



1.加工中心上的T功能
加工中心刀具功能为T功能,地址T后面的数字表示选择的刀具号。自动换刀过程主要有两种方式:固定型和随机型。实现加工中心自动换刀功能的装置称为自动换刀装置ATC。
一般加工中心均设计有刀库,刀库的容量可以小到只有10把或12把刀具,典型的中型加工中心可以安装20~40把刀具,一些特殊的大型加工中心甚至可以装几百把刀具。刀库刀位的编号是连续的,也是固定的。图4-44是一个能存放20把刀具的刀库。
(1)固定刀具选择
使用固定刀具选择的加工中心,要求将所有刀具放置在刀库中与之编号相对应的刀位上。例如,1号刀具(程序中为T01)必须放置在刀库中的1号刀位上,2号刀具(程序中为T02)必须放置在刀库中的2号刀位上,以此类推。
刀具编程非常容易,如下所示。
N67 T04 M06;
或
N67 M06 T04;
或
N67 T04;
N68 M06;
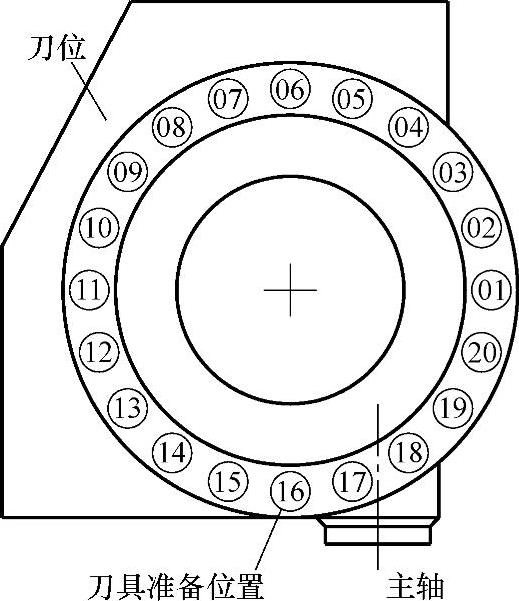
图4-44 存放20把刀的刀库
其含义很简单,就是将4号刀具安装到主轴上(首选最后一种方法)。那么主轴中的刀具怎么办呢?M06换刀功能将使得当前刀具在新的刀具定位前回到它原来所在的刀位上去。通常换刀装置通过最短的路径去选择新的刀具。
从换刀过程可看出,在刀库选择刀具并将其安装到主轴前,机床必须等待,所以换刀过程将浪费大量时间。
(2)随机刀具选择
这是现代加工中心最常见的功能。这种功能将加工工件所需的所有刀具存储在刀库中,通过T编号来区分它们,通常是按照其使用的顺序。在机床使用当前刀具切削工件的同时,完成程序中下一把刀具的搜寻,常常会在刀库里将刀具移动到等待位置,实际换刀将在当前刀具加工结束后发生。这就是所谓下一刀具的等待,即T功能表示下一刀具,而不是当前刀具。在下面程序中,可以通过编写少量简单的程序段使下一刀具准备妥当。
…;T02在主轴上
T4;让4号刀具准备
