



【摘要】:技术要求 齿轮基本参数1.材料40Cr mn=4,z=33,α=20°,β=2.热处理28~32HRC 9°22′(左旋),精度等级887FH图1-8 齿轮轴零件图样分析1)ф60K6+0.021+0.002mm、ф141.780-0.063mm、ф60K6+0.021+0.002mm三处轴径外圆,对公共轴心线A-B圆跳动公差为0.025mm。3)齿轮轴材料40Cr。机械加工工艺过程卡表1-18 齿轮轴机械加工工艺过程卡(续)工艺分析1)工序安排热处理调质处理后,再进行精车、磨削加工,以保证加工质量稳定。
技术要求 齿轮基本参数
1.材料40Cr mn=4,z=33,α=20°,β=
2.热处理28~32HRC 9°22′(左旋),精度等级887FH
图1-8 齿轮轴
(1)零件图样分析
1)ф60K6+0.021+0.002mm、ф141.780-0.063mm、ф60K6+0.021+0.002mm三处轴径外圆,对公共轴心线A-B圆跳动公差为0.025mm。
2)18N90-0.043mm键槽,对ф65r6+0.060+0.041mm轴心线的对称度公差为0.02mm。
3)齿轮轴材料40Cr。
4)热处理:调质处理28~32HRC。
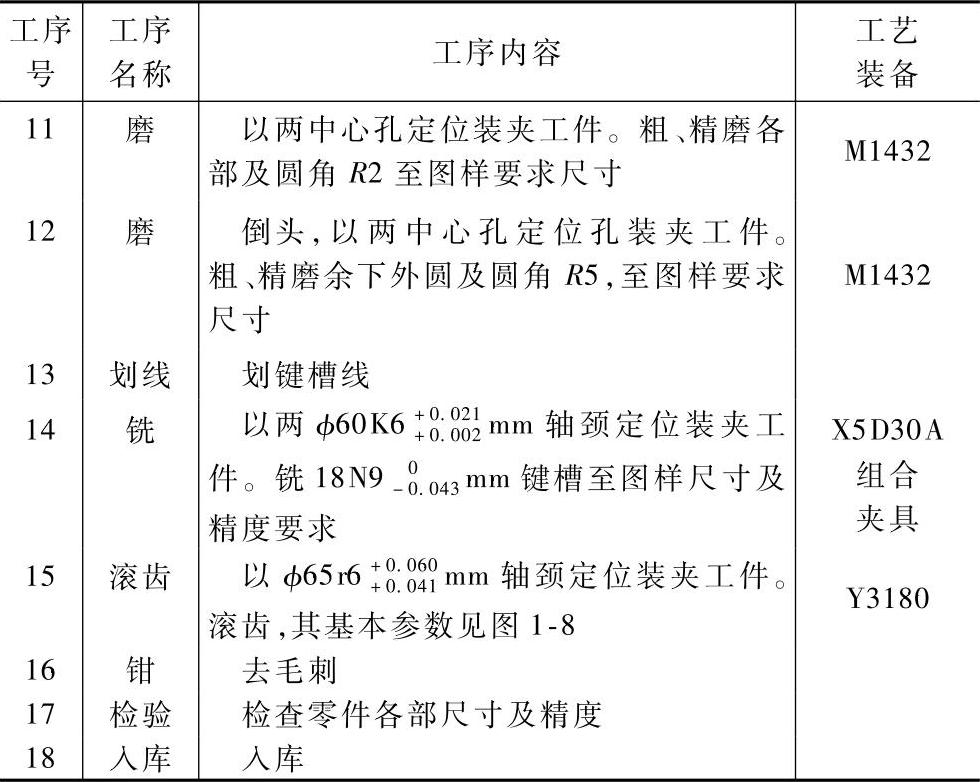
(2)机械加工工艺过程卡(表1-18)(https://www.xing528.com)
表1-18 齿轮轴机械加工工艺过程卡

(续)
(3)工艺分析
1)工序安排热处理调质处理后,再进行精车、磨削加工,以保证加工质量稳定。
2)精车、粗磨、精磨工序均以两中心孔定位装夹工件,其定位基准统一,可以更好地保证零件的加工质量。
3)以工件两中心孔为定位基准,在偏摆仪上检查,ф60+0.021+0.002mm、ф141.780-0.063mm、ф60+0.021+0.002mm三处轴径外圆对公共轴心线A-B的圆跳动0.025mm。
4)工序14要求组合夹具应备有键槽对称度检查基准,可供加工对刀及加工后检查使用。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。