



1.刀库的功能
刀库的功能是用来贮存加工刀具及辅助工具。加工中心自动换刀多采用刀库式自动换刀装置。带刀库的自动换刀系统由刀库和刀具交换机构组成。整个换刀过程较为复杂,首先把加工过程中需要使用的全部刀具分别安装在标准的刀柄上,在机外进行尺寸预调整之后,按一定的方式放入刀库,换刀时先在刀库中进行选刀,并由刀具交换装置从刀库和主轴上取出刀具。在进行刀具交换之后,将新刀具装入主轴,把旧刀具放入刀库。存放刀具的刀库具有较大的容量,它既可安装在主轴箱的侧面或上方,也可作为单独部件安装到机床以外。
2.刀库的形式
常见的刀库形式有3种:
1)圆盘刀库。圆盘刀库,其中最常见的形式有刀具轴线与圆盘轴线平行式布局,如图3-40a所示,和刀具轴线与圆盘轴线倾斜式布局,如图3-41a所示。
这种形式的刀库因结构简单紧凑,在中小型加工中心上应用较多。但因刀具为单环排列,空间利用率较低,而且刀具长度较长时,容易与工件、夹具干涉。另外,大容量的刀库外径比较大、转动惯量大、选刀时间长,因此,这种刀库形式一般适用于刀库容量不超过24把的场合。
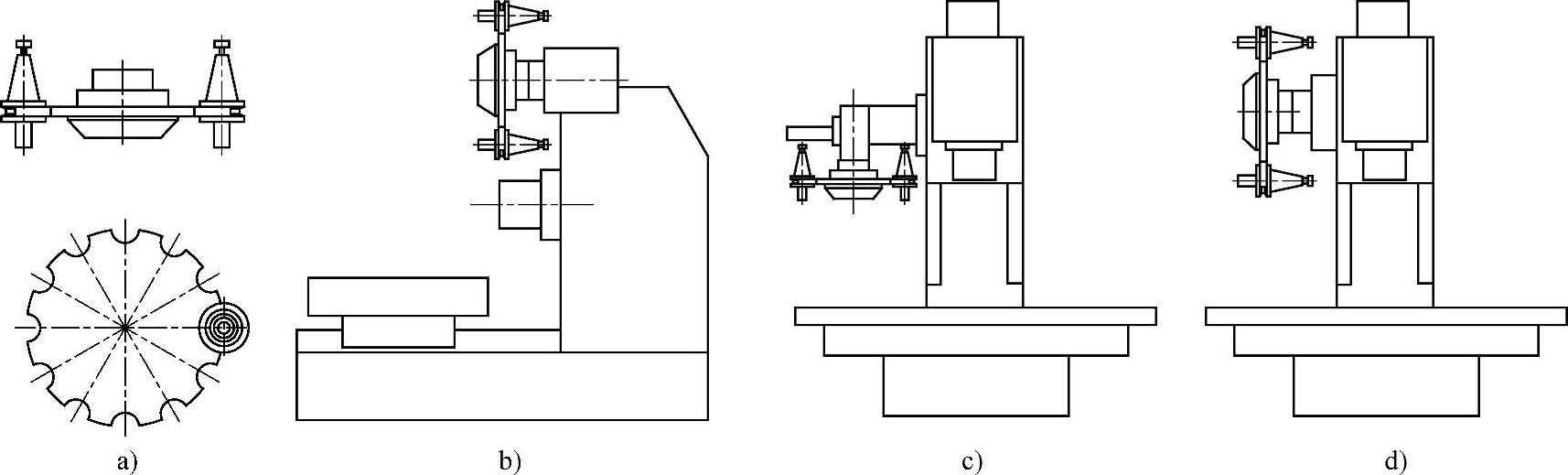
图3-40 刀具轴线与圆盘轴线平行的圆盘刀库布局
图3-40b和图3-40c分别为刀具轴线与圆盘轴线平行的圆盘式刀库在立式及卧式加工中心上的典型布局。在图3-40b中,刀库置于卧式主轴的机床顶部,刀库中的刀具安装不妨碍操作,并且通过主轴的上下运动,结合刀库的前后运动,即能实现换刀。不需要机械手,就可以对主轴直接进行换刀。在图3-40c中,刀库置于立式加工中心立柱的侧面,换刀时可以通过刀库的左右运动,结合主轴箱的上下或刀库上下运动,实现与主轴直接进行刀具交换,同样不需要换刀机械手。在图3-40d中,刀库横向置于立式加工中心侧面,允许使用长度较长的刀具,刀库中的刀具也不妨碍操作,换刀速度也较快,但必须通过机械手进行换刀。
图3-41为刀具轴线与圆盘轴线成一定角度的布局形式。图3-41b是这种结构在立式机床上的布局,一般都是以机床的Z轴作为动力,通过机械联动结构,由主轴箱的上下运动完成刀库的摆入、摆出动作,并实现自动换刀,因此,换刀速度极快。但刀具数量较少、刀具尺寸不宜过大、刀具的安装也太不方便,在小型高速钻削中心上使用较多。图3-41c是这种结构采用卧式布局的情况,刀具交换动作类似于数控车床回转刀架动作,通过刀库的抬起、回转、落下、夹紧进行。但由于布局的限制,刀具数量不宜过多,多用于数控组合机床。