…;使用T02刀具切削
M06;实际换刀,T04装到主轴
T12;使下一把刀具T12准备
…;使用T04刀具切削
本例中T功能本身不能实现换刀,只是完成刀库选刀,即将下一把刀具移动到换刀准备位置。要实现换刀操作,需要指令M06换刀命令。
加工中常常需要没有任何刀具的空主轴。为此,就要指定一个空的刀位,该刀位实际上并不使用刀具,但也要用一个唯一的编号指定它。如果刀位或主轴上没有刀具,就必须使用一个空刀具号,这一实际上并不存在的刀具称为空刀。空刀的编号必须选择一个比所有最大刀具号还大的数。例如,如果一个加工中心有24个刀具刀位,那么空刀应该定位T25或者更大的数。
例:主轴上的任意刀具,不是第一把刀具。这是编写ATC程序最常见的方法。操作人员将所有刀具放置在刀具库中并登记下来,但留下最后一把刀具在主轴上测量。大部分机床上,这把刀具不是第一把,程序员将编写与此刀具的换刀方法相匹配的程序。
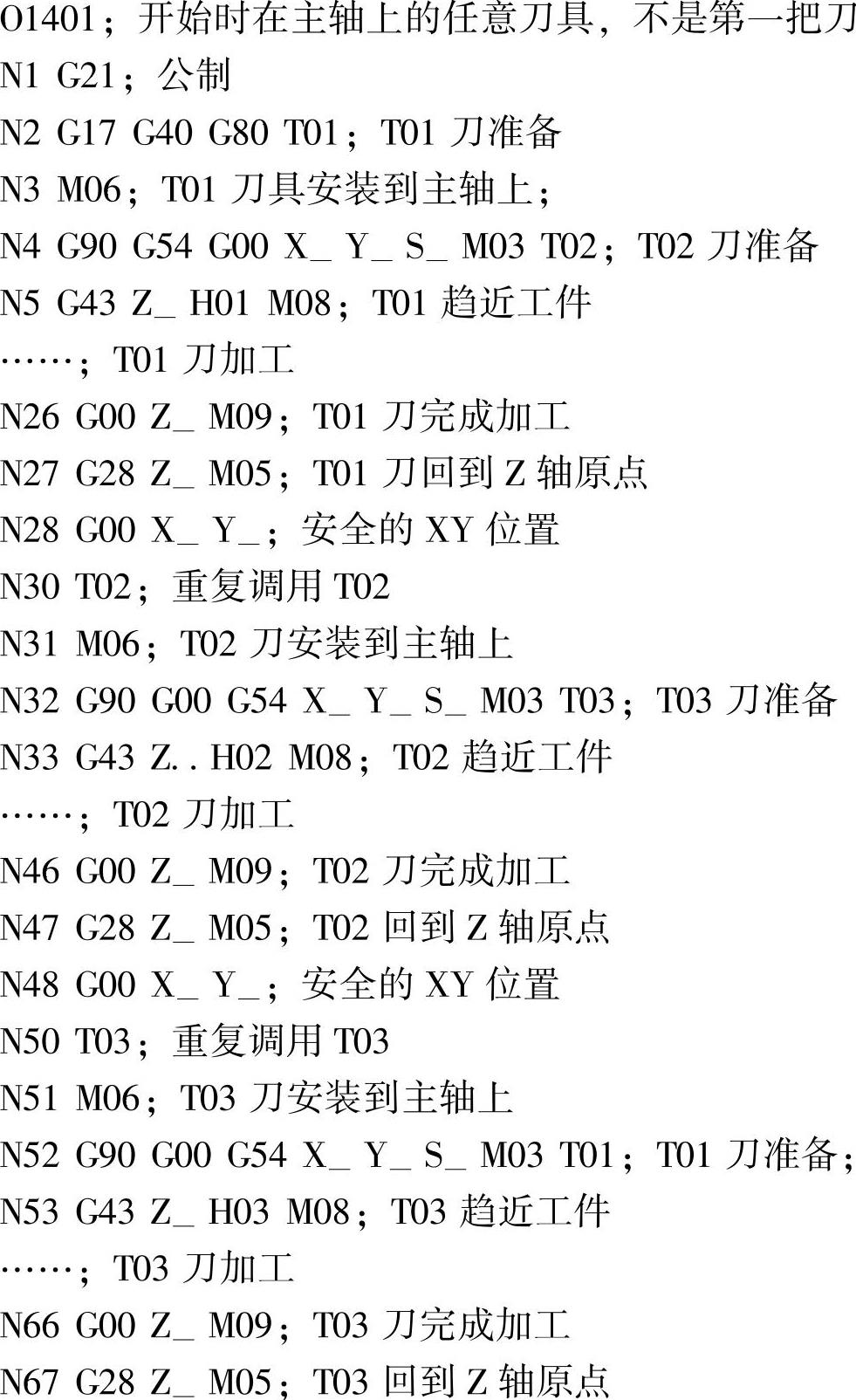

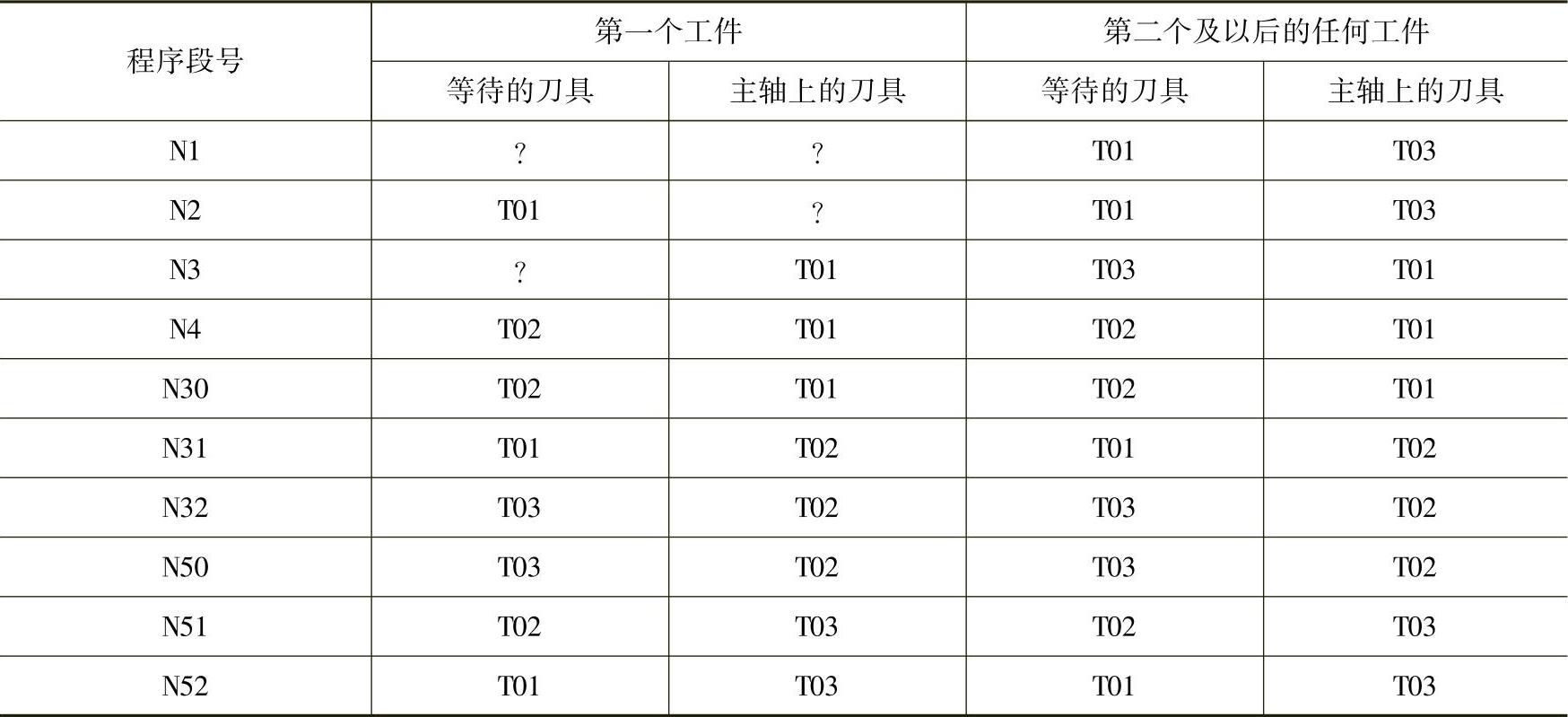
表4-12所示表格是O1401第一个工件和第二个工件以及以后的任何工件加工时刀具状态,“?”表示任意刀具号。
表4-12 O1401程序中刀具状态
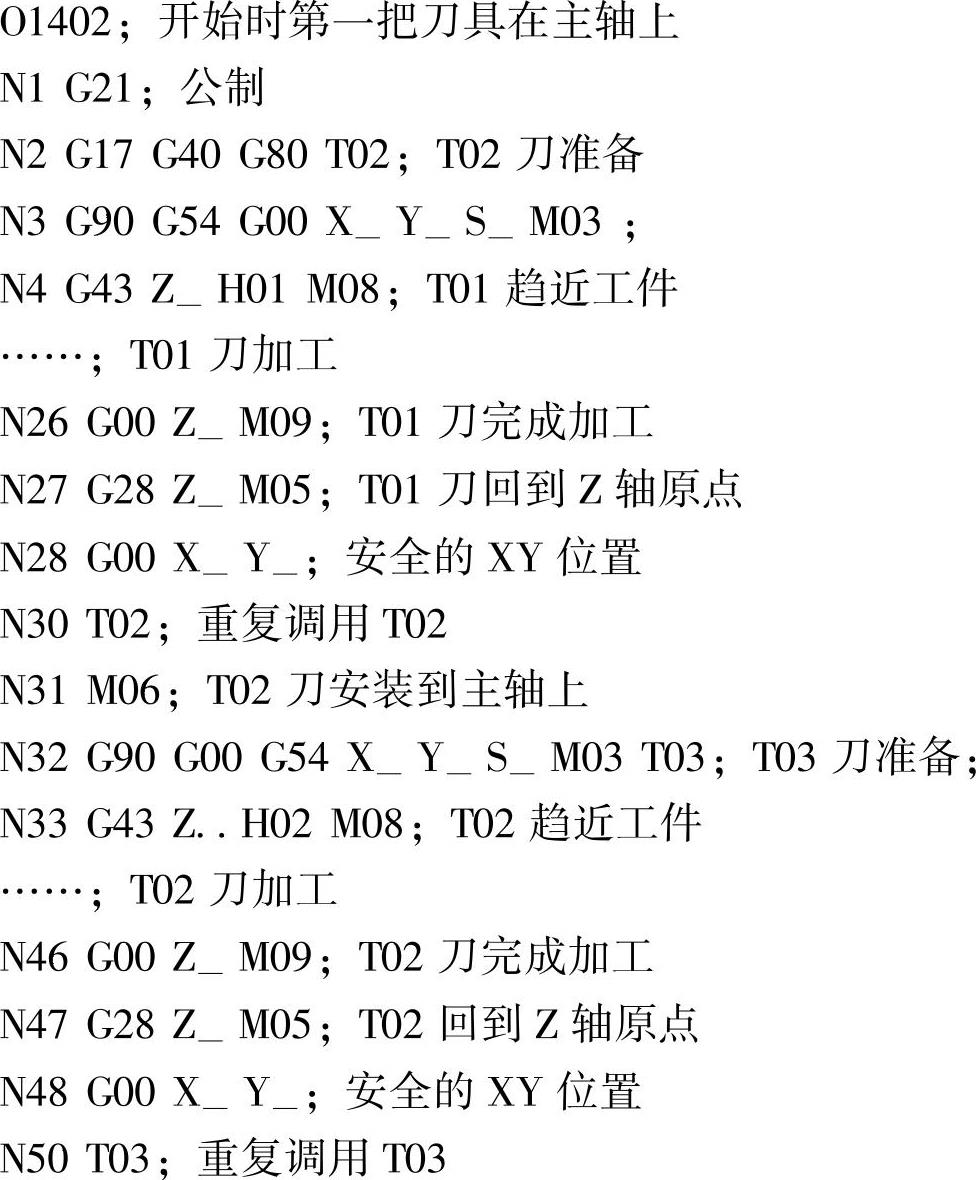
例:主轴上的刀具是第一把刀具。这是编写ATC编程的一个惯例。调试时,必须将程序中的第一把刀具安装到主轴上。这一方法主轴上始终有刀具,便可能成为工件装卸时的障碍。
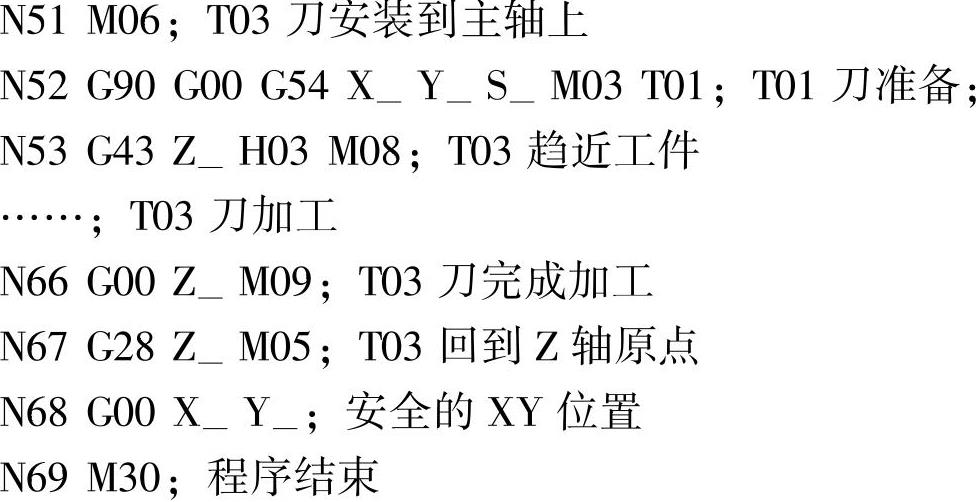
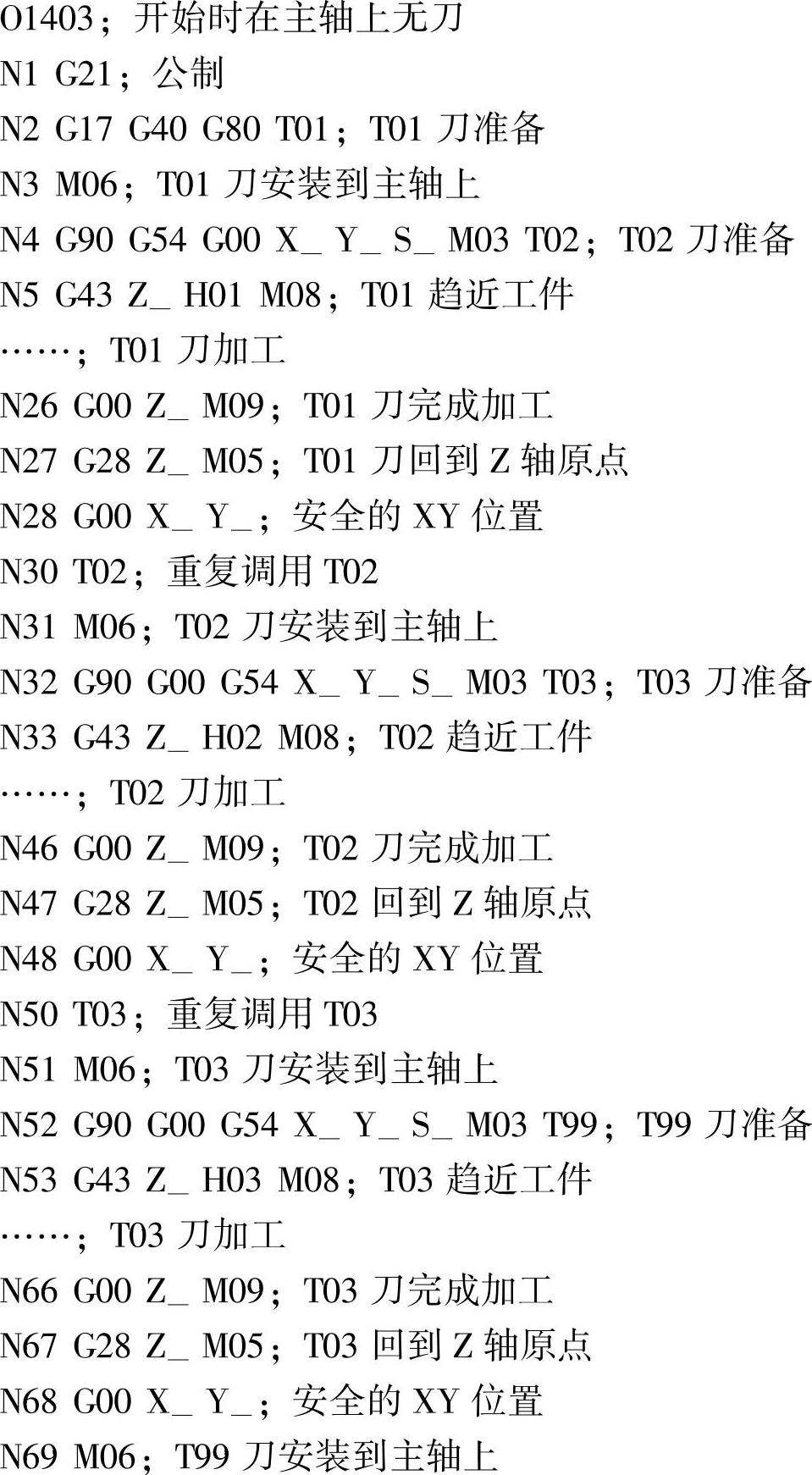
