



(1)车床夹具的特点及设计要求
1)车床主要用于加工零件的内、外圆柱面,圆锥面,回转成形面,螺纹表面,以及相应的端平面等。上述各种表面都是围绕机床主轴的旋转轴线而形成的。根据这一加工特点,夹具的定位基准必须保证工件被加工孔或外圆的轴线,与机床主轴的回转轴线重合。
2)夹紧力的大小、方向和作用点,除应按本节“对夹紧装置的基本要求”所述要点外,还应保证夹紧机构应有足够的刚度,使在承受夹紧力和切削力时不致变形,或使夹具上的作用力和反作用力成封闭系统,也称自身夹紧。
3)对夹具结构的要求
①夹具结构力求简单、紧凑、轻便。夹具体最好为圆柱形,其轮廓尺寸、悬伸长度和重量要求尽量减小,并应便于装卸测量工件,操作方便。
②夹具结构应保证切屑能顺利排出,并便于清理。
③夹具体的最大外圆应具有校准回转中心的环槽基面,以备重新安装时找正用。
④车床夹具工作时,应保证在平衡状态下回转,以免机床主轴轴承磨损,以及加工时产生振动。夹具平衡一般采用配重装置,其配重最好不伸出圆柱形夹具体,不高出加工部位。
⑤为了保证安全,夹具与主轴的连接应有防松装置,如图1-18所示装置中的轴用钢丝挡圈。
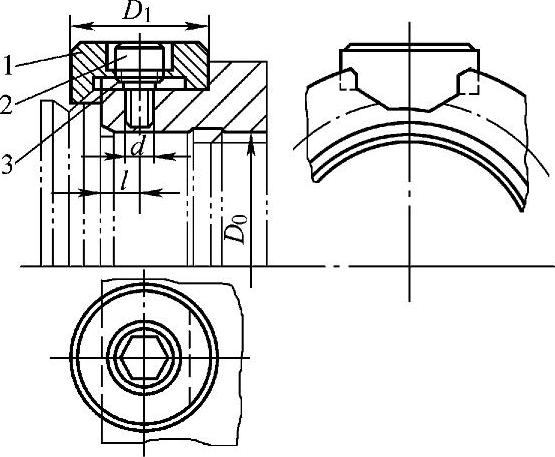
图1-18 机床主轴与过渡盘保险装置
1—保险垫圈 2—螺钉 3—轴用钢丝挡圈
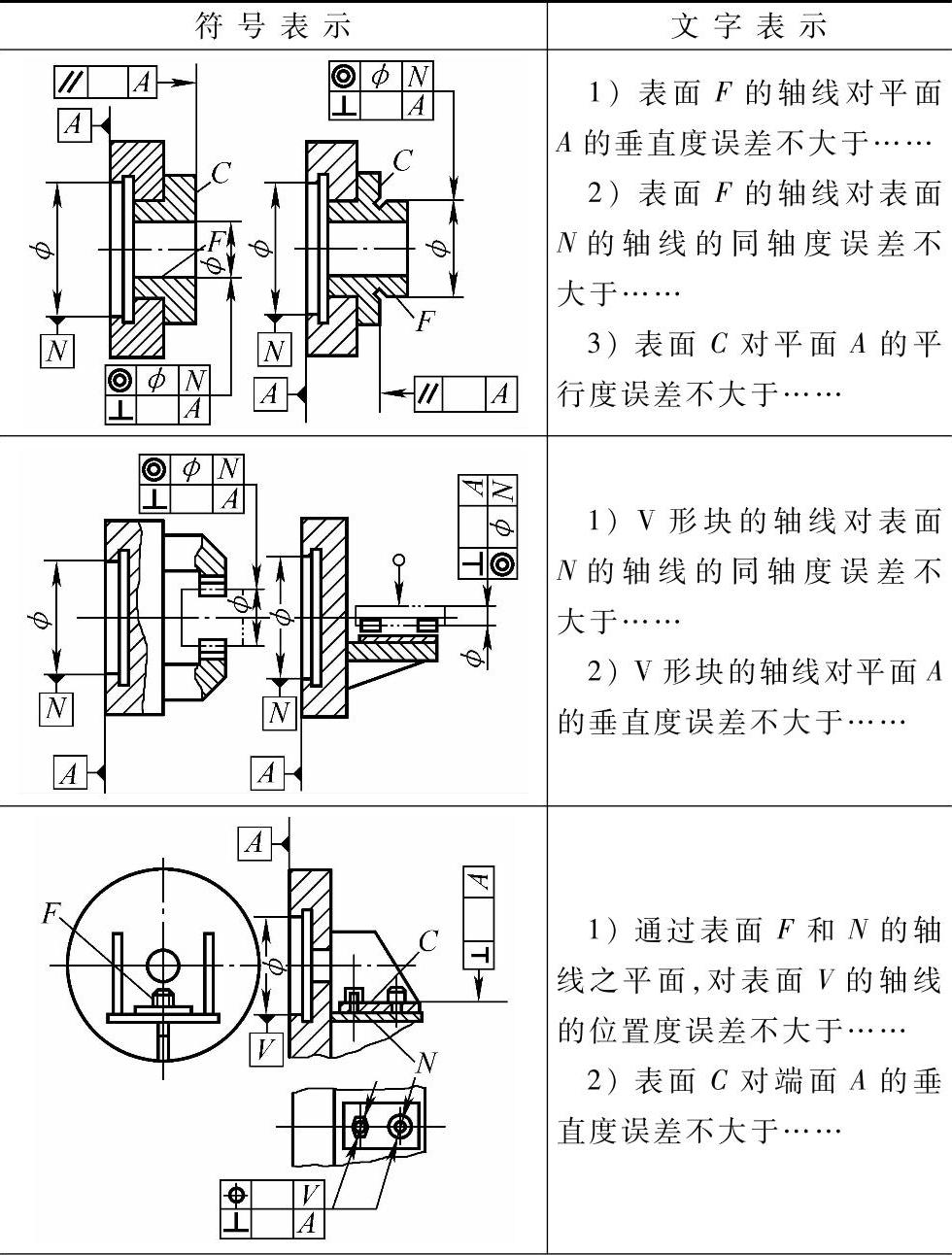
(2)车床夹具典型结构的技术要求(表1-25)
表1-25 车床夹具典型结构技术要求

(续)
(续)

