



【摘要】:图1-7 轴承座零件图样分析1)侧视图右侧面对基准C的垂直度公差为0.03mm。5)铸造后毛坯要进行时效处理。6)未注明倒角C1。机械加工工艺过程卡表1-17 轴承座机械加工工艺过程卡(续)工艺分析1)ф30+0.0210mm轴承孔可以用车床加工、也可以用铣床镗孔。2)轴承孔两侧面用刨床加工,以便加工2mm×1mm槽。可将轴承座ф30+0.0210mm孔穿入心轴,并用两块等高垫铁将主视图上平面垫起;这时用百分表分别测量心轴两端最高点,其差值即为平行度误差值。
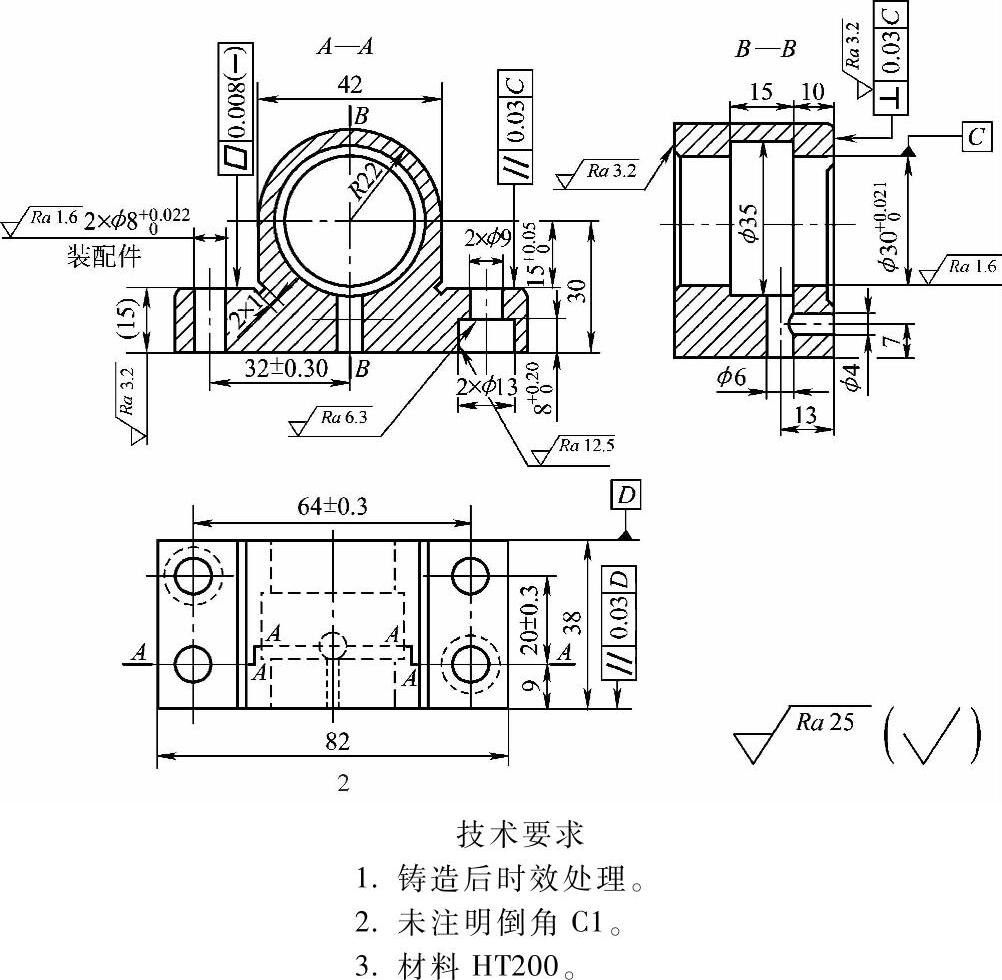
图1-7 轴承座
(1)零件图样分析
1)侧视图右侧面对基准C(ф30+0.0210mm轴线)的垂直度公差为0.03mm。
2)俯视图上、下两侧面平行度公差为0.03mm。
3)主视图上平面对基准C(ф30+0.0210mm轴线)的平行度公差为0.03mm。
4)主视图上平面平面度公差为0.008mm,只允许凹陷,不允许凸起。
5)铸造后毛坯要进行时效处理。
6)未注明倒角C1。
7)材料HT200。
(2)机械加工工艺过程卡(表1-17)
