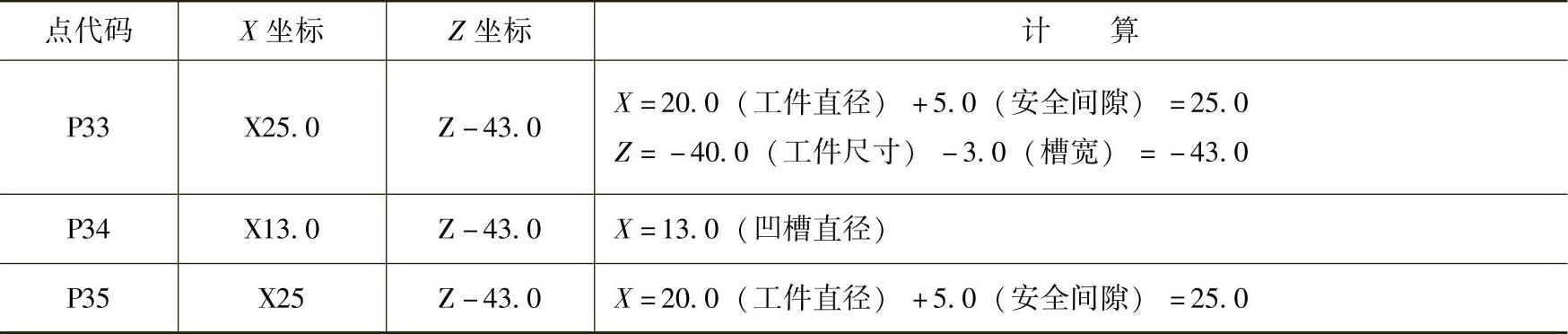
⑤ 加工退刀槽,坐标计算见表4-21。
表4-21 加工退刀槽
