



【摘要】:裂纹敏感性指的是中心裂纹、热裂纹和液化裂纹。激光焊接的优势主要有:焊缝中氢含量比较低,产生液化裂纹的倾向性低,变形小。表4.7 不同合金系激光焊接的特点表4.8列出了激光焊接异种金属的可能性,由于激光焊接的熔合区小,冷却速度快,所以激光焊接异种金属的范围比慢速冷却工业要大得多。
和其他焊接方法一样,激光焊接也会遇到裂纹敏感性、气孔、热影响区脆化和吸收率差等问题。当焊接异种金属时,可能形成碎性金属间化合物。
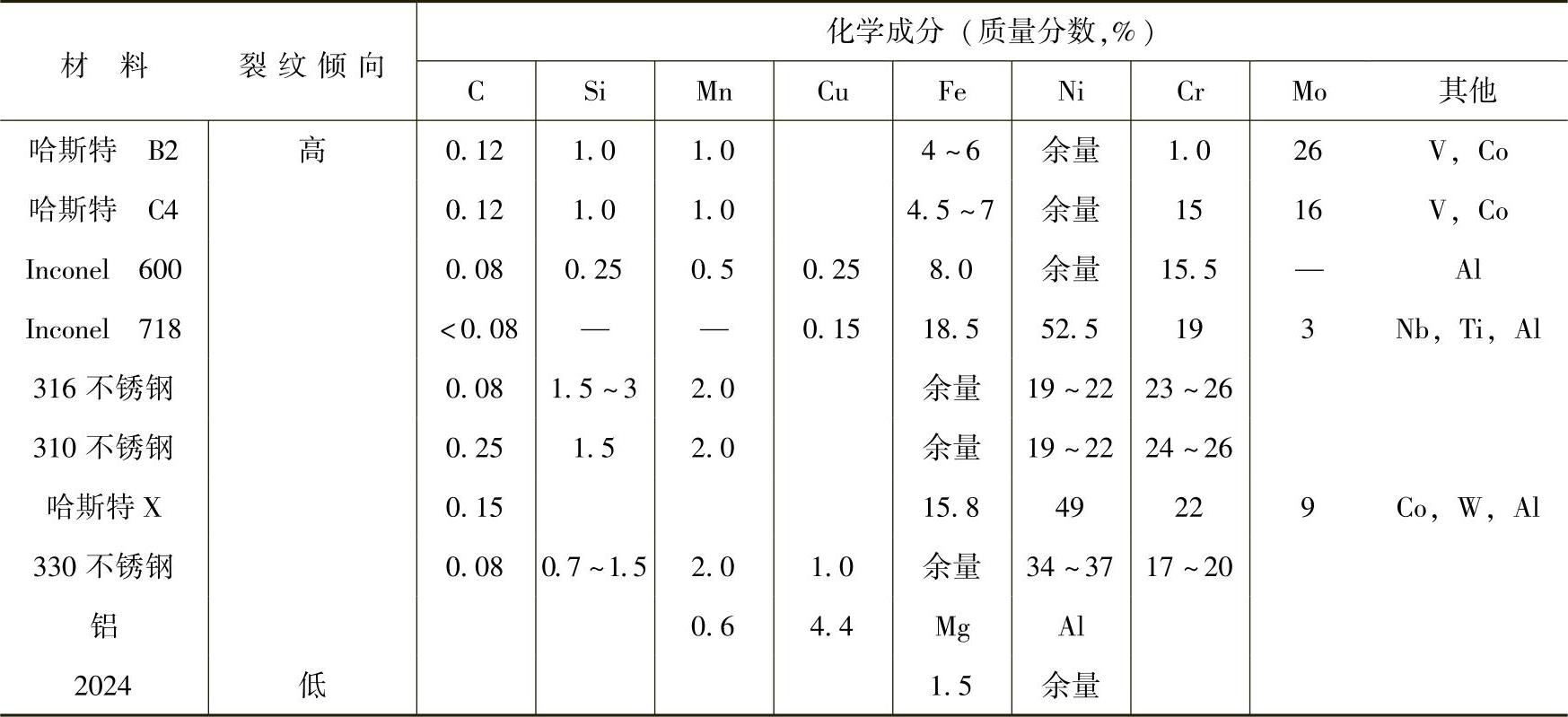
裂纹敏感性指的是中心裂纹、热裂纹和液化裂纹。该裂纹的产生是由于在焊接接头完全凝固前产生收缩应力。焊接裂纹容易产生在液态温度区间范围大的金属合金中,在这些合金中C、S和P的含量比较高。一些合金的裂纹敏感性程度见表4.6。通过高的脉冲频率、填丝和预热的方式来减少和消除焊接裂纹。
