



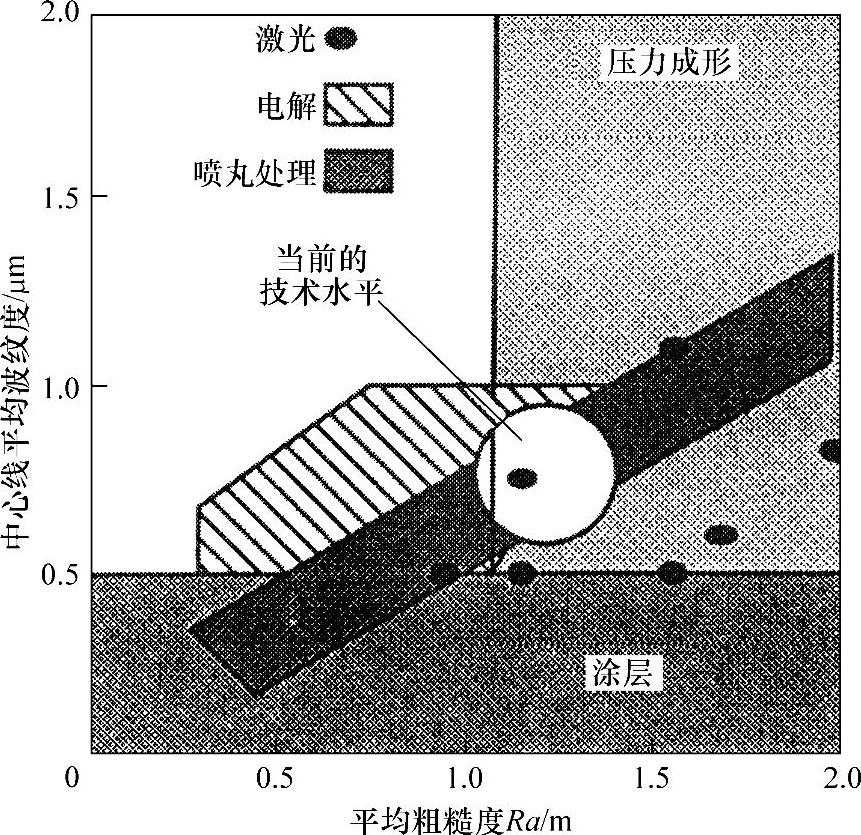
回火轧制时对轧辊要进行纹理处理,使得钢板表面不光滑,以改善夹紧力和终轧表面上油漆的流动。有几种技术可以做表面纹理处理[88,89],通常是喷丸处理表面。但是,喷丸处理将产生不规则的粗糙度,在涂完油漆的表面会显现波纹。通过规则图案的粗糙度,波纹是可以避免的。图案形成可用电火花放电加工(EDM)、电子束或激光束(CO2或Nd-YAG)方法来进行加工。用CO2激光器处理的方法和结果见图6.36~图6.37。对于压力成形,粗糙度必须大于1μm,而且波纹度应该尽可能低(见图6.38)。可以看出,采用激光处理非常成功。图案式粗糙度必须具有高度的规则性和一致性。EDM方法缺乏方位精确性,而由于YAG棒内部的变化,Nd-YAG激光器并不能提供充分连续的高质量斑点。EB(电子束)方法需要真空工作室,并且工作前须对轧辊进行专门清理。