



关于表面熔化,其实验装置与相变硬化相似,如图6.14所示,此外,只是使用聚焦束或近聚焦束。熔化表面用惰性气体保护。各种方法的比较列于图6.14。其主要特性如下:
①适中的快速凝固速率产生细小的近均匀组织;
②小的热惯穿深度,无表面高温气体,只产生轻微变形,提供了操作热敏材料的可能性;
③可相当容易地获得表面粗糙度Ra 25μm的表面,有效减少处理后的工作量;
④由于采用软件控制并可以实现自动化,操作灵活。

图6.14 表面熔化处理工艺的优势
在处理中心周围主要的变化方面是控制反射率、成形激光束和保护熔池。在熔化过程中因自身引起表面反射率变化,因此很难控制反射率。与相变硬化用的方法一样,通过一层抗反射涂层,初始反射率是可以被控制的,但涂层通常被熔化处理去掉。可是,一旦材料变热,由于声子浓度增加,反射率将会降低。
反射率随入射角变化[18],表面薄膜起非常重要的作用。保护气体中氧含量的少量增加就对反射率产生显著的影响[19],见4.4.8.1节图4.27。表面等离子体最初帮助耦合激光束进入材料表面。如果等离子体离开材料表面,它将会阻挡或散焦激光束。光学反馈系统,如相互作用区域周围的反射罩(见其后的图6.28)[20,21],能够增加激光耦合约40%。光学方法随着产生所需光斑直径或光束形状(用以控制熔池流动)的方法而变化,正如用于保护光学系统免受溅射和发烟的方法一样。
有三个令人相当感兴趣的冶金领域:铸铁,工具钢和高淬火速率时形成金属玻璃的可靠的饱和共晶体。它们本质上都是能被激光表面熔化方法均匀化处理的非均匀材料。
为什么激光表面熔化在工业中没有得到广泛应用,有两个原因:
①如果需要表面熔化,那么表面合金化几乎是用相同的方法,并且提供了显著改善硬度、磨损或腐蚀性能的可能性。
②铸铁和工具钢通过激光熔化处理获得非常高的硬度,这与材料表面迁移有关,因此,可能需要熔化处理后的进一步表面加工。而这对已经获得高硬度的材料是不容易实现的。
一些重要工程材料的激光表面熔化产品如下:
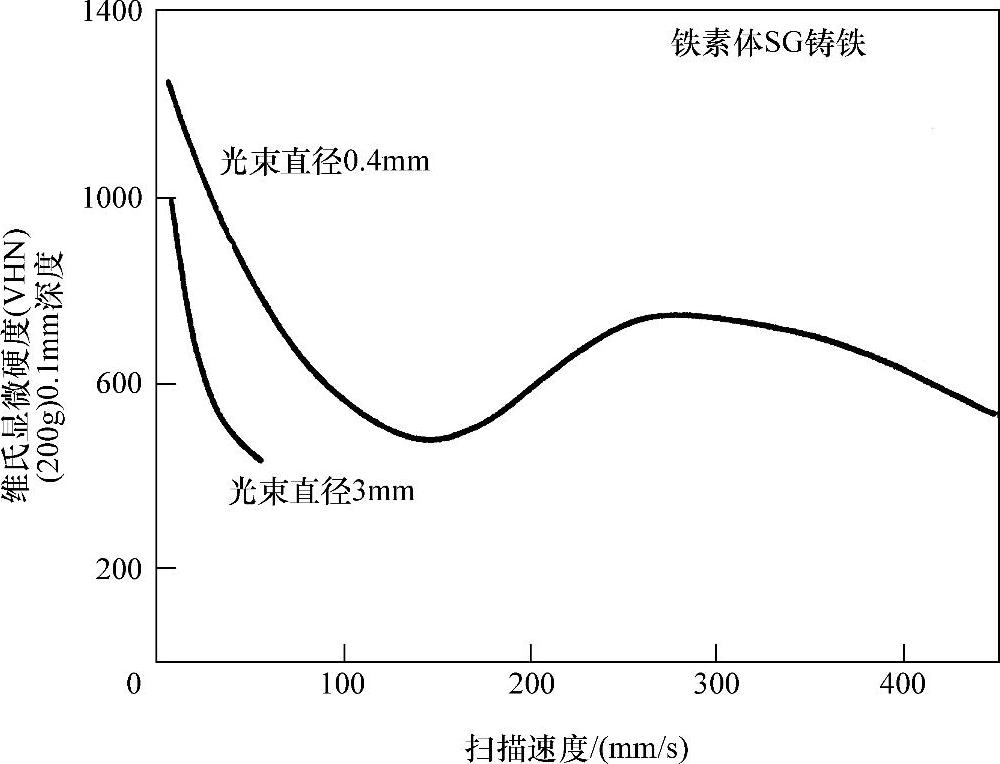