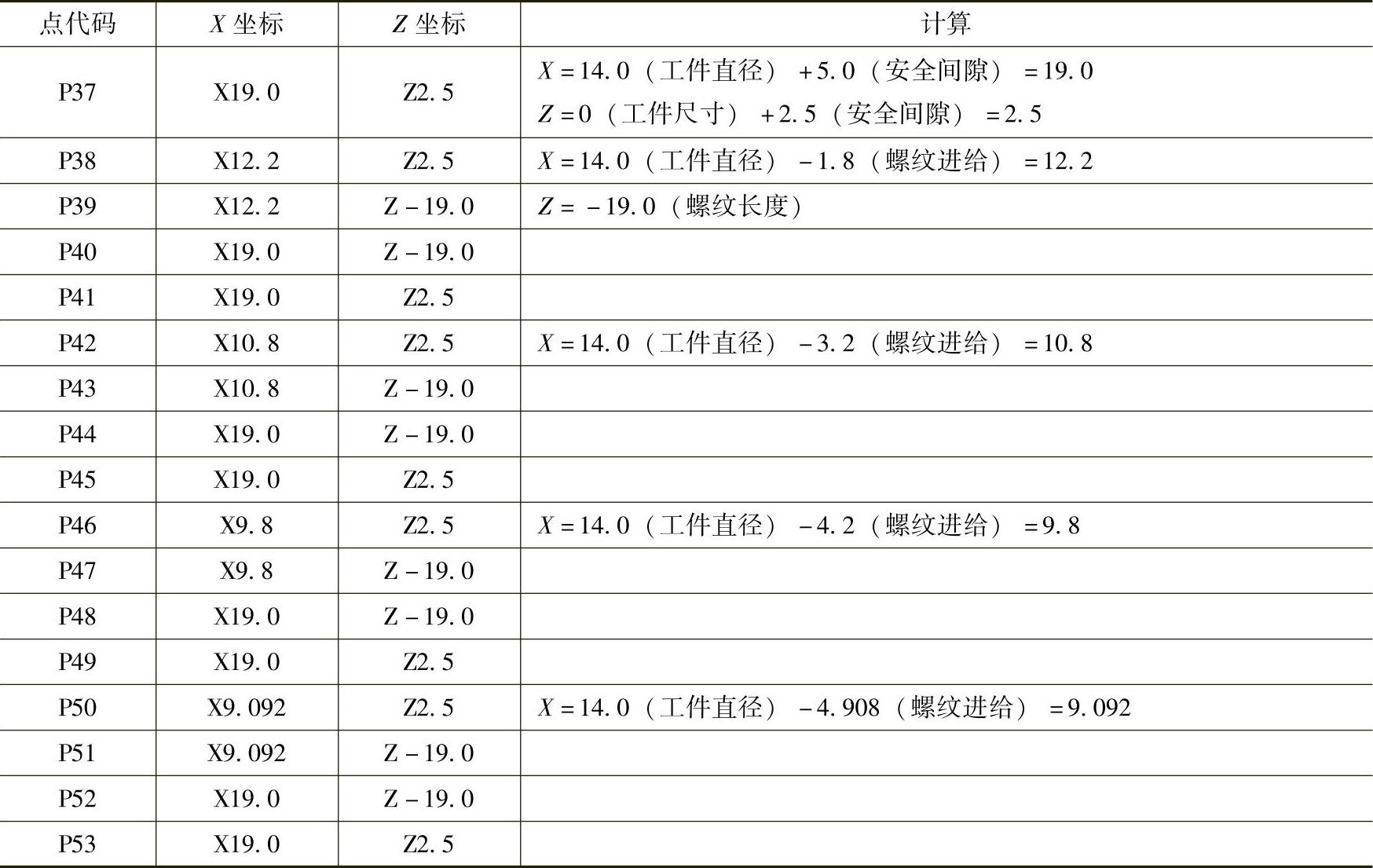
⑥ 螺纹加工,坐标计算见表4-22。
表4-22 螺纹加工
⑦ 钻孔,坐标计算见表4-23。
表4-23 钻孔