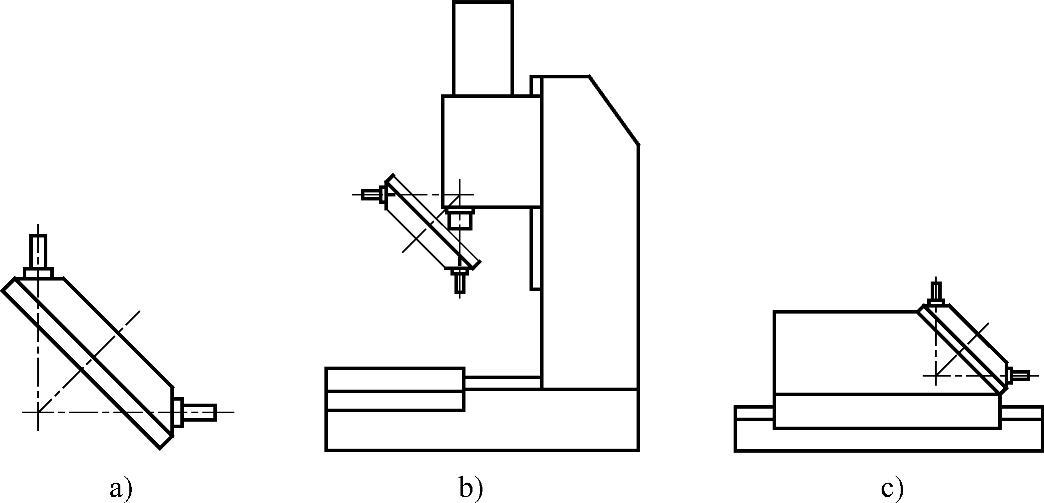
图3-41 刀具轴线与圆盘轴线倾斜的圆盘刀库布局(https://www.xing528.com)
2)链式刀库。链式刀库的优点是结构紧凑、布局灵活、刀库容量大,可以实现刀具的“预选”,换刀时间短。但刀库一般都需要独立安装于机床侧面如图3-42c所示,或顶部如图3-42b所示,占地面积通常较大。另外,由于通常情况下,刀具轴线和主轴轴线垂直,因此,换刀必须通过机械手进行,机械结构比圆盘刀库复杂。
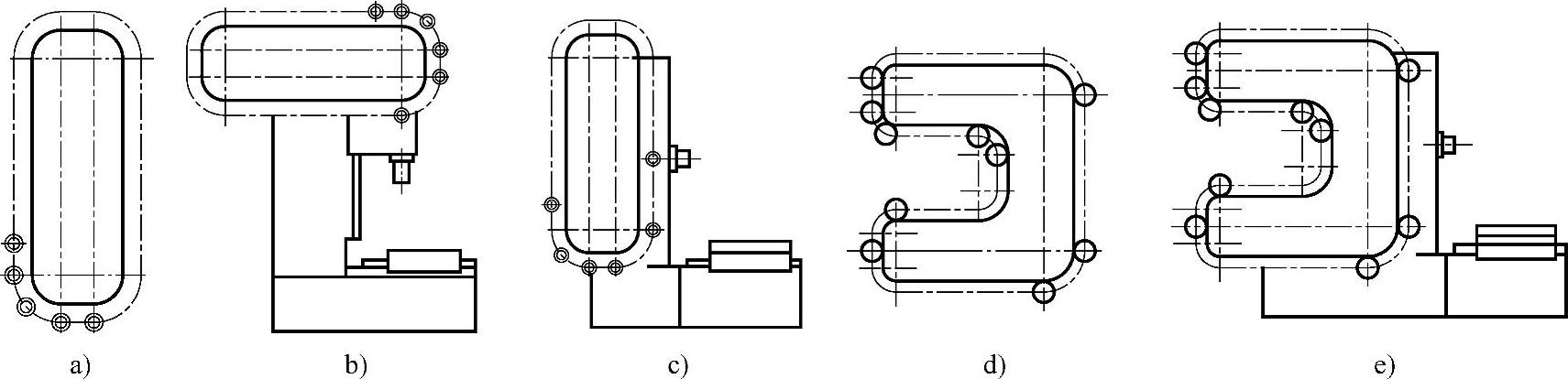
图3-42 链式刀库
在刀库容量较大时,可采用U形布置,如图3-42d、e所示,也可采用多环链式布置,使其外形更加紧凑,占用空间更少。
链式刀库在增加刀库容量时,可通过增加链条长度实现,此时,刀库的运动惯量不会增加太多。
3)格子箱刀库。格子箱刀库,结构紧凑,占地面积小,但选刀和取刀动作复杂,在单机加工中心上较少使用,而FMS的集中供刀系统有采用。
3.刀具的选择方式
加工中心自动换刀系统的控制主要由刀库选刀控制(T指令)和刀具交换(M06指令)组成。目前刀库选刀主要有3种方式:顺序选刀方式、随机选刀方式、固定刀套换刀方式。
①顺序选刀方式。将刀具按加工工序的顺序,依次放入刀库的每一个刀座内,刀具顺序不能搞错。每次换刀时,刀库顺序转动一个刀座的位置,并取出所需要的刀具,已经使用过的刀具放回到原来的刀座内,也可以按顺序放入下一个刀座内。采用这种方式,驱动控制简单、工作可靠,可以直接由刀库的分度机构来实现。其缺点是刀库中刀具在不同工序中不能重复使用,必须增加刀具的数量和刀库的容量,降低了刀具和刀库的利用率。
②随机换刀方式。其特点是刀具号和刀座号对应地记忆在数控系统PLC或PMC的存储器中,不论刀具放在哪个地址,都始终记忆它的踪迹,这样刀具可以任意取出,任意送回。
③固定刀套换刀方式。对刀库各刀座预先编码,每把刀具放入相应刀座之后,就具有了相应刀座的编码,即刀具在刀库中的位置是固定的,用过的刀具必须放回原来的刀座,找刀实际上就是寻找刀套的过程。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。