



立式加工中心大多用在只需要加工一个表面的工件,而卧式加工中心可以在一次装夹中加工多个表面。为此,卧式加工中心一般包含工作台分度轴,有的还具备自动托盘交换系统。
1.分度工作台B功能指令
卧式加工中心上最常见的第四轴是分度轴,称之为B轴。顾名思义,它用来对工作台进行分度。
分度以工作所需的度数进行编程,例如,分度工作台到45°位置,其程序为:
G90 G00 B45.0;
分度最小增量由机床设计者决定。对于分度轴,常见的最小增量单位为1°~5°。如果需要更小的增量,大多数机床生产厂家设有0.1°、0.01°以及0.001°的最小分度增量。
所有情况下,分度运动的编程可以沿两个方向进行。从上往下观看工作台,也就是XZ平面,B轴可以沿顺时针或按逆时针方向编程,见图4-57。
为了保持刚性安装,切削过程中分度工作台必须与机床主体锁紧。而对于分度运动,工作台又必须松开。因此,大多数加工中心上都提供两个M功能,实现工作台夹紧和松开的控制。松开功能通常在分度前进行编程,分度结束后立即夹紧,如下所示。
M79;工作台松开
G00 B90.0;分度工作台
M78;工作台夹紧
分度既可以使用绝对模式也可以使用增量模式编程,分别使用标准G90和G91指令。

图4-57 B轴方向
例:绝对模式编程。

2.自动托盘交换指令(https://www.xing528.com)
传统上,一台机床有一个工作台。这种机床设计有一个主要缺点,那就是在机床工作时不能执行其他的任务。这就意味着下一工件安装时,机床是闲着的,从而导致非生产时间的增加。
根据定义,自动托盘是可以由程序指令控制其进入或退出加工位置的工作台,如果这样一个设计的目的是缩短非生产安装时间,那么它至少需要两个独立的托盘。当加工一个托盘上的工件时,可以使用另一个托盘进行下一工件的装卸。通过这种方式,可以同时进行加工和安装,因此,它能缩短甚至完全消除非生产时间。
尽管卧式加工中心上最常见的为双托盘系统,但多达12个托盘的设计也有,只是不多见。
对于常见的双托盘交换装置,需要区分两个主要区域:加工区域(在机床里面)和安装区域(在机床外面)。通常一个托盘位于加工区域,而另一个托盘位于安装区域。当程序开始时,通常#1托盘位于加工区域,而#2托盘位于安装区域(没有工件)。托盘的设计各种各样,但它们都有以下3个主要部件:托盘、机床定位器、交换系统。
托盘是轻便的工作台,它有一个表面以安装夹具或工件,工作台上可能具有T形槽或锥形孔,或者两者都有。
机床定位器(也称为接收器)是位于机床里的一个特殊装置,其目的是接收并且夹持载有准备加工工件的托盘,同时它的设计必须非常坚实和精确。
交换系统(也称为码堆机)是在装载区和机床加工区域交换托盘的系统。表述时通常使用装载和卸载这两个术语,装载表示移动托盘到加工区域,卸载则表示移动托盘到安装区域。交换系统决定了托盘类型。根据交换系统,有两种常见的托盘类型:回转式和穿梭式。
常用的回转式托盘的工作原理基于回转台,即一个托盘在机床外,另一个托盘在机床内。托盘交换指令将托盘旋转180°,图4-58所示为回转式托盘。
穿梭式托盘也比较常用,它的设计在装载区和接收区并入了两根推拉杆,如图4-59所示,它牵涉的内容比回转式托盘复杂。
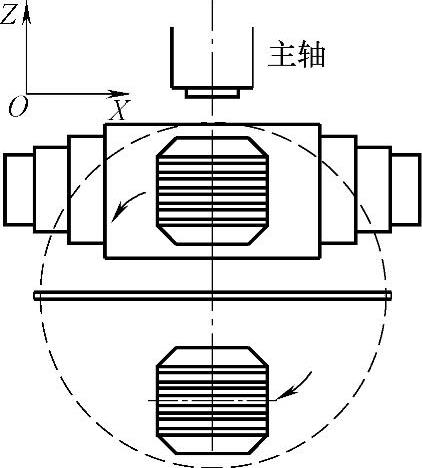
图4-58 回转式托盘交换装置
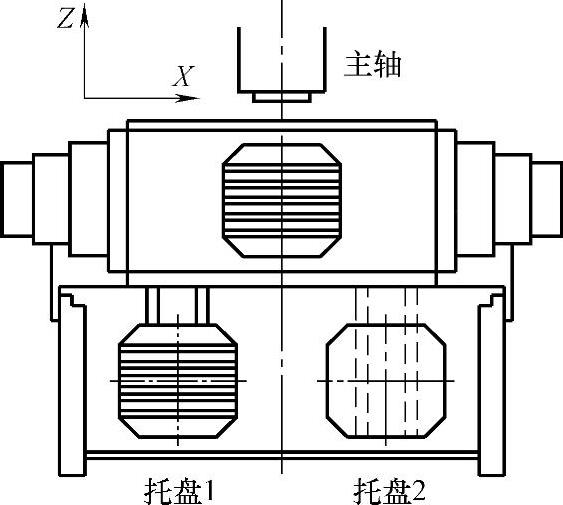
图4-59 穿梭式托盘交换装置
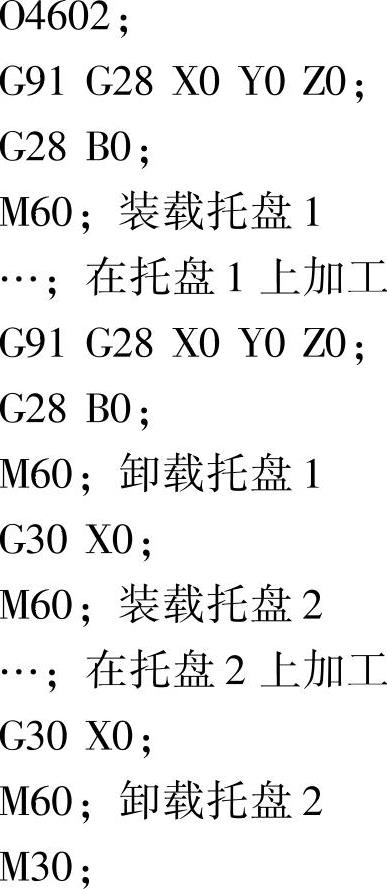
自动托盘交换的标准辅助功能是M60。该指令只有当托盘位置位于以下第一机床参考点或第二机床参考点时才能正确工作。因此,使用M60指令前,往往要使用G28或G30指令。
例:穿梭式托盘交换编程。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。