1.铸铁[22] 用作工程材料的铸铁通常由非均匀的铁素体和不同形状(片状、球状等)的石墨组成。激光表面熔化时,硬化效果来自于石墨到渗碳体和奥氏体到马氏体的转变[22~25]。准确的硬度值取决于碳从石墨中的分解程度,而硬度和组织随着处理速度的变化而变化。结果通常是在一种较便宜的金属上获得非常硬的表面,而这可通过简单、快速处理来实现。图6.15显示了激光表面熔化的片状石墨铸铁的熔化界面,这种组织与贯穿高溶解碳(大约1wt%)的莱氏体熔化区域中的Fe3C树枝状晶不同,它引起残余奥氏体伴随一些马氏体进入完全马氏体和部分溶解的石墨片中。图6.16和图6.17显示了激光表面熔化处理后硬度和组织随扫描速度的变化。图6.16中对SG铁在低速扫描时硬度高是由于几乎所有的碳溶解产生莱氏体白铁组织。在较高速度处的第二个硬度峰值,只有少量碳的溶解,是由于形成了马氏体组织。中间低硬度区域是因为存在残余奥氏体。图6.18显示了磨损性能的改善情况,由于非马氏体材料中残余拉伸应力的存在,通常其疲劳性能会更坏[12]。
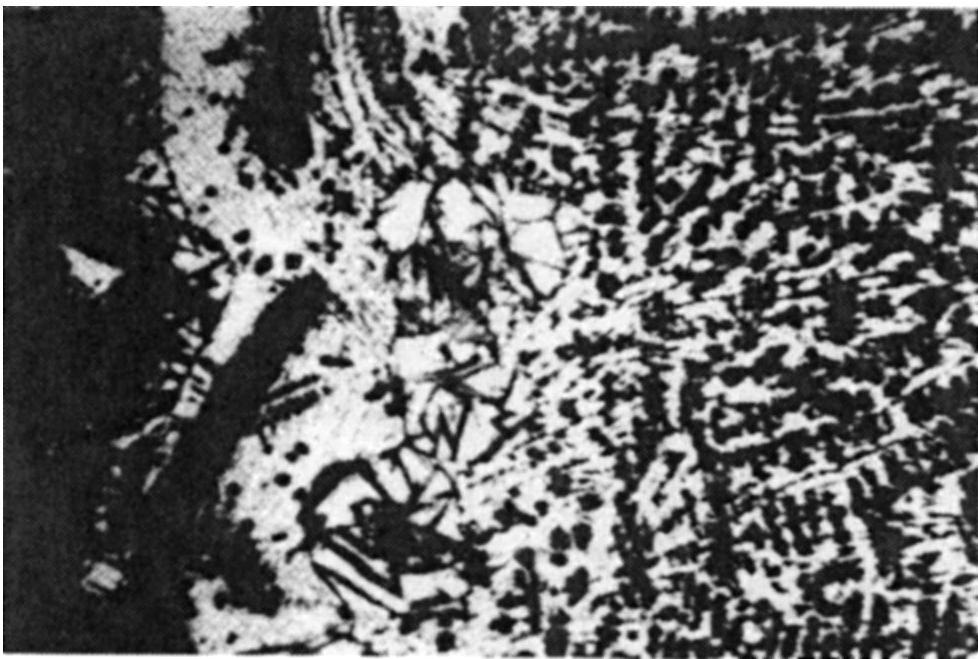
图6.15 激光表面熔化片状石墨铸铁的熔化界面显微照片(×150)
 (https://www.xing528.com)
(https://www.xing528.com)
图6.16 铁素体SG铸铁的显微硬度随扫描速度的变化
(来自Hawkes等[23])
应用实例:采用6kW的CO2激光器对GGG60铸铁凸轮轴进行表面熔化处理,已经在汽车工业中实现商业应用[26]。采用TIG重熔和纯冷硬铸造方法的表面熔化已经用于实际工作中。激光处理能提供与上述方法相同的表面硬度,同时生成较细的莱氏体显微组织,可提高试验机器的寿命。激光处理的凸轮表面比其他方法处理后的平滑,因为采用线能源进行熔化,其宽度与单道扫描中凸轮的宽度相同,这就意味着后期加工量减少。由于这种硬化层不需要和TIG处理层的深度(TIG为1.5mm,激光为0.5mm)一样,因此减少了热负荷。激光表面熔化产生快速淬火和尖锐的顶部轮廓,只产生较小变形,也减少了由变形而带来的矫正需求。矫正工作量可减少5至10倍。用6kW的CO2激光器处理四汽缸、两阀凸轮轴,其处理速度可达到每轴只需60s。整个过程需要一些避免微裂纹的预热措施,加上TIG自动化和控制方便的优点,有效降低了废品率,因此该方法具有很大的吸引力。

