



由于数控机床进给系统经常处于自动变向状态,反向时如果驱动链中的齿轮等传动副存在间隙,就会使进给运动的反向滞后于指令信号,从而影响其驱动精度。因此,必须采取措施消除齿轮传动中的间隙,以提高数控机床进给系统的驱动精度。
由于齿轮在制造中不可能达到理想齿面的要求,总是存在着一定的误差,因此,两个啮合着的齿轮,总应有微量的齿侧隙才能使齿轮正常地工作。以下介绍的几种消除齿轮传动中侧隙的措施,都是在实践中行之有效的。
1.圆柱齿轮传动
(1)偏心轴套调整法
图3-30所示为简单的偏心轴套式消隙结构。电动机1是通过偏心轴套2装到壳体上,通过转动偏心轴套的转角,就能够方便地调整两啮合齿轮的中心距,从而消除了圆柱齿轮正、反转时的齿侧隙。
(2)锥度齿轮调整法
图3-31是用带有锥度的齿轮来消除间隙的机构。在加工齿轮1和2时,将假想的分度圆柱面改变成带有小锥度的圆锥面,使其齿厚在齿轮的轴向稍有变化(其外形类似于插齿刀)。装配时只要改变垫片3的厚度就能调整两个齿轮的轴向相对位置,从而消除了齿侧间隙。但是,如果增大圆锥面的角度,则将使啮合条件恶化。
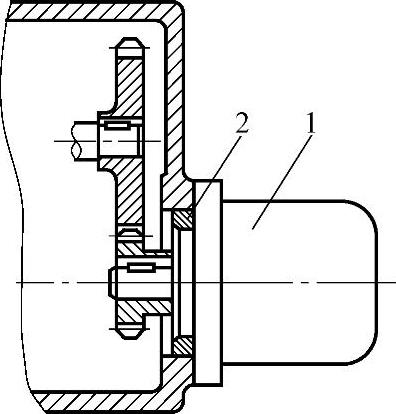
图3-30 偏心轴套式消除间隙结构
1—电动机 2—偏心轴套
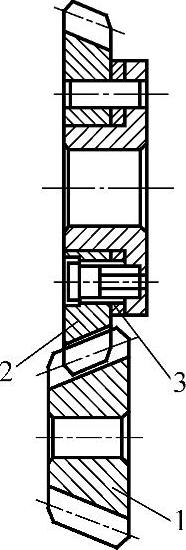
图3-31 带锥度齿轮的消除间隙结构
1、2—齿轮 3—垫片
以上两种方法的特点是结构简单,但齿侧隙调整后不能自动补偿。
(3)双向薄齿轮错齿调整法
采用这种消除齿侧隙的一对啮合齿轮中,其中一个是宽齿轮,另一个由两相同齿数的薄片齿轮套装而成,两薄片齿轮可相对回转。装配后,应使一个薄片齿轮的齿左侧和另一个薄片齿轮的齿右侧分别紧贴在宽齿轮的齿槽左、右两侧,这样错齿后就消除了齿侧隙,反向时不会出现死区。图3-32为圆柱薄片齿轮可调拉簧错齿调整结构。(https://www.xing528.com)
