



电冰箱制冷系统管道(如图3-11所示)堵塞故障一般分为冰堵、脏堵、油堵等几种情况,具体检修方法如下:
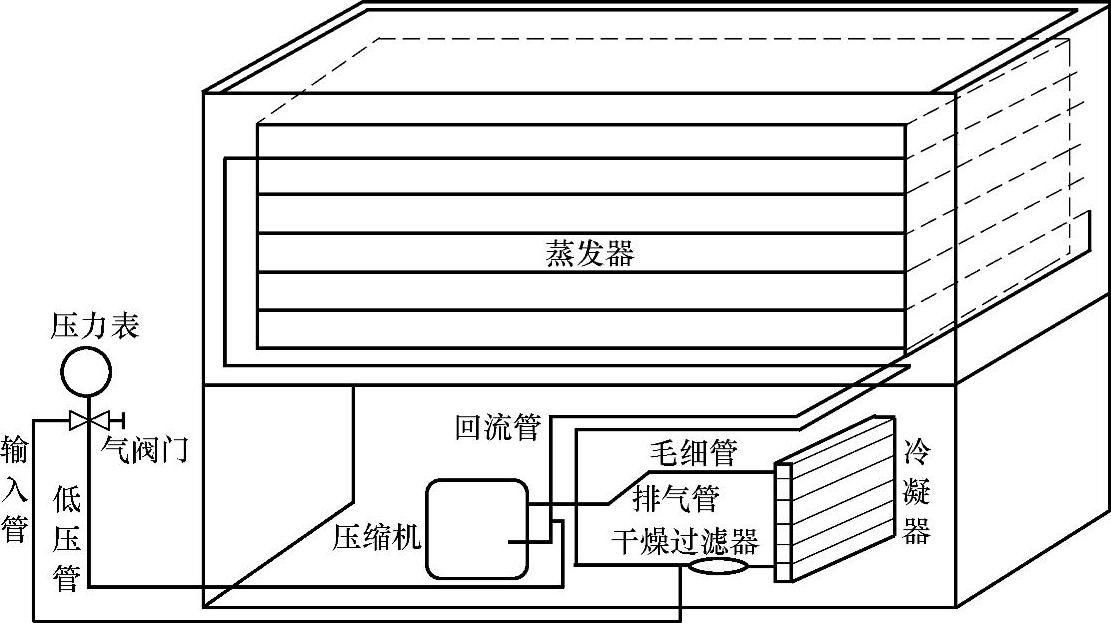
图3-11 制冷系统管道连接图
1.冰堵的检修
1)发生轻微冰堵时,可用热毛巾热敷毛细管出口处或用酒精棉花球点燃烘烤,消除冰堵后,制冷剂开始流动,且有“嘶嘶”流动声。
2)如冰堵经常发生,可采用排放制冷剂除水法、加温排水法、借助甲醇排水法、干燥过滤器排水法等方法进行检修,其具体检修依次如下:
方法一:对于严重冰堵的设备,将其带机运行。在冰堵尚未出现之前,应先割开压缩机的工艺管,将含水分的制冷剂全部放出,并在工艺管口接修理阀,阀口接R12钢瓶。重新加注适量R12,起动压缩机15~20min,再停15min左右。旋下工艺管与修理阀的连接螺母,放气,水分便随制冷剂一起排出(可重复2~3次)。
【点拨】
在未放制冷剂之前,切勿使用氧气枪将管路烧开,否则,会产生毁机伤人的事件。
方法二:割断工艺管,将制冷剂放出后,先加热压缩机,然后依次加热冷凝器、干燥过滤器、蒸发器、吸气管,再次加热压缩机,随后用50~60℃的温度对制冷系统加热抽空2~3h。过一段时间后,再在工艺管处抽真空。
方法三:割开工艺管,在该处加上修理表阀与干燥过滤器,暂时关闭阀门。开机至压缩机烫手,再从工艺管吸入约五5mL甲醇后,继续打开阀门。开机,此时进入机内的是干燥空气,随后回气管与排气管呈动平衡状态,工艺管将不再进气。在不停机状态下,将回气管用气焊焊开,同时将压缩机回气口堵死。干燥空气便从工艺管流入,进入制冷管路中,而循环于管路中的甲醇及水分,从蒸发器回气管排出。用手反复堵放回气管口,就会出现管口及手掌上布满了甲醇及水的混合物。此时可不断加热干燥过滤器,以彻底将水分排出,继续操作直至抽空完成。还原回气管后,再抽真空、制冷剂,此时水与甲醇将不复存在;
方法四:压缩机加热后,将干燥过滤器接毛细管端,在毛细管与过滤网之间钻一个1mm的小孔,再加热干燥过滤器。这样,制冷管路中的水分将不断地在压缩机的压力下从小孔排出,工艺管处则不断地送入经过干燥过滤器干燥的新空气。然后关闭阀门,让压缩机自抽真空,同时加热各处管路,直至所钻的孔与大气压力相等,不再进出气为止。然后补上小孔,在压缩机外再抽真空、充氟、封口。
2.脏堵的检修
在电冰箱使用的过程中,常出现不制冷或制冷不良的现象。该现象的发生原因多为脏堵。脏堵部位一般大多发生在干燥过滤器或毛细管进口附近,当然也不能完全排除冷凝器或蒸发器。根据脏堵程度不同,可分成全堵或半堵两种情况:
(1)半堵的检修方法
先分别将压缩机和干燥过滤器的吸气管与毛细管焊下,再由吸气管一端充入氮气,经蒸发器后从毛细管进口处排出,接着可用手指靠近毛细管管口附近,检查气体排出情况,如排气量变小,则用三角锉刀,将毛细管一小段一小段地切断,直到半堵排除,排气通畅为止。