例:主轴上无刀。开始和加工结束时主轴上均无刀的效率,比开始时主轴上安装了第一把刀时要低,因为额外的换刀增加了循环时间。只有一些特定条件下,才选择这种方式。例如,为了释放工件上方可能被刀具占用的空间,以有利于工件的起吊。这种情形的编程格式除了在程序结束时有一额外的换刀以外,与前面的例子没有太大区别。

2.车床的T功能
一般车床使用多边形转塔刀架,通常可以装夹8把、10把、12把刀具。如图4-45所示刀架为八角转塔刀架。
对于CNC车床,刀具功能指令的格式是地址T后接4位数字,这4位数字看成2组,它们有各自的含义,如图4-46所示。
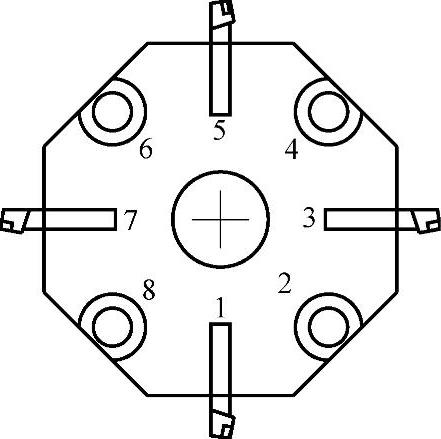
图4-45 八角转塔刀架
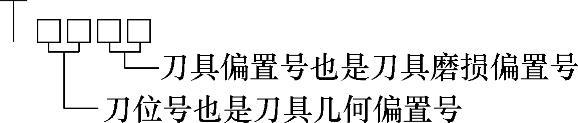
图4-46 车床T功能格式
第一组(第一和第二个数字)控制着刀架位置和几何尺寸偏置。
例:T01xx;选择安装在第1位置上的刀具并激活1号几何尺寸偏置
第二组(第三和第四个数字)控制与所选择刀具一起使用的刀具磨损偏置。
例:Txx01;选择1号磨损偏置寄存器
如果可能的话,习惯上将两组搭配使用,即刀具号与偏置号一致。例如,刀具功能T0101将选择1号刀具、1号几何尺寸偏置以及相应的1号刀具磨损偏置。这种格式很容易记忆,因为只有一个偏置编号与刀具编号相对应。
同一刀具也可以使用两种或者多种不同磨损偏置,在这种情下,必须为同一刀架编号编写两种或者多种不同磨损偏置。
例:T0101;1号转塔刀位,1号几何尺寸偏置以及1号磨损偏置。
例:T0111;1号转塔刀位,1号几何尺寸偏置以及11号磨损偏置。
刀具几何尺寸偏置量是:从刀架处于回零位置开始测量刀位点到工件零点的距离。FANUC数控系统可以提供自动计算和自动填写补偿值的功能。如图4-47所示为刀具几何尺寸偏置的取值。当执行回参考点操作,刀架参考点与机床原点重合后,机床坐标认为是(X0,Z0)。但此时刀位点在工件坐标系的坐标是(X=+22.5×2,Z+120)。