在两个薄片齿轮1和2的端面均匀分布着4个螺孔,分别装上凸耳3和8。齿轮1的端面还有另外4个通孔,凸耳8可以在其中穿过。弹簧4的两端分别钩在凸耳3和调整螺钉7上,通过螺母5调节弹簧4的拉力,调节完毕用螺母6锁紧。弹簧的拉力使薄片齿轮错位,即两个薄片齿轮的左右齿面分别紧贴在宽齿轮齿槽的左右齿面上,从而消除了齿侧间隙。
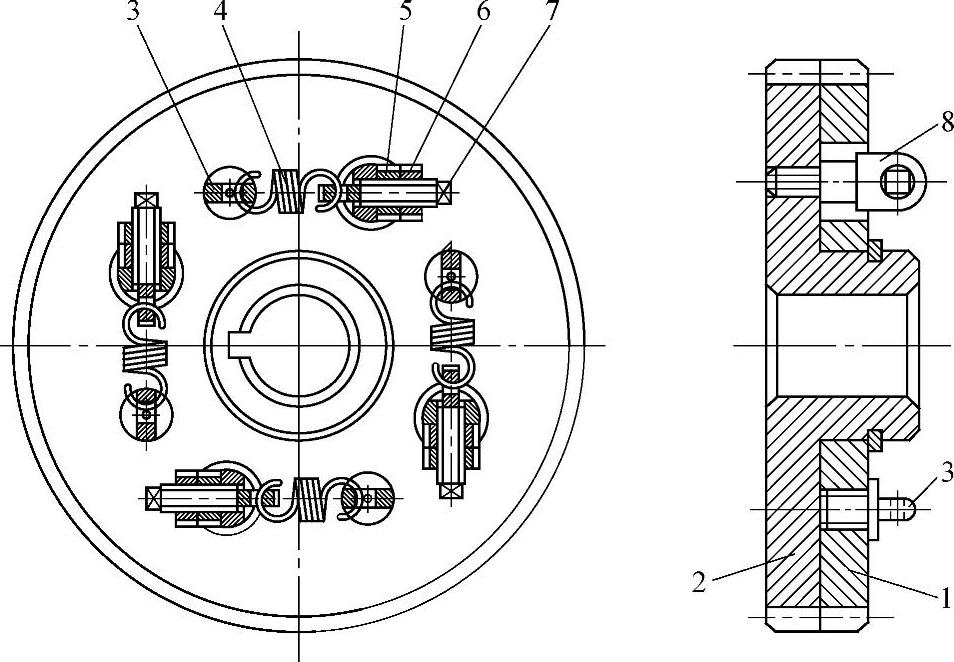
图3-32 圆柱薄片齿轮可调拉簧错齿调整结构
1、2—齿轮 3、8—凸耳 4—弹簧 5、6—螺母 7—螺钉
2.斜齿轮传动
斜齿轮传动齿侧隙的消除方法基本上与上述错齿调整法相同,也是用两个薄片齿轮和一个宽齿轮啮合,只是在两个薄片斜齿轮的中间隔开一小段距离,这样它的螺旋线便错开了。图3-33是垫片错齿调整法,薄片齿轮由平键和轴连接,互相不能相对回转。斜齿轮1和2的齿形拼装在一起加工。装配时,将垫片厚度增加或减少Δt,然后再用螺母拧紧。这时两齿轮的螺旋线就产生了错位,其左右两齿面分别与宽齿轮的齿面贴紧,从而消除了间隙。垫片厚度的增减量Δt可以用下式计算:
Δt=Δcosβ
式中,Δ是齿侧间隙;β是斜齿轮的螺旋角。
垫片的厚度通常由试测法确定,一般要经过几次修磨才能调整好,因而调整较费时,且齿侧隙不能自动补偿。
图3-34是轴向压簧错齿调整法,其特点是齿侧隙可以自动补偿,但轴向尺寸较大,结构不紧凑。
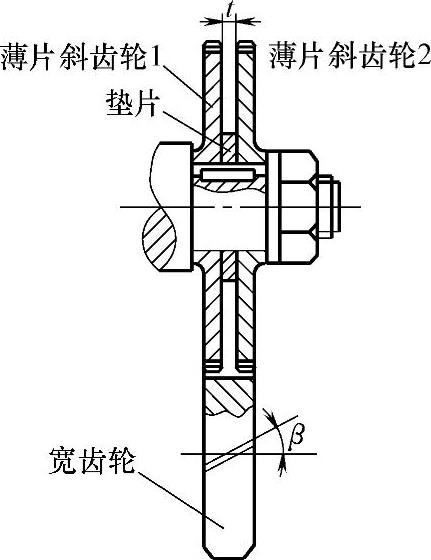
图3-33 斜齿薄片齿轮垫片错齿调整法
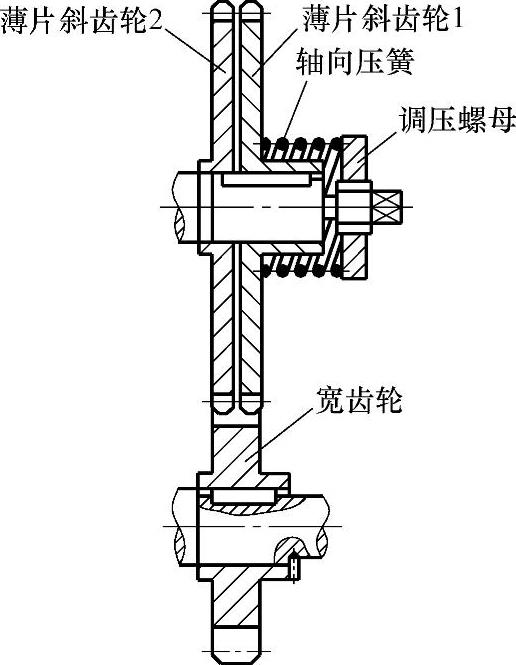
图3-34 斜齿薄片齿轮轴向压簧错齿调整法
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。