(续)

注:表中“不大于……”表示具体值要根据设计要求而定。
(3)车床夹具类型结构举例
1)心轴类
①胀力心轴(图1-19)。这种心轴是依靠材料弹性变形所产生的胀力来固定工件,装卸方便,加工精度高,使用比较广泛。胀力心轴一般直接安装在机床主轴孔中,适用于内孔定位加工外圆。

图1-19 胀力心轴
②弹性定心夹紧心轴(图1-20)。莫氏锥柄装于主轴锥孔内,可车削外圆及端面。工件以内孔和端面在心轴1上预定位。拧动螺母4,通过压环3使碟形弹簧2受压变形而外胀,将工件定心、夹紧。结构简单,装卸工件方便。
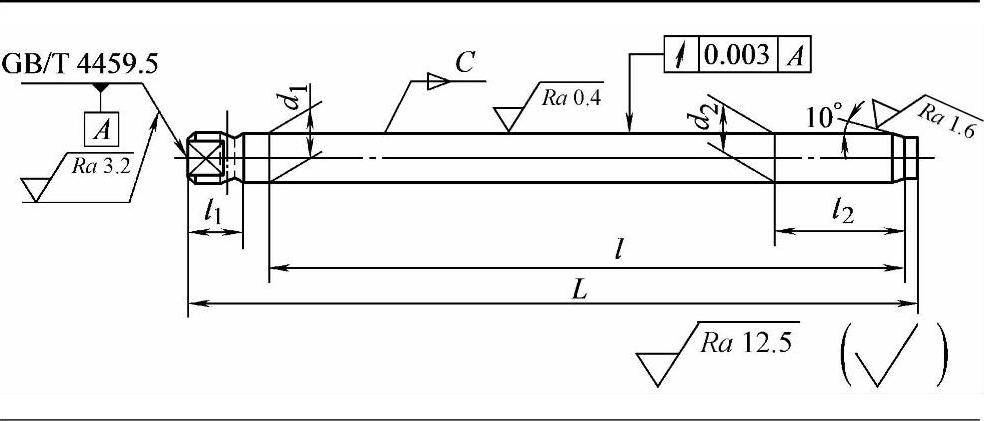
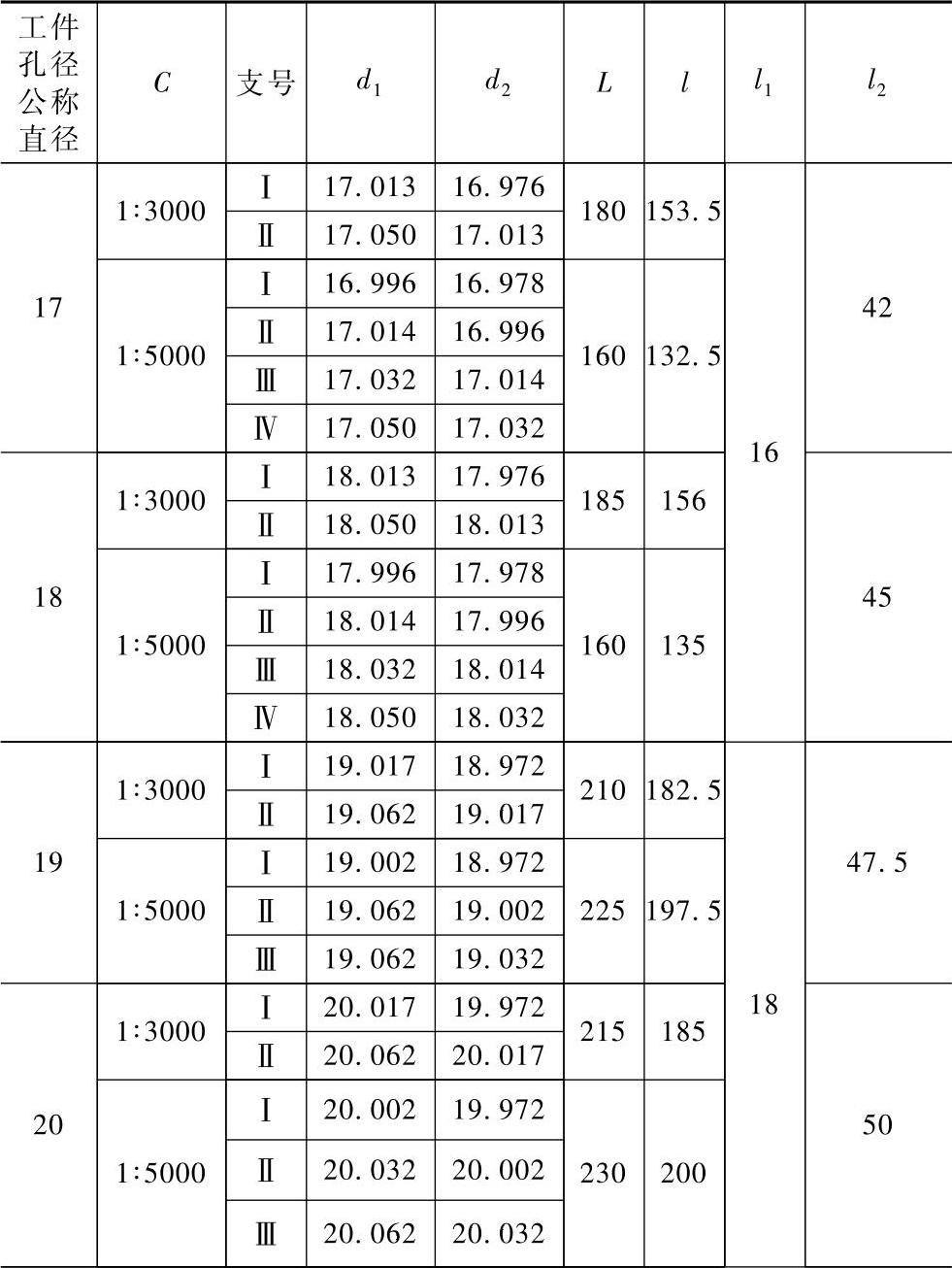