可以这样设想,当机床坐标是(X0,Z0)后,如果把刀位点向X负向再移动2B(直径值),向Z负向再移动A,这样刀位点就到达了工件零点,使得工件坐标为(X0,Z0)。这就是刀具几何尺寸偏置的意义。
对刀测量的操作过程是:当刀具与工件安装后,工件零点、刀位点就有了确定的位置,回参考点后,机床明确了起始位置,然后就可以操作机床,测量工件坐标与机床坐标间的差别。具体对刀测量方法如下。(https://www.xing528.com)
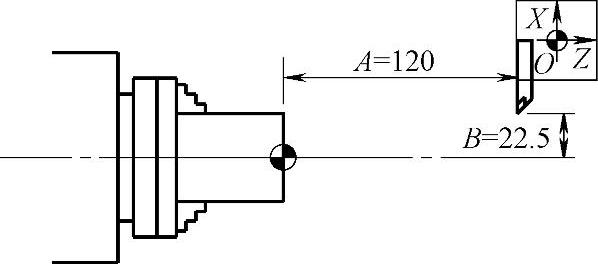
图4-47 刀具几何偏置
① 选择刀具(如:T01),并手动操作试切削工件外圆后,测量当前外圆尺寸(如:ϕ51.020);
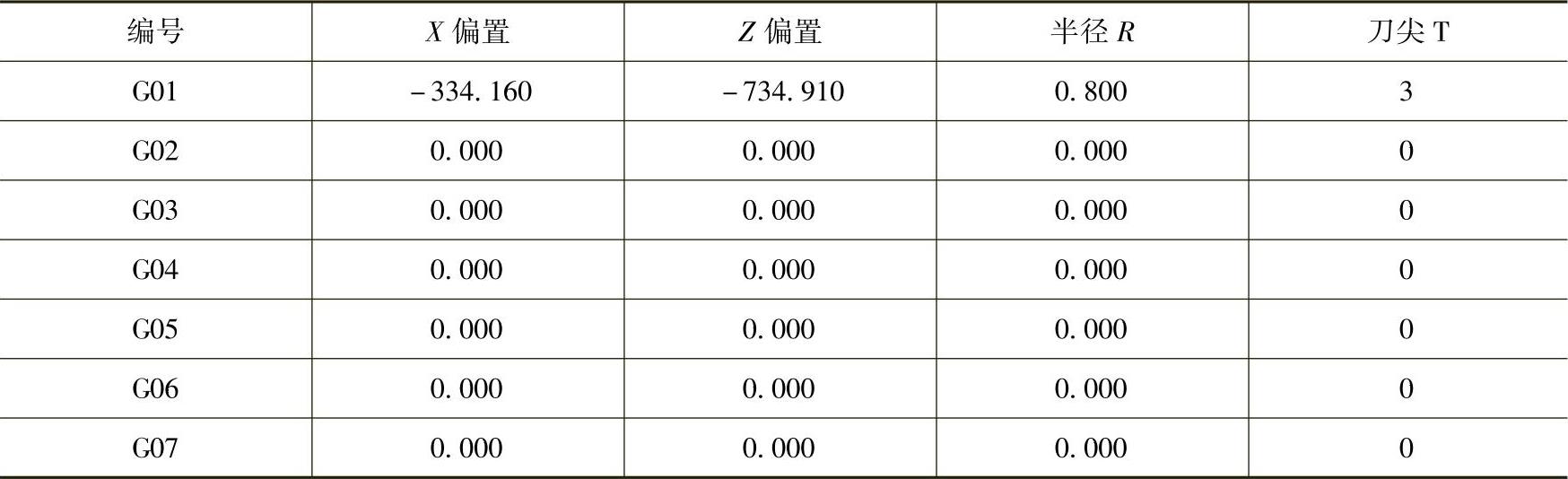
② 按MDI键盘中的<OFFSET SETTING>键,按<补正形状>软键,显示刀具几何尺寸偏置寄存器表,如表4-13所示。
③ 移动光标至指定的偏置号,输入试切后测量的工件外圆尺寸,如:“X51.020”,按<测量>软键,然后系统自动计算出X向刀具相对工件零点的几何尺寸偏置值。
④ 试切端面后输入“Z0”,按<测量>软键后,得出Z向刀具相对工件零点的几何尺寸偏置值。
⑤ 同理设定其他刀具的几何尺寸偏置值。
表4-13 几何尺寸偏置表
在CNC车床上,磨损偏置适用于刀具在Z向和X向位置偏差的调整和补偿,或是对刀具磨损后引起的偏差补偿,或是用来调整同一刀架上的刀具刀位点相对基准刀刀位点间的位置偏差。
磨损偏置的值就是调整刀具刀位点在程序中的值与工件实际测量尺寸值之间的差别。如图4-48所示为刀具磨损偏置的原理,这里为了强调,放大了其比例。表4-14所示为磨损偏置寄存器,形式与几何尺寸形状偏置表一致。
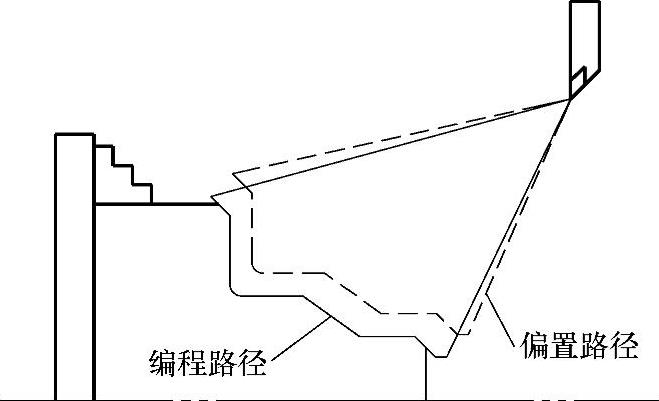
图4-48 应用磨损偏置的刀具轨迹
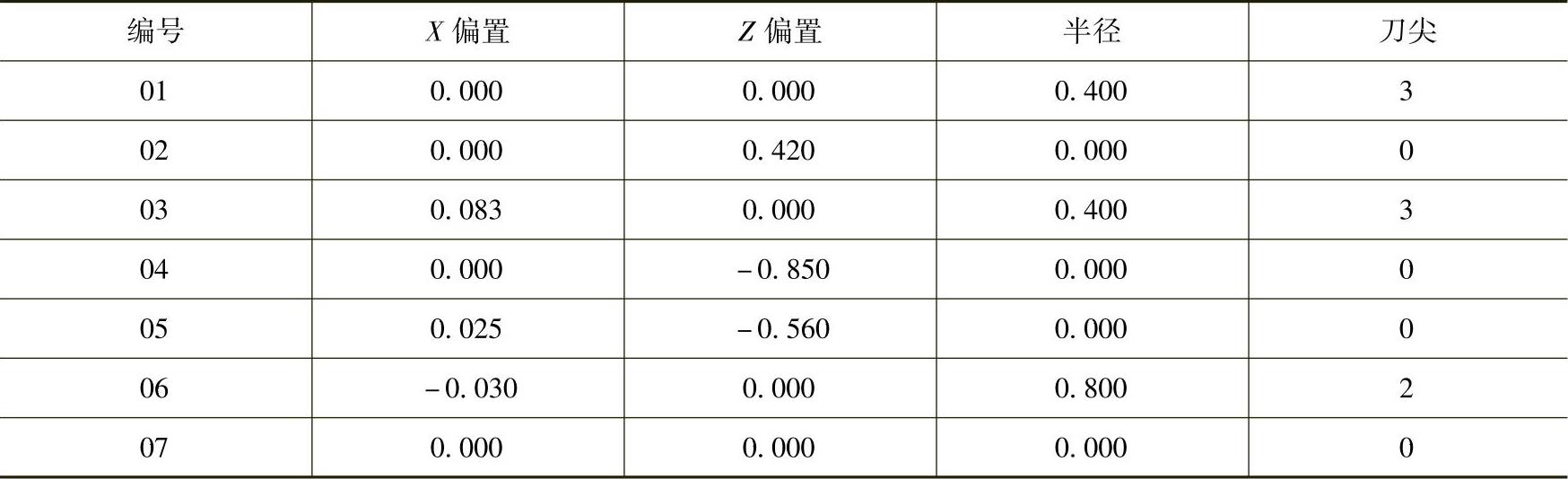
