



气焊设备通常由氧气瓶和乙炔气瓶、减压器、压力表、胶管和焊炬等组成,利用可燃气体与助燃气体混合燃烧生成的火焰作为热源,熔化焊件和焊接材料使之达到原子间结合的一种焊接方法,主要用于电冰箱制冷管路的焊接操作。气焊设备简单、使用灵活,对铸铁及某些有色金属的焊接有较好的适应性,且当电力供应不足的地方需要焊接时,气焊设备能发挥较大的作用,但气焊的效率较低,焊接后元器件易变形。
【点拨】
由于所用储存气体的气瓶为压力容器、气体为易燃易爆气体,因此此方法属于所有焊接方法中最危险的。
(1)氧气瓶
氧气瓶是用来盛装氧气的专用钢瓶,在其上部安装有阀门和检测仪表,耐压为30MPa,满瓶的氧气时压力为15MPa。工作时通过减压器、胶管和焊炬将氧气送出,作为气焊用的助燃气体。
(2)乙炔气瓶
乙炔气瓶通常用铬钼钢制成,设有一个控制阀门和检测仪表,其作用是控制燃气瓶内部液化石油气的流量。瓶内可贮存1.5MPa压力的气体。乙炔瓶的外表颜色为白色,标有红色“乙炔”字样,瓶内充满了硅酸钙的固体填料,并利用其孔隙装入丙酮以溶解大量乙炔气体。
【点拨】
由于乙炔的化学性质很不稳定,是易燃易爆物质,使用时瓶身应立放,其控制阀门必须全部打开或全部关闭,防止气体泄漏。
(3)减压器
减压器装在氧气瓶口上,设有高压表和低压表,其作用是:使钢瓶内的高压气体输出后变为工作用的低压气体,同时能够使输出的气体压力维持在所需要的固定工作压力范围内,以适应气焊时的需要。如图1-17所示为减压器的实物图。

图1-17 减压器
(4)胶管
氧气瓶和乙炔气瓶都需要通过胶管与其他设备进行连接。胶管有多种类型,其中,氧气胶管由多层纤维和橡胶制成,外表多为黑色,内径通常为8mm,可承受1.5~2.0MPa的压力。乙炔胶管由2~3层纤维和橡胶制成,外表多为红色,内径通常为10mm,压力性能相对氧气胶管较差些。如图1-18所示为胶管的实物图。(https://www.xing528.com)
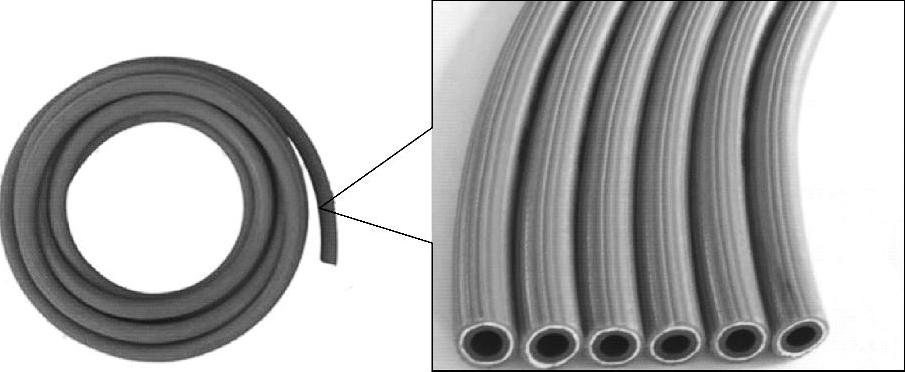
图1-18 胶管
【点拨】
使用胶管时应注意的事项:
1)氧气胶管与乙炔胶管不允许互相代用或接错;
2)新胶管在使用前需将管内壁的粉尘清除干净;
3)气焊时,若氧气胶管着火,必须迅速关闭氧气控制阀门或减压器,停止供氧。禁止采用折弯氧气胶管的方法断氧灭火。
(5)焊炬
焊炬(又称焊枪、焊把)有四种类型,即大型、中型、小型及微型。在电冰箱制冷设备的维修中通常使用小型和微型两种。焊炬是使可燃气体与助燃气体按需要的比例在焊炬中混合均匀,并由一定孔径的焊嘴喷上进行燃烧,以形成焊接所需要的火焰。在其手柄上有两个端口,分别为燃气输入口和氧气输入口,其手柄处设置有两个控制旋钮,分别为燃气控制旋钮和氧气控制旋钮。使用时先将氧气控制阀门打开,保持一定压力的氧气经氧气胶管进入喷嘴,再以高速进入吸管内,使喷嘴周围的空间形成真空区。如图1-19所示为焊炬的实物图。
【点拨】
使用焊炬时应注意的事项:
1)使用焊炬前,应将黑色的氧气胶管套在焊炬的氧气输入口上,用铁丝扎紧;
2)点火时,先将焊炬上的氧气阀调至最小,然后慢慢开起焊炬上的液化气阀,最后再点燃;
3)熄灭时,必须先关闭氧气控制阀门,再关闭液化气控制阀门。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。