③锥度心轴。它具有定心精度高、结构简单、使用方便、无夹紧装置及工件变形小的特点。适用于工件的基准孔公差等级高于IT7级精度的光滑孔。主要用于工件孔长度为其孔径的1~1.5偌的薄壁套筒定心夹紧精加工。心轴的圆锥度一般为1:1500~1:3000。
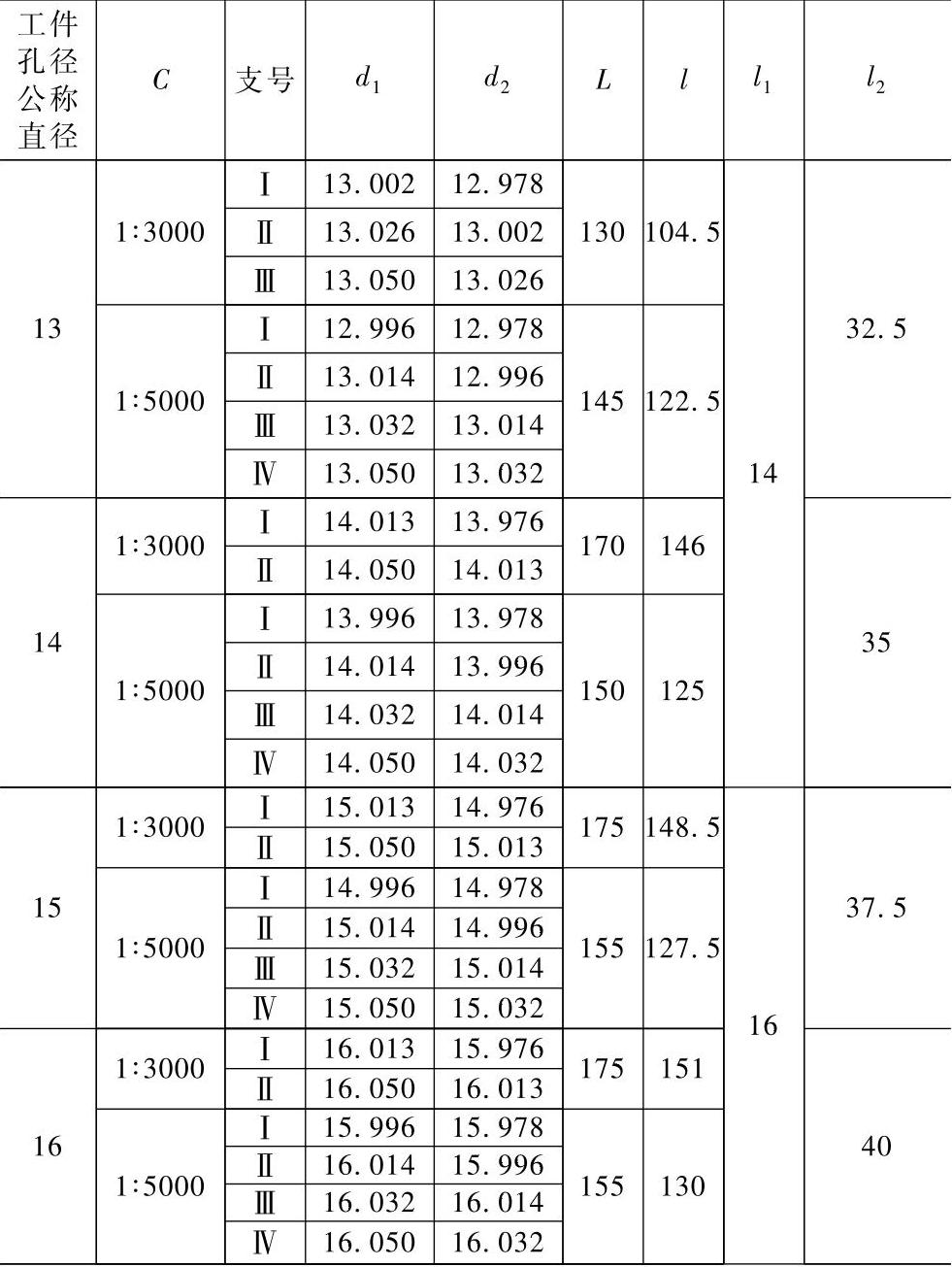
标准锥度心轴尺寸见表1-26。

图1-20 弹性定心夹紧心轴
1—心轴 2—碟形弹簧 3—压环 4—螺母
表1-26 锥度心轴尺寸(JB/T 10116—1999) (单位:mm)(https://www.xing528.com)
(续)

(续)
(续)
(续)

(续)
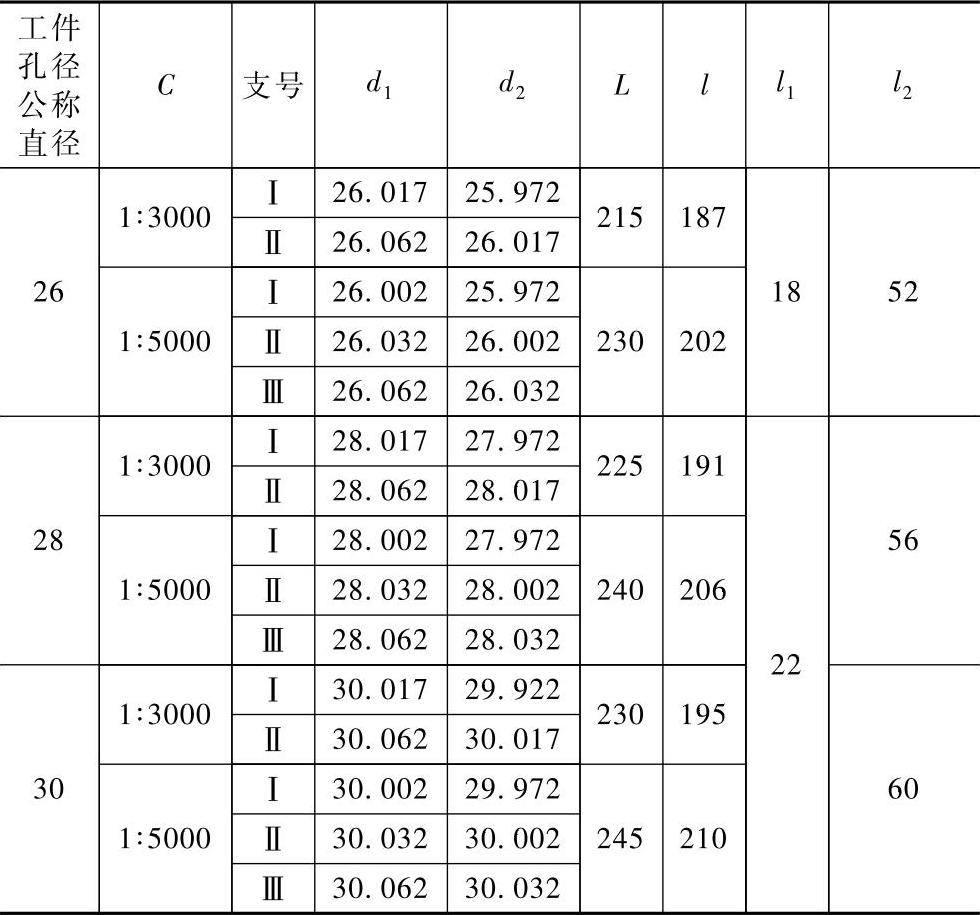