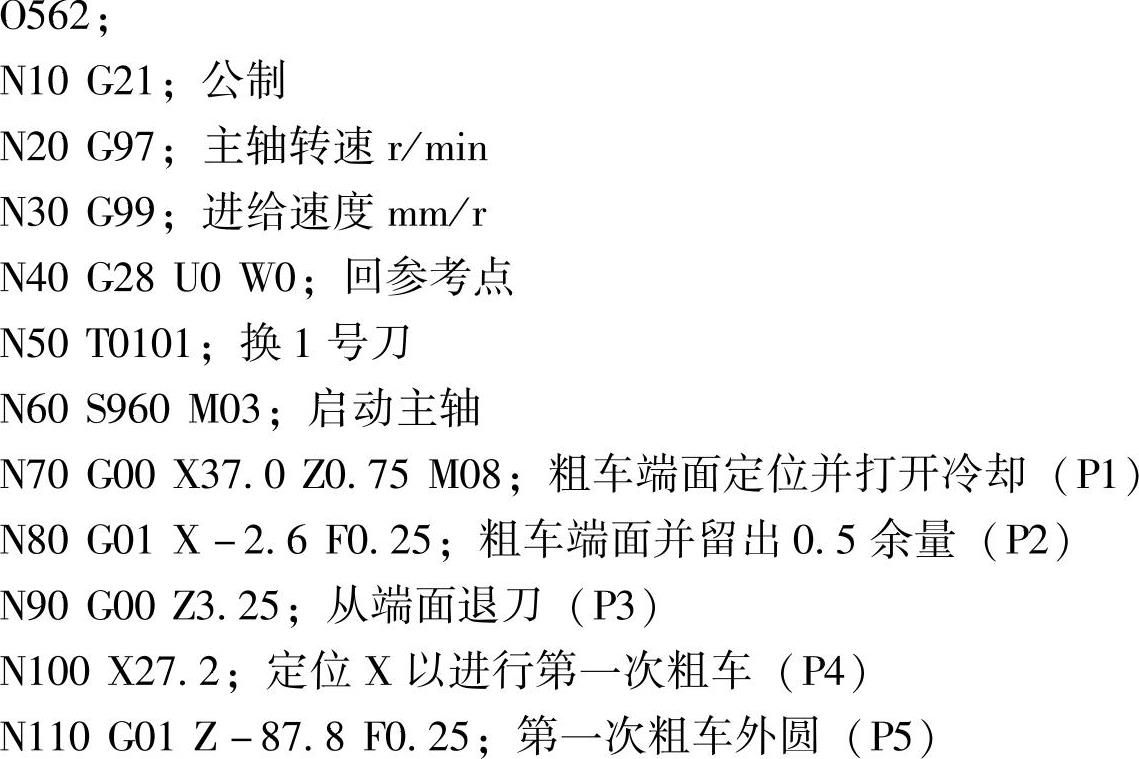
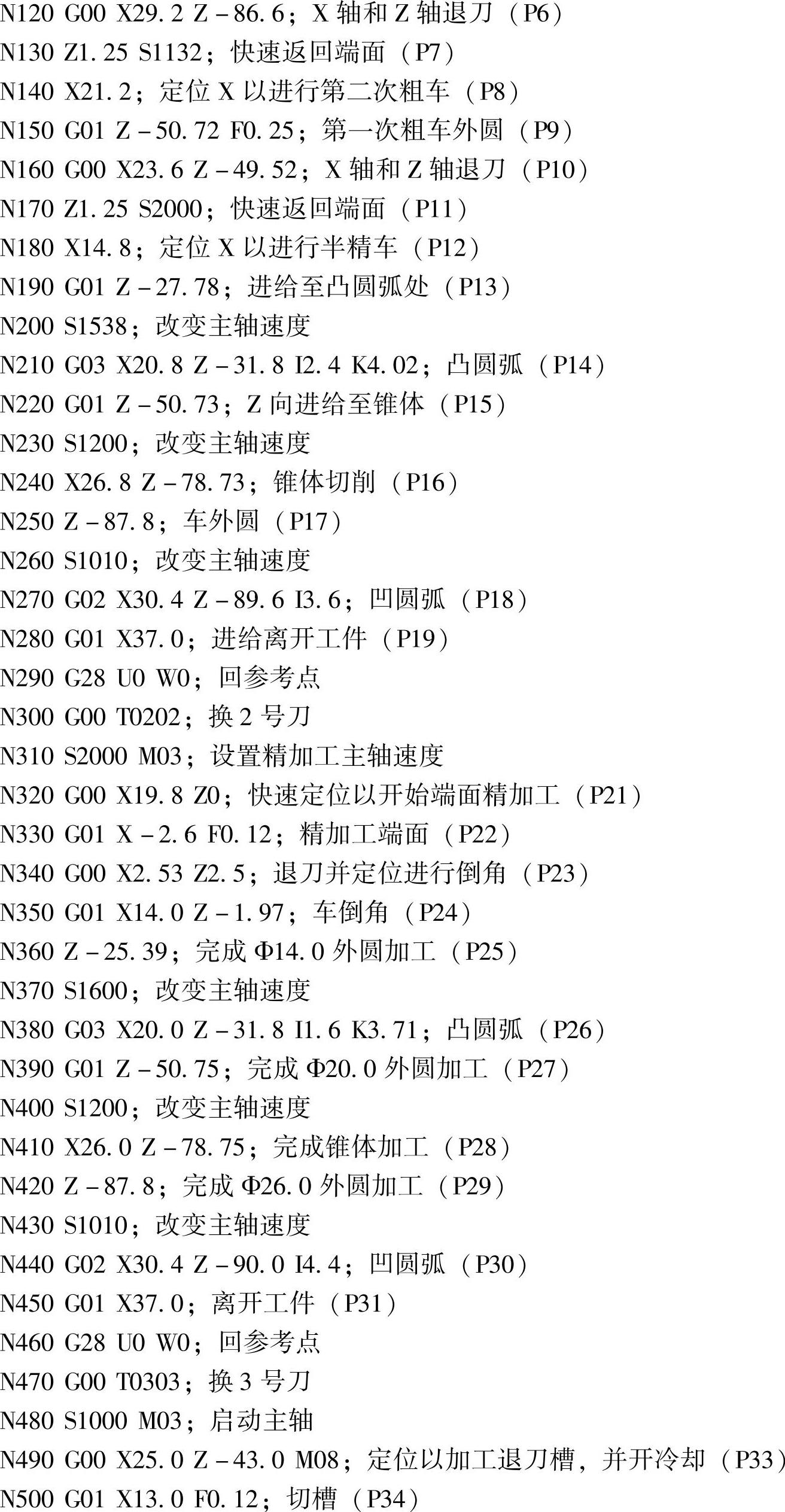
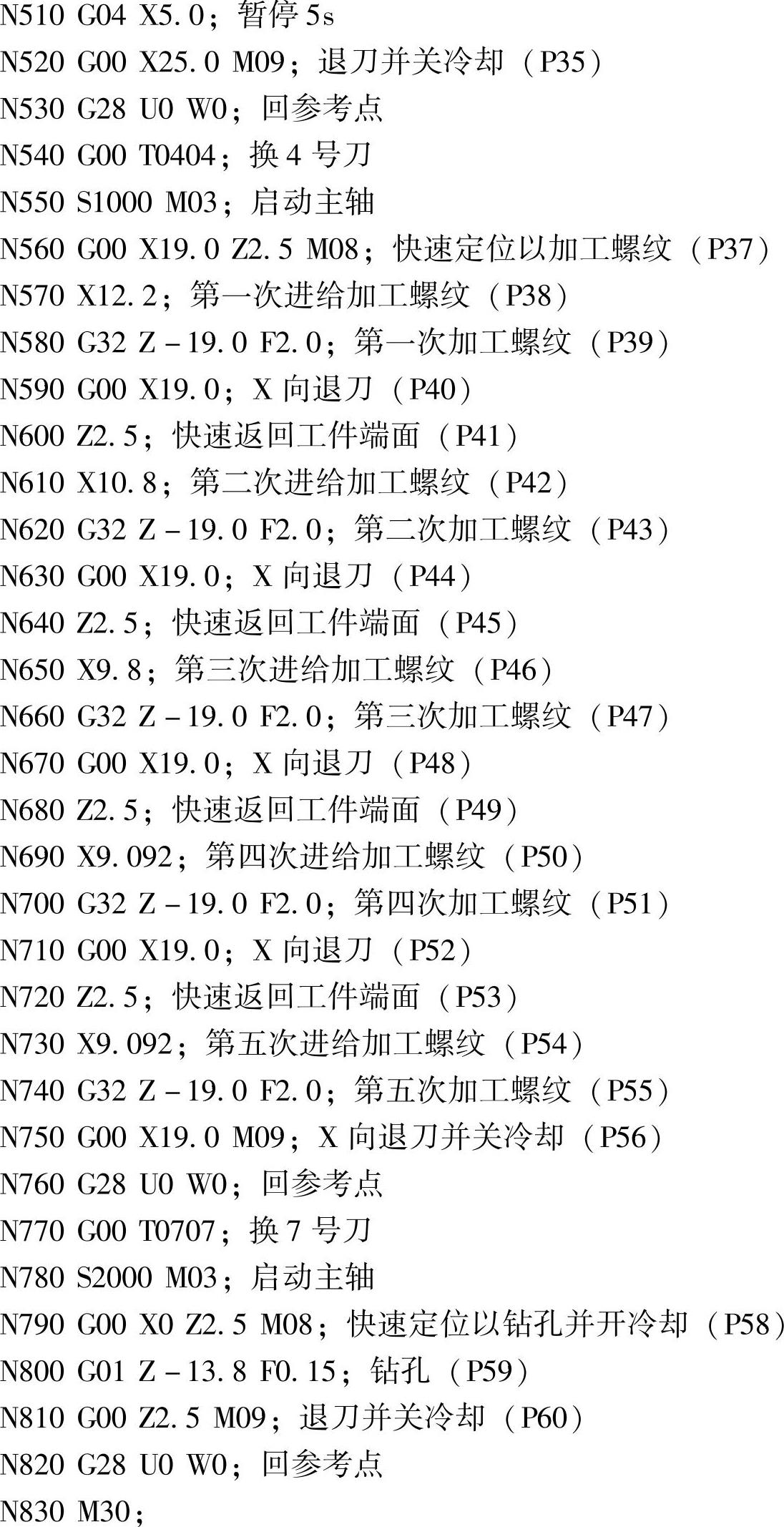
2.程序清单
加工程序清单如下所示。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。