表1-17 轴承座机械加工工艺过程卡(https://www.xing528.com)
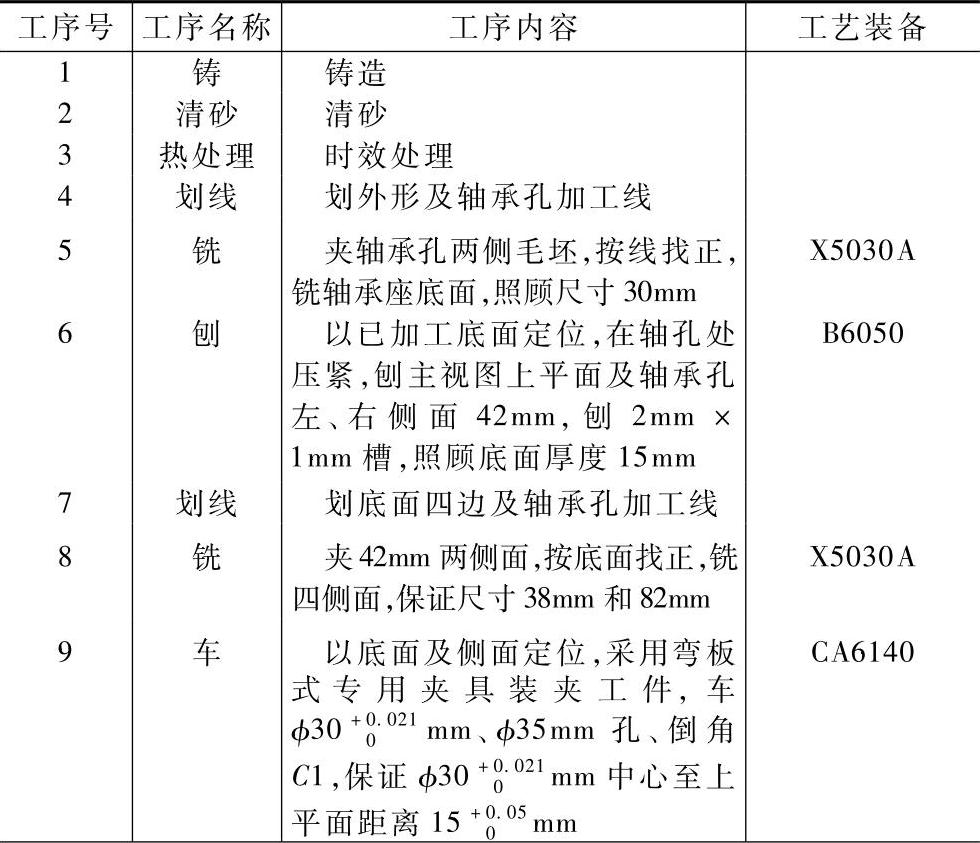
(续)

(3)工艺分析
1)ф30+0.0210mm轴承孔可以用车床加工、也可以用铣床镗孔。
2)轴承孔两侧面用刨床加工,以便加工2mm×1mm槽。
3)两个ф8+0.0220mm,定位销孔,先钻2×ф7mm工艺底孔,待装配时与装配件合钻。
4)侧视图右侧面对基准C(ф300+0.0210mm轴线)的垂直度检查。可将工件用ф30mm心轴安装在偏摆仪上,再用百分表测工件右侧面;这时转动心轴,百分表最大与最小差值为垂直度偏差值。
5)主视图上平面对基准C(ф30+0.0210mm轴线)的平行度检查。可将轴承座ф30+0.0210mm孔穿入心轴,并用两块等高垫铁将主视图上平面垫起;这时用百分表分别测量心轴两端最高点,其差值即为平行度误差值。
6)俯视图两侧面平行度及主视图上平面平面度的检查。可将工件放在平台上,用百分表测出。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。