图6.17 Ni-硬质铸铁显微硬度随扫描速度的变化[22]

图6.18 不同方法制备的SG铁表面熔化的磨损量比较
(来自Bergmann[12])
2.不锈钢 马氏体或奥氏体不锈钢在高冷却速率时产生微细组织,在马氏体转变时没有发生相膨胀,奥氏体钢有残余拉伸应力,而马氏体钢的单扫描道通常为压应力,扫描道重叠时的退火作用会使压应力转变为拉伸应力。残余拉伸应力对应力腐蚀性能和点蚀电位有不利影响[27]。Lumsden等人[28]发现,对Fe-13Cr-xMo(x值变化范围为0~5%)的铁素体钢系列,激光熔化和快速凝固对点蚀行为有不同的影响。除非Mo的浓度高于3.5%,激光表面熔化对点蚀电位具有有害杂质的影响或没有影响。与未处理合金相比,处理后的5%合金的点蚀电位有大的增加。由于精细的组织降低了晶间和晶界的腐蚀趋势,因此,采用表面熔化方法改善敏化不锈钢的抗腐蚀性能已经引起了人们的关注[29,30]。
3.钛 钛和钛合金能生成不同的晶体形式。在激光表面熔化时,形成高位错精细的快速淬火组织(见图6.19)。由于钛同氧的活性,激光表面熔化过程必需仔细地遮盖[31,32]。
4.工具钢和特殊钢 这些材料通常是经过一个相当长的固熔处理,使碳化物溶解,再经过控制淬火工艺,产生精细弥散的碳化物,进行硬化。这些碳化物像马氏体那样不容易回火,因此这些钢具有高的热硬度,适合作工具材料。在激光表面熔化过程中,碳化物的溶解非常迅速,产生一层具有高热硬度性能的、非常硬的、精细的碳化物弥散。在生产应用中,表面熔化处理的问题是激光熔化痕迹有约10~25μm的波纹度,而且该痕迹的表面很难进行机械加工。
灰浆和水泥上釉[33,34]某些水泥表面能被熔化,不开裂和不剥落,生成密封的表面,使之更容易清洗,正像医疗领域或辐射危险区需要的一样。Lawrence等人[34]发现,当使用820nm波长的二极管激光器时出现表面密封,但当使用10.6μm波长的CO2激光器时出现剥落现象(见6.15节)。认为其差别是由于这两种波长对水泥的穿透深度不同引起的,CO2激光器的照射深度为-470±22μm,而二极管激光器的照射深度为177±15μm。这些影响深度方向的应力场,并因此产生表面剥落现象。另外,二极管激光器能使Al2O3基耐火材料更致密,并使得它们具有更好的抗高温腐蚀性能[35]。
在所有材料中,如果硬度较高,就会有一种开裂的趋势。如果进行适当预热,通常开裂是可以避免的。根据经验,所需要的预热温度为1℃/维氏硬度值(VHN)。这表明低碳钢的预热温度约为500℃,0.7wt%C钢约为650℃,工具钢约为700℃。

图6.19 激光表面熔化IMI550材料产生的细小篮式编织组织显微照片[31]
(P=1.6kW,v=200mm/s,D=0.5mm)(×100)
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。