注:1.心轴可成组使用,也可按工件孔公差带分布及心轴尺寸分布对心轴、支号对应选用。
2.心轴C值应按工件孔的直径、长度及同轴度要求的公差等级选用。
3.工件孔公差带为:F7~F9,G6,G7,H6~H9,J6~J8,JS6,K6~K8,M6,M7,N6,N7。
4.材料T10A,热处理58~64HRC。
2)圆盘式车夹具如图1-21所示。工件以外圆和一端面定位压紧,车削偏心孔专用夹具。适用于批量较大的偏心工件加工。
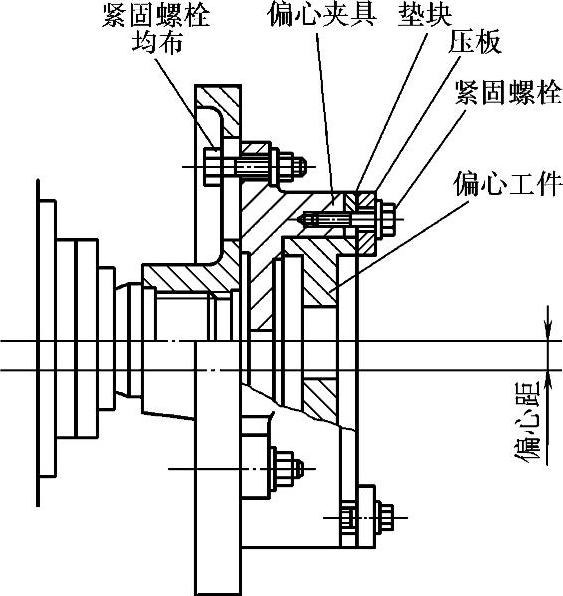
图1-21 圆盘式车夹具
3)弯板式车夹具如图1-22所示。工件的底面、侧面和里端面作定位基准,装夹压紧,加工轴承座孔。