总的来说,CO2激光技术具有一定的优势[89]。为了获得适宜的凹坑形貌,在产生凹坑前,CO2激光处理需要滚动表面预热。凹坑形貌对避免涂料显示出刻痕是非常重要的,还可获得良好的抓紧力。预热可通过快速旋转的断路器系统(见图6.39)来获得。在断路器系统中,激光束被断路器叶片反射至另一个镜面上,该镜面又传输聚焦束的输出能量到处理区域。当断路器旋转时,光束将穿过两个叶片之间,并在斑点处加热,产生凹坑。采用2.5kWCO2激光器,凹坑每秒可形成5~30000个凹坑。对脉冲能量为25~125mJ,脉冲为10~50μs的激光,其聚焦束具有12~65MW/cm2的功率密度。
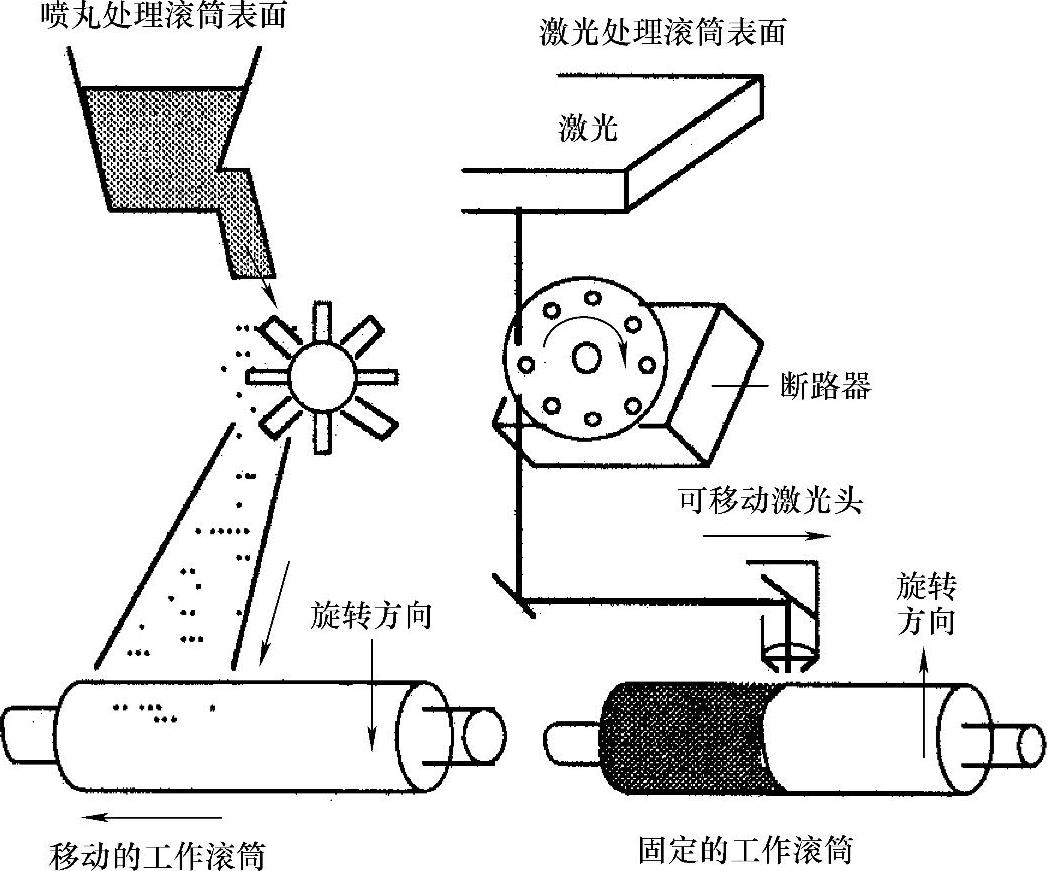
图6.36 用喷丸或激光处理纺织品调节滚筒的总体布置图
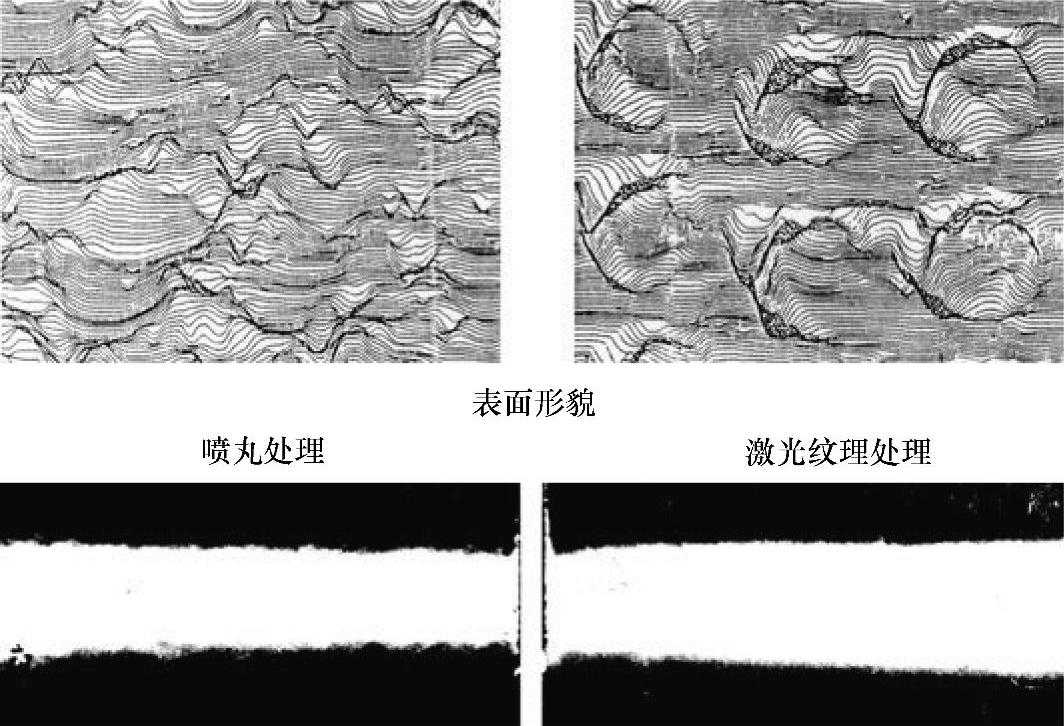