【点拨】
修理毛细管时如果切去过多,将影响电冰箱的制冷效果。因此,排堵结束后,最好重新接上一根与毛细管被切除的部分长度相等的新毛细管。(https://www.xing528.com)
(2)全堵的检修方法
检查和排除全堵故障,应首先确定全堵的部位,即找出堵塞是发生在高压部分还是低压部分。具体检修如下:
方法一:将氮气从压缩机的加液管内充入,正常时的压缩机,冷凝器从干燥过滤器处会有气体排出,没有气体排出,则说明这一部分有堵塞,依次将管道切开(或焊下),直到确定堵塞的部位为止,找到堵塞的部位,清除堵塞,按要求复原,电冰箱即可恢复正常工作;
方法二:检查低压部分时,首先将氮气从干燥过滤器处充入。正常时经毛细管,蒸发器由压缩机加液处排出气体(由于经过毛细管,气体被降压,故排出气体压力较小)。如果没有气体排出,则按顺序进行检查,分段查找堵塞部位,找到堵塞的部位,清除堵塞,按要求复原,电冰箱即可恢复正常工作;
方法三:如干燥过滤器分子筛质量太差,可用6kg/cm2的氮气连续冲几次,将红色碎粒吹出,再更换干燥过滤器,抽真空加注制冷剂即可排除故障;
方法四:用气焊分别焊下毛细管、过滤器、冷凝器、蒸发器,更换毛细管和过滤器中的分子筛,清洗冷凝器和蒸发器,进行干燥、抽真空,再焊好,加注制冷剂。
3.油堵的检修方法
应先切开工艺管,放掉制冷剂,接好修理表阀,焊下干燥过滤器。然后从修理表阀充入氮气(约为0.6MPa左右),并用大拇指按住干燥过滤器所接的冷凝器管口。当干燥过滤器接的毛细管一端有冷冻油流出,便将堵在冷凝器管口的大拇指间断松开3~5次(每次放开10s左右),让气流冲洗冷凝器管道中的冷冻油,然后松开大拇指,关闭修理表阀。待油堵完全排除后,换入新的干燥过滤器,抽真空后加注制冷剂即可。
【点拨】
为了确保彻底清除油堵,可采用重复充气的方法加以校验。
4.注意事项
1)系统抽真空后,给系统充入一定压力的氮气,然后起动压缩机运行片刻,再把氮气放掉。
2)管道连接时焊接,焊口尽量水平略加倾斜放置。竖立放置焊接时,焊料不应填入过多,温度要适当,防止焊料流入管内产生脏堵。
3)用流速为10~15m/s的压缩空气吹洗铜管,再用15%~20%氢氟酸溶液腐蚀3h,然后依次用10%~15%的苏打水溶液和热水冲洗,最后在120~150℃温度下烘干3~4h。
4)向钢管内注入5%的硫酸溶液,保存1.5~2h,再注入10%的无水碳酸钠溶液,然后用清水冲洗并用氮气或干燥空气吹干,最后用20%的亚硝酸钠净化。
5)用650℃左右的高温除去毛细管内油污,待冷却后用压缩空气吹净,再用四氯化碳冲洗,最后用氮气或干燥空气吹干。
6)用三氯乙烯冲洗冷凝器、蒸发器,然后用氮气或干燥空气吹干。同时,冷凝器外部也要清洗。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。