表4-14 刀具磨损偏置表
刀具磨损偏置的应用举例如下。
① 对已经磨损但尚可以继续使用的刀具的调整。已经磨损但尚可以继续使用的刀具,可以不改变程序本身,而只改变刀具的磨损偏置值,即可调整程序编写的刀具轨迹,这就是刀具磨损偏置最基本的应用。
② 应用程序试切削时,对工件实际尺寸调整。通常,一旦设定给定刀具的几何尺寸偏置,该值将不再改变。对工件实际尺寸的调整一般由磨损偏置来完成。例如,ϕ80mm的直径是零件的设计要求,加工工件检测中,测量得到的实际尺寸,如:ϕ80.004,可将微小的值-0.004输入磨损偏置寄存器。这种调整对CNC保证零件的加工质量非常有用。
③ 变换刀片与刀具磨损偏置。由于各种原因,在工作半途变换刀片是很正常的,为了保持良好的切削条件并使尺寸公差符合图样规范。刀片的标准很高,但不同来源的刀片间允许有一定的公差浮动。如果更换刀片,为了确保加工的精确,宜调整磨损偏置。
④ 刀具间相对位置调整。一个数控车床加工程序不可能只由一把刀具完成,如:要用到外圆车刀、螺纹车刀、切断刀等多把刀具。在多把刀具中设定一个基准刀具,对刀时只用基准刀具试切对刀,确定刀具与工件的位置关系,而其他刀具处于工作位置的刀位点与基准刀具处于工作位置的刀位点的偏差可用磨损偏置的方法进行调整。
编写数控车床加工程序时,理论上是将车刀刀尖看成一个点,如图4-49所示的P点就是理论刀尖。但为了提高刀具的使用寿命和降低加工工件的表面粗糙度,通常将刀尖磨成半径不大的圆弧(一般圆弧半径R是0.4~1.6之间),如图4-49所示X向和Z向的交点P称为假想刀尖,该点是编程时确定加工轨迹的点,数控系统控制该点的运动轨迹。然而实际切削时起作用的切削刃是圆弧 ,它们是实际切削加工时形成工件表面的点。很显然假想刀尖点P与实际切削点是不同点,所以如果在数控加工或数控编程时不对刀尖半径进行补偿,仅按照工件轮廓进行编写的程序来加工,势必会产生加工误差。
