



移动线源Rosenthal[5]的解假设能量是沿深度方向非均匀吸收,其他Rosenthal模型也基于这种假设。图5.8说明了这种热流模式,这种解能够模拟薄层材料单次扫描焊接以及完全穿过锁孔,解如下[5]:

边界条件是
 ,
, ,
,
以及
此处
R——到热源的距离(米)=(x2+y2)1/2(m);
T——点(x,y)的温度(K);
T0——平板初始温度(K);
Q——单位时间的热量输入=P(1-rf)(W);
v——焊接速度(m/s);
g——板材厚度(m);
k——热导率[W/(m·K)];
α——热扩散系数(m2/s);
K0——第二类零阶Bessel函数。
(在处理柱状对称的热量扩散以及其他问题时,Bessel函数有时被叫做柱函数,此时第一类Bessel函数被称为“Bessel函数”,

这里Γ(p+n+1)=(p+n)!
第二类Bessel函数被称为Neumann函数
 (https://www.xing528.com)
(https://www.xing528.com)
这些函数有函数表,但难于求解。
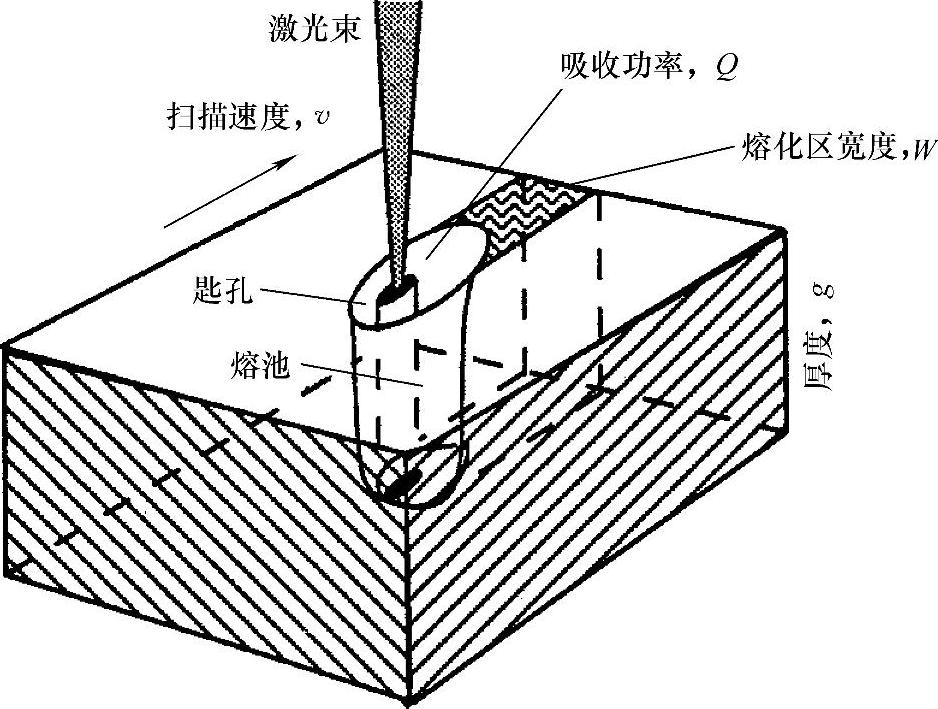
图5.8 匙孔周围熔体的近似几何形状
从方程(5.14)得出中心线x>0,y=0,Peclet数vx/2a>>1,(高速情况下)渐进解为[11]:

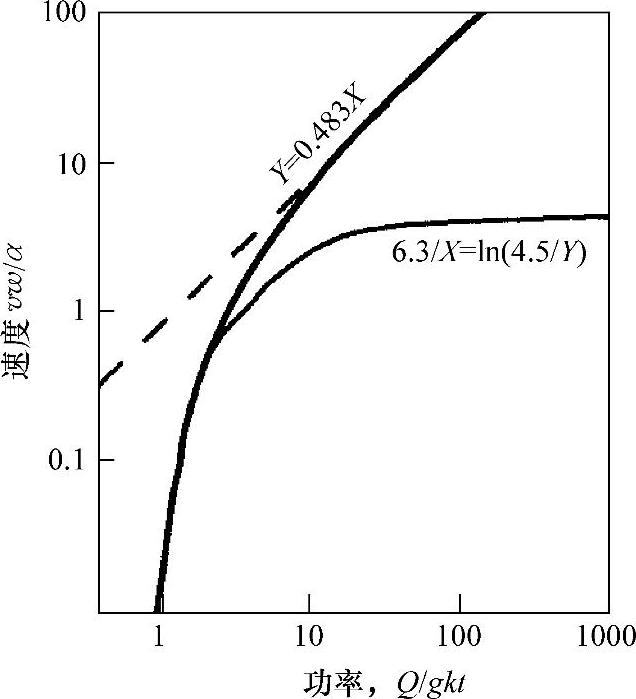
图5.9 归一化速度与归一化功率之间的关系曲线,移动线源解[12]
可以看出,到目前为止我们得出的关系式都是关于两个无量纲组[vR/2α]和{Q/[2π(T-T0)kg]}。Swifthook和Gick[12]发现在高速以及低速情况下存在Bessel函数的解析解,在图5.9中绘出了部分情况。高速极限在第4章4.4.1节中进行了讨论,低速极限下不容易直观地理解。图5.9在预测焊接所需功率以及光束速度方面非常有用。例如采用激光束以10mm/s的速度焊接10mm厚的304不锈钢。按照通常激光焊接宽度1.5mm,假设有90%的能量被匙孔吸收,那么需要多大的激光功率才能进行焊接呢?
304不锈钢的热学性质为:
热扩散系数,α=0.49×10-5(m2/s)
热导率,k=100(W/m·K)
熔点,Tm=1527℃
解得:
Y=vw/α=(0.01×0.0015)/0.49×10-5=3.06
从图5.9,或者从方程Y=0.483X,
X=7.0=Q/gkT=Q/0.01×100×1527
可得
Q=10.6kW
考虑到能量吸收率为90%,那么需要的激光功率为10.6/0.9=11.8kW。
这个功率很大,能够高速焊接厚不锈钢板,如果我们只有2kW的激光功率,那么我们可以重新计算焊接速度,这个问题留给读者自己求解。可以看出这些计算是假设能够穿透匙孔并且光束可以聚焦得很细。所有计算都面临同样的问题:实验光束直径附近的温度计算结果很差。这些限制可以某种程度上利用Bunting和Cornfield所采用的柱状热源解[13],或者采用有限元或有限差分方法加以克服。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。