图1-22 弯板式车夹具
4)移动式车夹具如图1-23所示。工件底平面和两侧面定位装夹在角铁上,角铁一侧和定位板一侧的定位螺钉接触定位,车削第一孔ф40+0.0390mm;当第一孔加工好后,把角铁沿着定位板平行移动(至中心距75mm)到与另一端定位螺钉接触定位后,紧固角铁,车第二孔ф30+0.0330mm。

图1-23 移动式车夹具
5)回转式车夹具如图1-24所示。工件由夹具上两个支承板3、两个导向支承钉和一个止推支承钉2定位。通过两个螺钉和钩形压板6夹紧。
车完一孔后,松开三个螺母1,拔出对定销7,使分度盘5回转180°;当对定销7进入另一个对定孔后,拧紧螺母1,使分度盘5锁紧,即可加工另一孔。4为配重装置。
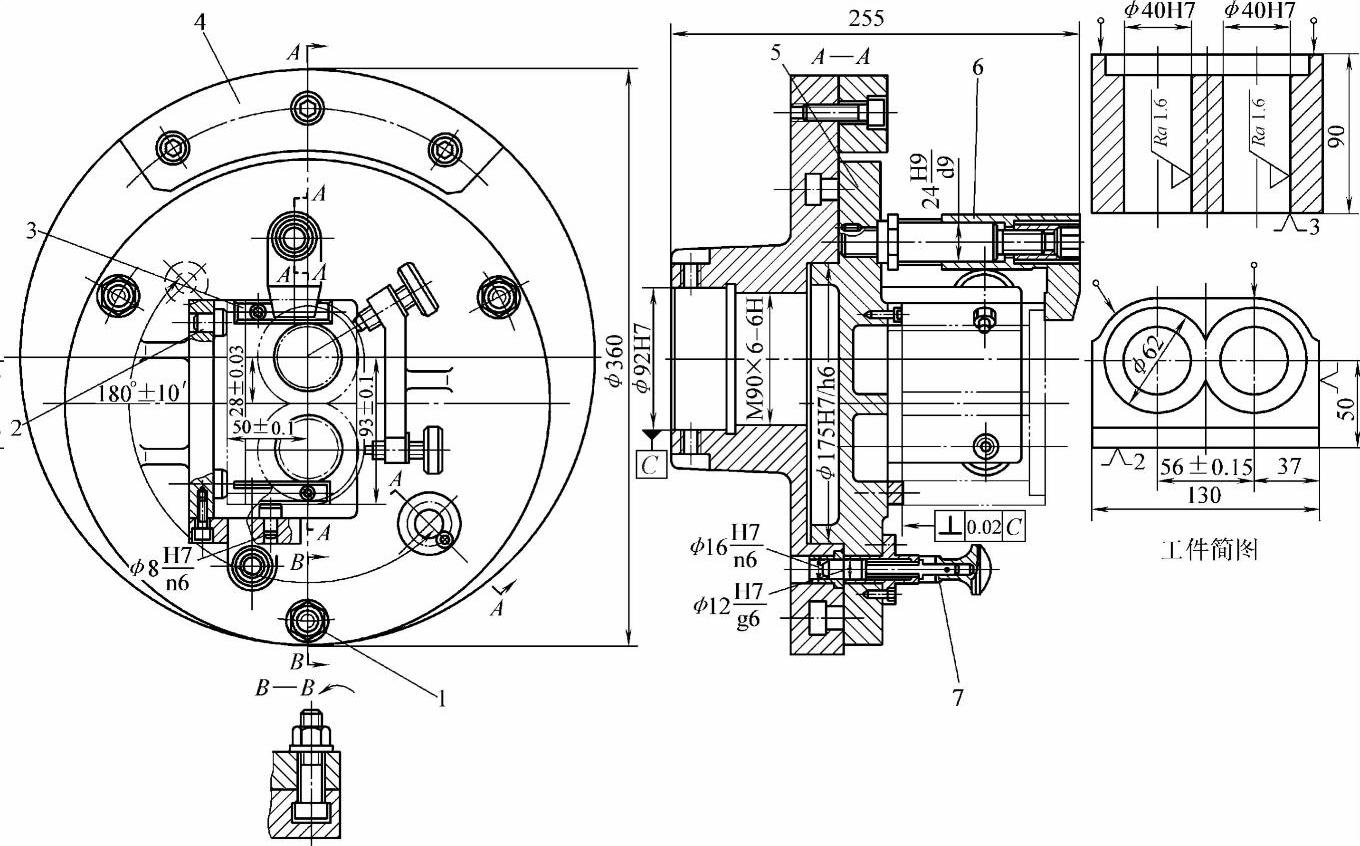