,它们是实际切削加工时形成工件表面的点。很显然假想刀尖点P与实际切削点是不同点,所以如果在数控加工或数控编程时不对刀尖半径进行补偿,仅按照工件轮廓进行编写的程序来加工,势必会产生加工误差。
用圆头车刀进行车削加工时,实际切削点A和B分别决定了X向和Z向的加工尺寸。车削圆柱面或端面(它们的素线与坐标轴Z或X平行)时,P点的轨迹与工件轮廓线重合;车削锥面或圆弧面(它们的素线与坐标轴Z或X不平行)时,P点的轨迹与工件轮廓线不重合,因此,下面就车削锥面和圆弧面进行讨论
如图4-50所示,假想刀尖P点沿工件轮廓CD移动,如果按照轮廓线CD编程,用圆角车刀进行实际切削,必然产生CDD1C1的残留误差。因此,实际加工时,圆头车刀的实际切削点要移至轮廓线CD,沿CD移动,这样才能消除残留高度。这时假想刀尖的轨迹CD与轮廓线C1D1在X向相差ΔX,Z向相差ΔZ。设刀具的半径为r,可以求出:
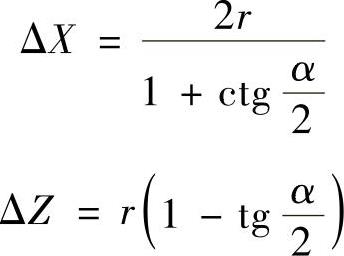
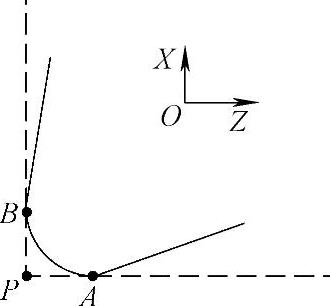
图4-49 假想刀尖
圆头车刀加工圆弧面和加工圆锥面基本相似。如图4-51是加工1/4凸凹圆弧,CD为工件轮廓线,O点为圆心,半径为R,刀具与圆弧轮廓起点、终点的切削点分别为C和D,对应假想刀尖为C1和D1。对图4-51a所示凸圆弧加工情况,圆弧 为假想刀尖轨迹,O1点为圆心,半径为(R+r);对图4-51b所示凹圆弧加工情况,圆弧
为假想刀尖轨迹,O1点为圆心,半径为(R+r);对图4-51b所示凹圆弧加工情况,圆弧 为假想刀尖轨迹,其圆心是O2点,半径为(R-r)。如果按假想刀尖轨迹编程,则要以图中所示的圆弧
为假想刀尖轨迹,其圆心是O2点,半径为(R-r)。如果按假想刀尖轨迹编程,则要以图中所示的圆弧 或
或
有关参数进行程序编写。
