



控制刀具移动速度的功能称为进给功能。有下述两种进给功能。
① 快速移动。指定定位G00指令时,刀具以CNC参数设定的快速移动速度移动。
② 切削进给。刀具以程序中指定的切削进给速度移动。
1.快速移动
通过指定定位G00指令,可以快速移动决定刀具的位置。对每个轴的快速移动速度是用参数来设置的(如:FANUC-0i系统,参数号为1420),因此,不需要通过程序指定。
对于快速移动速度,通过利用机床操作面板上的开关,可应用4档倍率:F0、25%、50%、100%。其中F0是一固定的速度,用参数进行设定(FANUC-0i系统中参数号为No.1421)。
2.切削进给
切削运动可能是刀具的进给运动(例如,钻削和铣削),也可能是工件的进给运动(车床操作中),或者是其他的运动(火焰切削、激光切削、高压水加工、电火花加工等)。切削进给率就是刀具在切削运动中切除材料的进给速度。CNC程序中使用进给指令F代码指定切削进给率。
CNC程序中使用两种类型进给率:每分钟进给和每转进给,见表4-11。
通常,CNC机床可以使用任何一种进给模式进行编程。实际上,每分钟进给模式在加工中心中更为常见,而每转进给模式则通常用在车床上。
在加工中心和车床上使用的G代码有着明显的区别。
每分进给的主要优点是它不依赖于主轴转速,F代码的值表示切削刀具每分钟进给的距离,该值是模态的,只能由另一个F代码取消。每分进给的单位为in/min或mm/min。例如,在英制系统中,F15.5表示15.5in/min的进给率;在公制系统中,F250表示250mm/min的进给率。
表4-11 进给率类型

对于CNC车床,则通常使用每转进给,F代码的值表示主轴旋转一圈切削刀具的进给距离,该值是模态的,只能由另一个F代码取消。每转进给的单位为in/r或mm/r。例如,在英制系统中,F15.5表示15.5in/r的进给率;在公制系统中,F250表示250mm/r的进给率。
3.准确停止G09/G61
切削进给中,希望在工件的拐角处留出尖锐的边缘时,可以通过准确停止指令控制程序段在移动指令终点减速,执行到位检测,当进给已经到位时,才开始下一个程序段的移动,如图4-39所示。
① 准确停止指令G09。它是非模态指令,即在每个需要它的程序段中都要进行重复编写。(https://www.xing528.com)
② 准确停止方式G61。它的功能与G09相同,其区别是该指令是模态指令,它会一直有效,直到切削方式指令G64将之取消。
4.自动拐角倍率G62
指令G62时,在刀具半径补偿过程中,在内拐角和内圆弧使刀具的移动自动地减速,使拐角处的单位时间的切削量不会增大,可以减轻刀具的负荷,由此得到光洁的切削面。G62是模态指令,可通过准确停方式G61、攻螺纹方式G63或者切削方式G64取消。
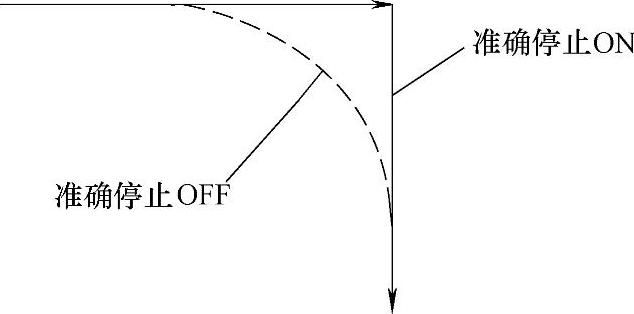
图4-39 准确停止
5.攻螺纹方式G63
指令G63时,忽略进给速度倍率,始终被视为100%,进给暂停也成为无效。此外,切削进给指令中,刀具在各程序段的终点不予减速地移动到下一个程序段。G63是模态指令,可通过准确停方式G61、自动拐角倍率G62或者切削方式G64取消。
6.切削方式G64
指令G64时,在其以后的切削进给指令中,刀具在各程序段的终点不予减速地移动到下一个程序段。G64是模态指令,可通过准确停方式G61、自动拐角倍率G62或者攻螺纹方式G63取消。但是,即使是G64方式,处在定位方式(G00,G60)时,或者指令了准确停止检测(G09)的程序段、或者在下一个程序段中指令了没有移动指令的程序段等中,在进给速度成为零之前,应用减速并执行到位检测。
7.暂停指令G04
暂停指令是应用在程序处理过程中有目的的时间延迟。在程序指定的这段时间内,所有轴的运动都将停止,但不影响所有其他的程序指令和功能。超过指定的时间后,控制系统将立即从包含暂停指令程序段的下一程序段重新开始处理程序。
加工过程中使用暂停指令有很多原因,如:用于钻孔、扩孔、凹槽加工或切断工件时的排屑,或用于车削和钻孔时消除切削刀具在工件上的加工痕迹。
暂停指令的另一个常见应用是在某些辅助功能后,如:棒料进料器、尾架、套筒、工件夹紧等。程序中的暂停时间能保证彻底完成某一特定的M功能,如:尾架操作。
暂停指令G04中指定暂停时间的正确地址是X、P或U(U仅用于CNC车床)。P地址不允许使用小数点,时间单位为毫秒。X和U地址允许使用小数点编程,时间单位为秒。
G04 X2.0;暂停2s
G04 P2000;暂停2s
G04 U2.0;暂停2s
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。