图1-24 回转式车夹具
1—螺母 2—支承钉 3—支承板 4—配重装置 5—分度盘 6—钩形压板 7—对定销
6)车偏心弹簧夹头如图1-25所示。将锥柄3装入机床主轴内,松开内六角螺钉2,调整滚花螺钉1,调至所需要的偏心距后再拧紧内六角螺钉2;然后将工件放入弹簧夹头4内,拧紧螺母5,将工件夹紧即可加工。更换不同孔径的弹簧夹头,即可加工不同直径的工件。
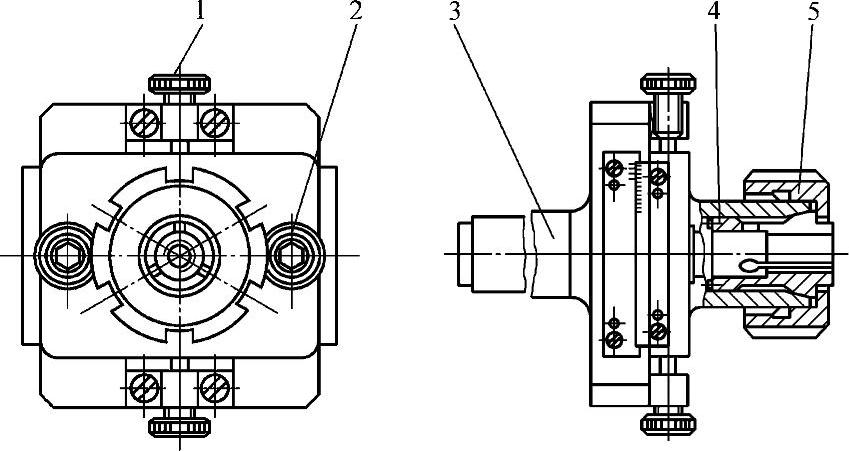
图1-25 车偏心弹簧夹头
1—滚花螺钉 2—内六角螺钉 3—锥柄 4—弹簧夹头 5—螺母
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。