



1.大板式结构
大板式结构CNC系统的CNC装置可由主电路板、轴控制板、PMC板、图形控制板和电源板单元等组成。主电路板是大印制电路板,其他电路是小印制电路板,它们插在大印制电路板上的插槽内而共同构成CNC装置。图2-4为一种典型大板式结构数控系统结构图。
FANUC-6MB系统采用的就是这种大板式结构,其结构示意图如图2-5所示。图中主板(大印制电路板)上有控制核心电路、位置控制电路、纸带阅读机接口、3个轴脉冲编码器反馈输入接口和速度控制量输出接口、手摇脉冲发生器接口、I/O扩展板接口和6个小印制电路板的插槽。
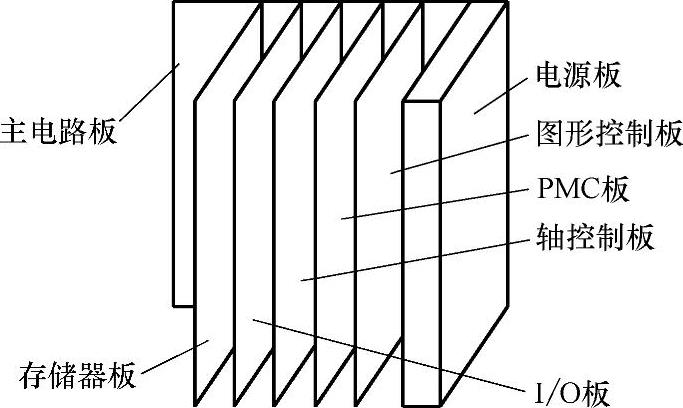
图2-4 大板式结构示意图
控制核心电路为微机基本系统,由CPU、存储器、定时和中断控制电路等组成。存储器包括ROM和RAM,ROM(常用EPROM)用于固化数控系统软件,RAM用于存放可变数据,如:堆栈数据和控制软件暂存数据,对数控加工程序和系统参数等可变数据存储区域具有掉电保护功能,如:磁泡存储器和带电池的RAM,当主电源不供电时,能保持其信息不丢失。6个插槽内分别可插入用于保存数控加工程序的磁泡存储器板、附加轴控制板、CRT显示器显示控制和I/O接口、控制用ROM板、PMC板及当位置反馈传感元件采用旋转变压器或感应同步器时的旋变/感应同步器控制板。
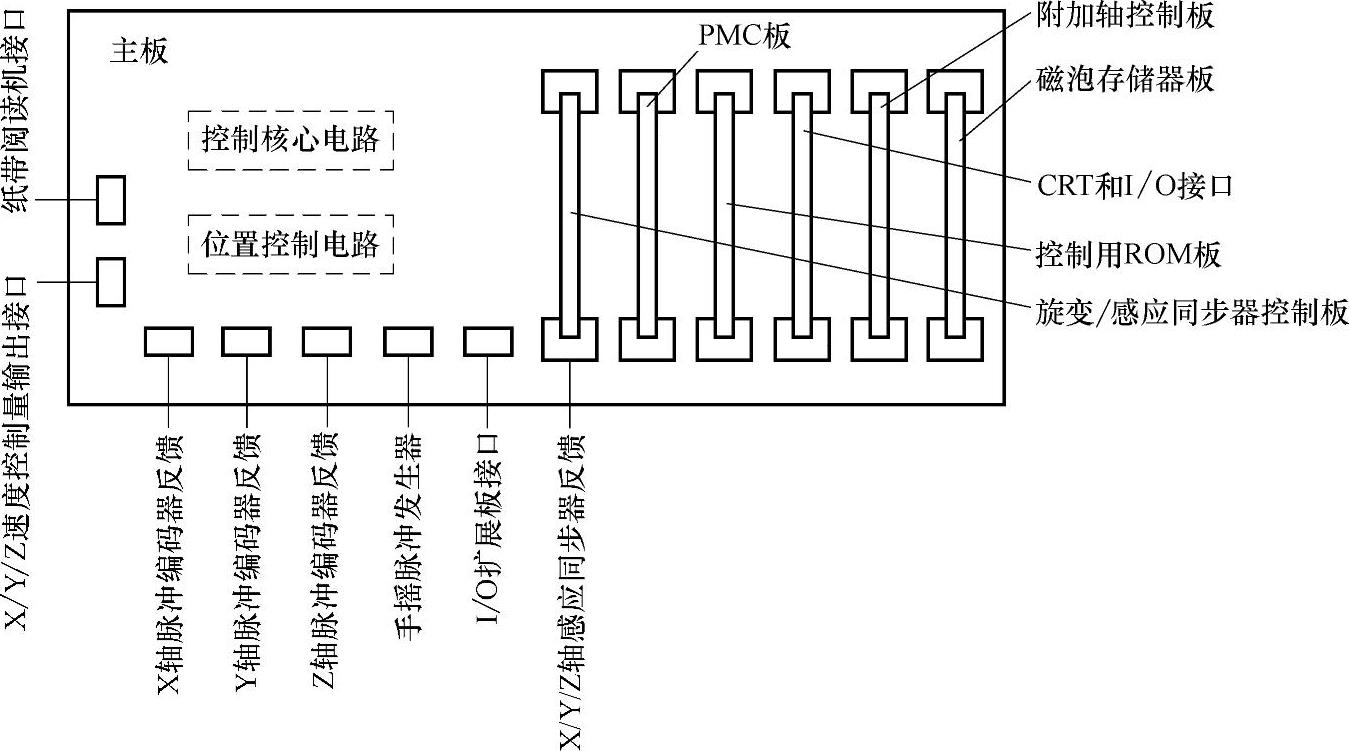
图2-5 FANUC-6MB结构示意图
2.功能模块式结构(https://www.xing528.com)
在采用功能模块式结构的CNC装置中,将整个CNC装置按功能的不同划分为若干个模块,硬件和软件的设计都采用模块化设计方法,即每一个功能模块被做成尺寸相同的印制电路板(称为功能模板),相应功能模块的控制软件也模块化。用户只需按需要选用各种控制单元母板及所需功能模板,并将各功能模板插入控制单元母板的槽内,就搭成了自己需要的CNC系统控制装置。
CNC装置中有以下6种基本功能模块。
①CNC管理模块。用于管理和组织整个CNC系统的工作,主要包括初始化、中断管理、总线裁决、系统出错识别和处理、系统软硬件诊断等功能。
②CNC插补模块。主要是完成插补前的预处理,如:对零件程序的译码、刀具半径补偿、坐标位移量计算、进给速度处理等;进行插补计算,为各个坐标提供位置给定值。
③位置控制模块。用来进行位置给定值与检测器测得的位置实际值的比较,进行自动加减速、回基准点、伺服系统滞后量的监视和漂移补偿,最后得到速度控制的指令值,以便驱动进给电动机。
④存储器模块。存储器模块为程序和数据的主存储器,或为功能模块间进行数据传送的共享存储器。
⑤PLC模块。它对零件程序中的开关功能和机床来的信号进行逻辑处理,实现机床电气与设备的起、停,刀具交换,主轴旋转,转台分度,加工零件和机床运转时间的计数,以及各功能、操作方式间的联锁等。
⑥指令、数据的输入输出及显示模块。这个模块包括零件程序、参数和数据,各种操作命令的输入输出及显示所需要的各种接口电路,如:纸带阅读机接口、穿孔机、电传机接口、打印机接口、键盘、CRT显示器接口、通信接口等。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。