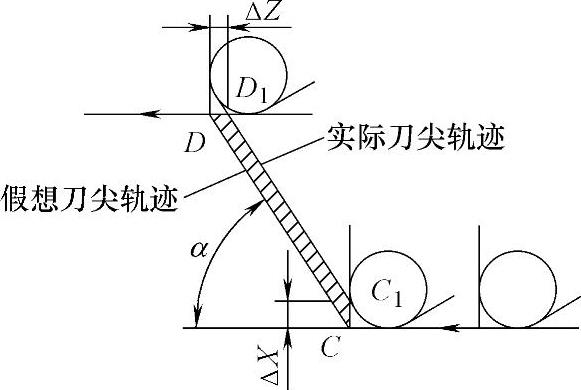
图4-50 圆头车刀加工圆锥面
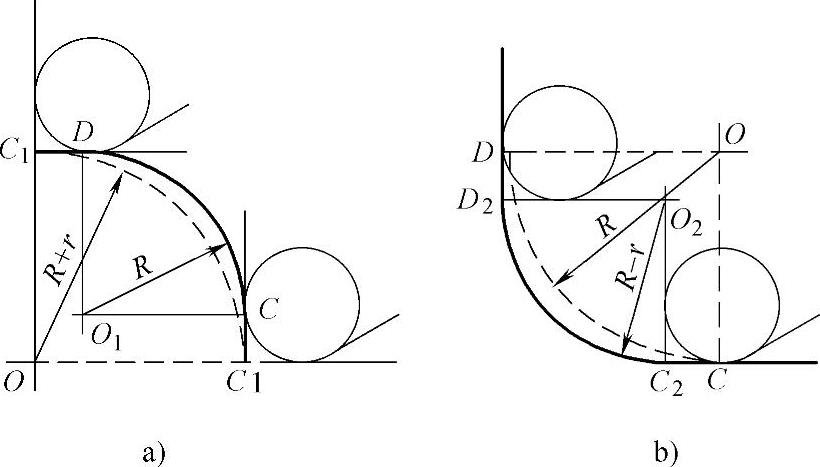
图4-51 圆头车刀加工90°凸凹圆弧
a)凸弧 b)凹弧
现代数控系统一般都有刀尖半径补偿功能(即G41左补偿和G42右补偿功能),对于这类数控车床,编程员可直接根据零件轮廓形状进行编程,编程时可假设刀尖圆角半径为零,在数控加工前必须在数控机床上的相应刀具补偿号输入刀具圆弧半径值,加工过程中,数控系统根据加工程序和刀尖圆弧半径自动计算假想刀尖轨迹,进行刀具圆角半径补偿,完成零件的加工。刀具半径变化时,不需修改加工程序,只需修改相应刀具偏置寄存器中圆弧半径值即可。如表4-12和表4-13所示,刀具偏置寄存器最后两项是R和T,R是刀尖半径值,T是刀尖位置编号。需要注意的是:除了输入刀尖半径外,还应输入假想刀尖相对于圆角中心的位置,T是刀尖位置编号,如图4-52所示。
3.刀具寿命管理功能
刀具寿命管理是指将刀具分为若干组,每组指定相应的刀具寿命(使用时间或使用次数),一把刀具每使用一次,使用时间或使用次数便被从寿命中减去,当刀具寿命到达时,按事先确定的顺序选择本组的下一把刀使用。
数控机床用户往往要求一个刀片只允许加工一定的次数(或时间),超过这个次数便认为该刀片已不再适合继续加工,否则被加工的零件的废品率将增加。显然,刀具寿命管理功能在加工的过程控制中是很有意义的。
下面以FANUC 0i-T系统的数控车床为例介绍刀具寿命管理的具体应用。
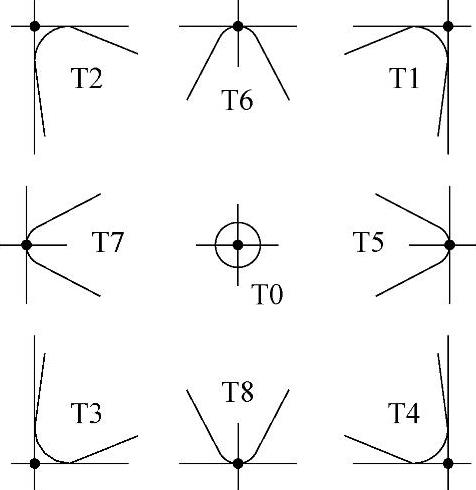
图4-52 假想刀尖位置编号
(1)参数设定
参数:8132#0=1;使用刀具寿命管理
参数:6800#1=0;16组,每组刀具数16
参数:6800#2=0;刀具寿命使用次数定义
2)指令格式及应用