图6.37 涂层表面反射的条形光形貌[88]
 (https://www.xing528.com)
(https://www.xing528.com)
图6.38 冲压钢涂层表面粗糙度与表面波纹度的关系图[88]
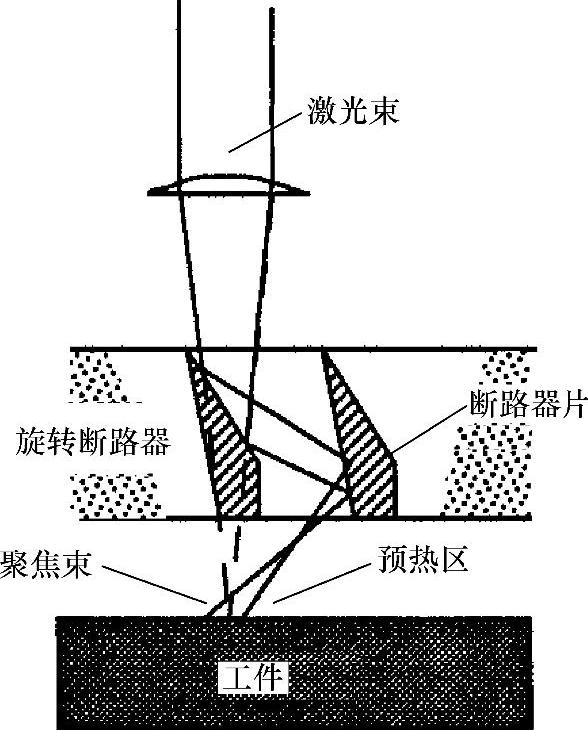
图6.39 激光纹理预热和熔坑的束流传输系统[66]
韩国KIMM的Han[90]改进了另一种纹理工艺。他采用照相排版单体修饰一个滚筒,然后使用低功率紫外线HeCd激光器扫描一种图案到滚筒上。在清洗掉滚筒上未暴露的单体后,滚筒被蚀刻成用于纸制或钢制品的印花辊。在不锈钢网状滚筒上进行相同的处理,结果就形成纺织品印刷的筛网。与其说它解决了标准丝绸筛网的周转和贮藏问题,不如说它是纺织品印刷方面的一个主要技术突破。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。