



切削用量包括切削速度、进给率和背吃刀量3个要素。
合理选择切削用量对于发挥数控机床的最佳效益有着至关重要的关系。选择切削用量的原则是:粗加工时,一般以提高生产率为主,但也应考虑经济性和加工成本;半精加工和精加工时,应在保证加工质量的前提下,兼顾切削效率、经济性和加工成本。具体数值应根据机床说明书、刀具说明书、切削用量手册,并结合经验而定。
1.背吃刀量
背吃刀量αp指主刀刃与工件切削表面接触长度在主运动方向和进给运动方向所组成平面的法线方向上测量的值。
对于外圆车削,背吃刀量αp(mm)等于工件已加工表面与待加工表面间的垂直距离,即
式中,dw是工件待加工表面的直径(mm);dm是工件已加工表面的直径(mm)。
对于平面刨削,背吃刀量也是工件待加工表面与已加工表面间的垂直距离。
钻孔加工的背吃刀量为钻头的直径。
2.进给率
进给率就是刀具切入工件材料的速度。在编程时,用F表示进给率,其单位可以是mm/min,也可以是mm/r。分别称之为每分进给和每转进给。它们可通过如下公式进行换算:
每分进给(mm/min)=每转进给(mm/r)×主轴转速(r/min)
(1)车削进给率
硬质合金刀具广泛用于车削加工中,刀具制造商提供的进给率推荐值如表4-1所示。
表4-1 车削中的典型进给率 (单位:mm/r)

当使用恒表面速度切削时,使用每转进给,以保持恒定的进给率。
(2)铣削加工的进给率(https://www.xing528.com)
铣刀制造商提供的进给率单位通常为mm/r,mm/min或mm/齿。如果进给率单位为mm/r或mm/min,则说明该刀具为特种刀具,不能用于一般加工。举一个简单的例子,两平面铣刀直径相同,但一把刀上有5个切削刃,另一把刀上有6个切削刃,当两把刀都以推荐的每转进给量加工时,齿数较少的刀具每齿切削量必然比齿数多的刀具每齿切削量大,所以对一般的刀具,单位为mm/齿更为合适。当需要换算成每转进给量时,可使用下述公式:
每转进给率(mm/r)=每齿进给率(mm/齿)×齿数
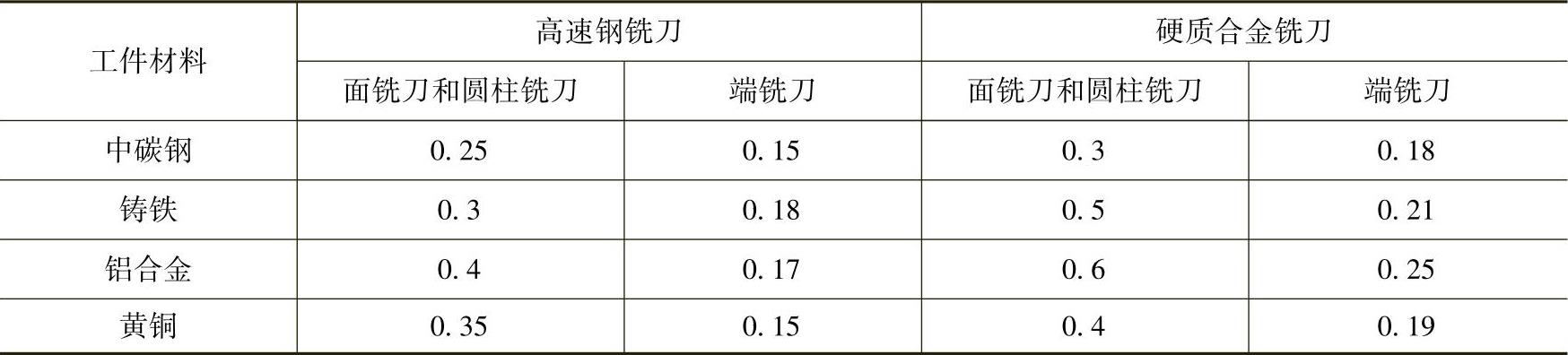
铣削中的典型进给率如表4-2所示。
表4-2 铣削中的典型进给率 (单位:mm/齿)
(3)钻削进给率
加工小孔通常使用高速钢钻头,由于直径较小的钻头易于破碎,故进给率与钻头直径相关,其典型数据如表4-3所示。
表4-3 高速钢钻头的一般进给率

少数硬质合金刀具是将硬质合金刀片焊接在中碳钢刀杆上,多数则是将刀片装夹在刀杆上,这样的刀具适合钻尺寸较大的孔,这类刀具的进给率与同尺寸的面铣刀相同。钻小孔用的硬质合金刀具则为整体式,一般造价较高。
3.切削速度
切削速度Vc指切削刃上选定点相对于工件或刀具主运动的瞬时线速度,也称表面切削速度。由公式计算Vc(m/min)
式中,d是切削刃上选定点处所对应的工件或刀具的回转直径(mm);n是工件或刀具的转速(r/min)。
表4-4列举了一般加工条件下的切削速度,在实际应用中,精加工可适当增大切削速度,粗加工则适当减小。
表4-4 表面切削速度 (m/min)

免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。