为了将刀具寿命管理数据存入CNC的存储器,必须执行记录刀具寿命管理数据的程序。在EDIT方式编辑如下格式的刀具寿命管理程序。
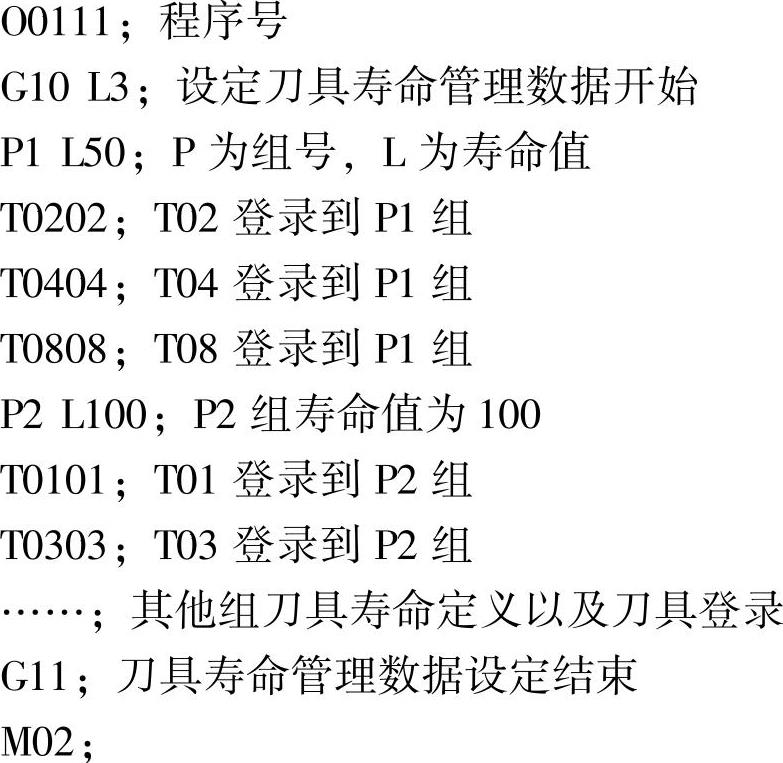
该程序定义了2组刀具:01组使用02、04和08号刀,使用寿命为各50次,即01组刀的总寿命为150次;02组刀的使用寿命为各100次。
在MEM方式启动并运行该程序,刀具寿命管理数据便保存在CNC存储器的刀具寿命数据区,数据可以在“偏置/设定”画面下的“刀具寿命”子画面查看。
在零件加工程序中,用T△△99结束当前使用的刀具组,开始△△组的刀具。用T△△88取消△△组的刀具偏置。加工程序举例如下。
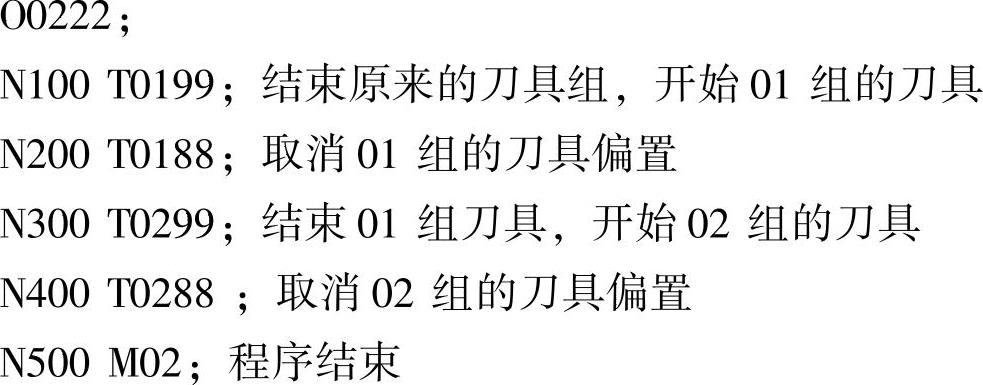
执行O0222程序1次,刀具寿命管理数据画面01组中T0202前便会出现一个@。执行O0222程序50次T0202的刀具寿命到。执行O0222程序第51次时,选择01组的T0404的刀具继续加工,01组中0202前的@变为*号,如图4-53所示。执行O0222程序第101次,选择01组的T0808的刀具继续加工。执行O0222程序第150次后,01组的所有刀具的寿命到,CNC发出刀具更换信号TLCH(F64.0),通知操作工更换刀具。换完刀,操作工应复位01组的刀具数据:将光标移到需要复位的组号处,依次按<操作>→<清除>→<执行>软键,这时该组的所有执行数据被一起清除(包括*、@和#)。
这里需要注意的是,如果01组的T0404的加工寿命没有到,但刀具已经破损,显然没法继续加工。这时,就需要接通刀具跳过信号TLSKP(G48.5),并更换下一把刀具继续加工。
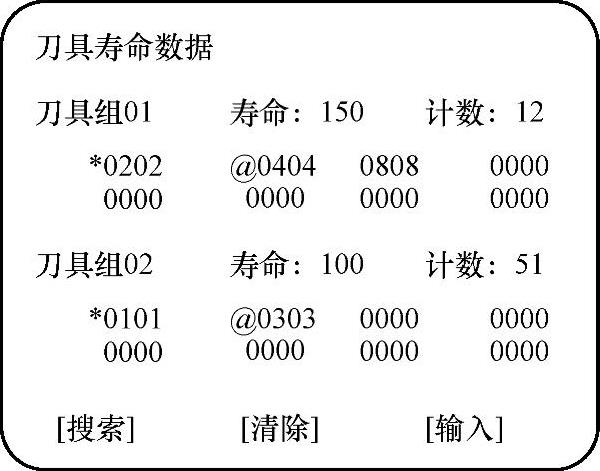
图4-53 刀具寿命管理数据画面
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。