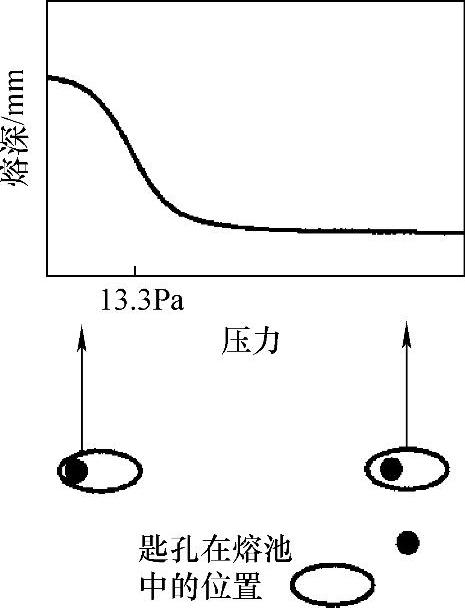
图4.31 电子束和激光焊接中压力和熔深之间的关系
表4.6 一些金属的裂纹敏感率[37]
气孔经常在焊接挥发性的材料中出现,例如黄铜、镀锌板、铝锂合金和镁合金。熔池金属中发生化学反应也会导致气孔的产生,因此焊接沸腾钢和球墨铸铁,或者熔池缺少保护都会产生气孔。在焊接对气体有较高溶解度的材料时也会产生气孔,例如铝合金。通过加强对熔池的保护,在铝合金和沸腾钢中加入脱氧剂,或者控制脉冲的频率和焦斑的大小来控制气孔产生。(https://www.xing528.com)
激光焊接的优势主要有:焊缝中氢含量比较低,产生液化裂纹的倾向性低,变形小。表4.7列出了在焊接一些主要合金时激光焊接的特点。
表4.7 不同合金系激光焊接的特点
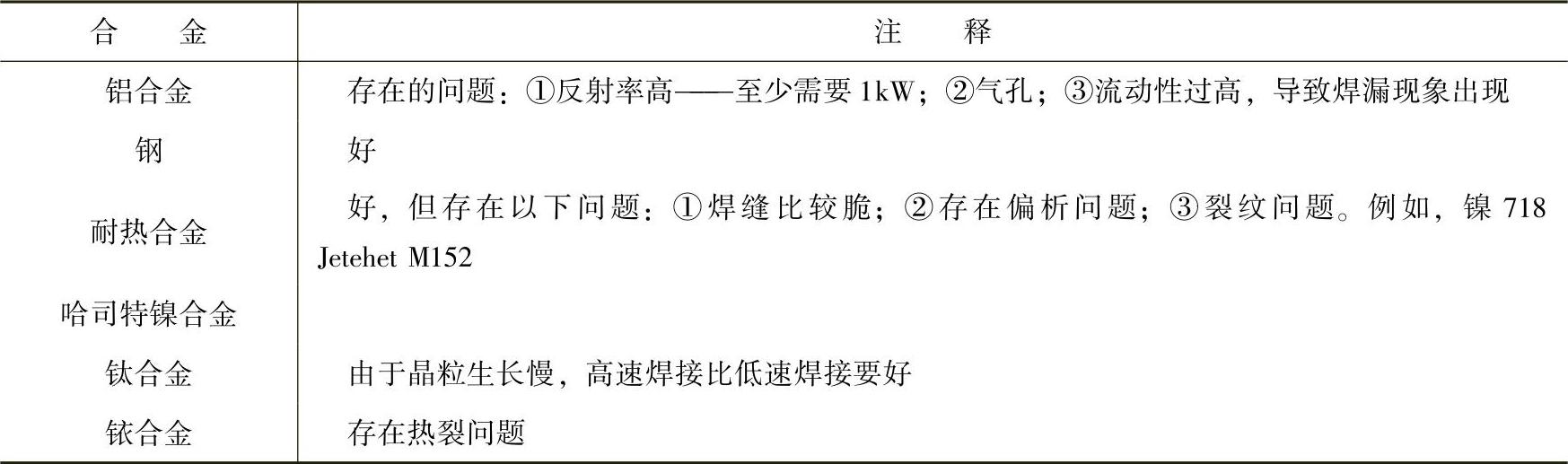
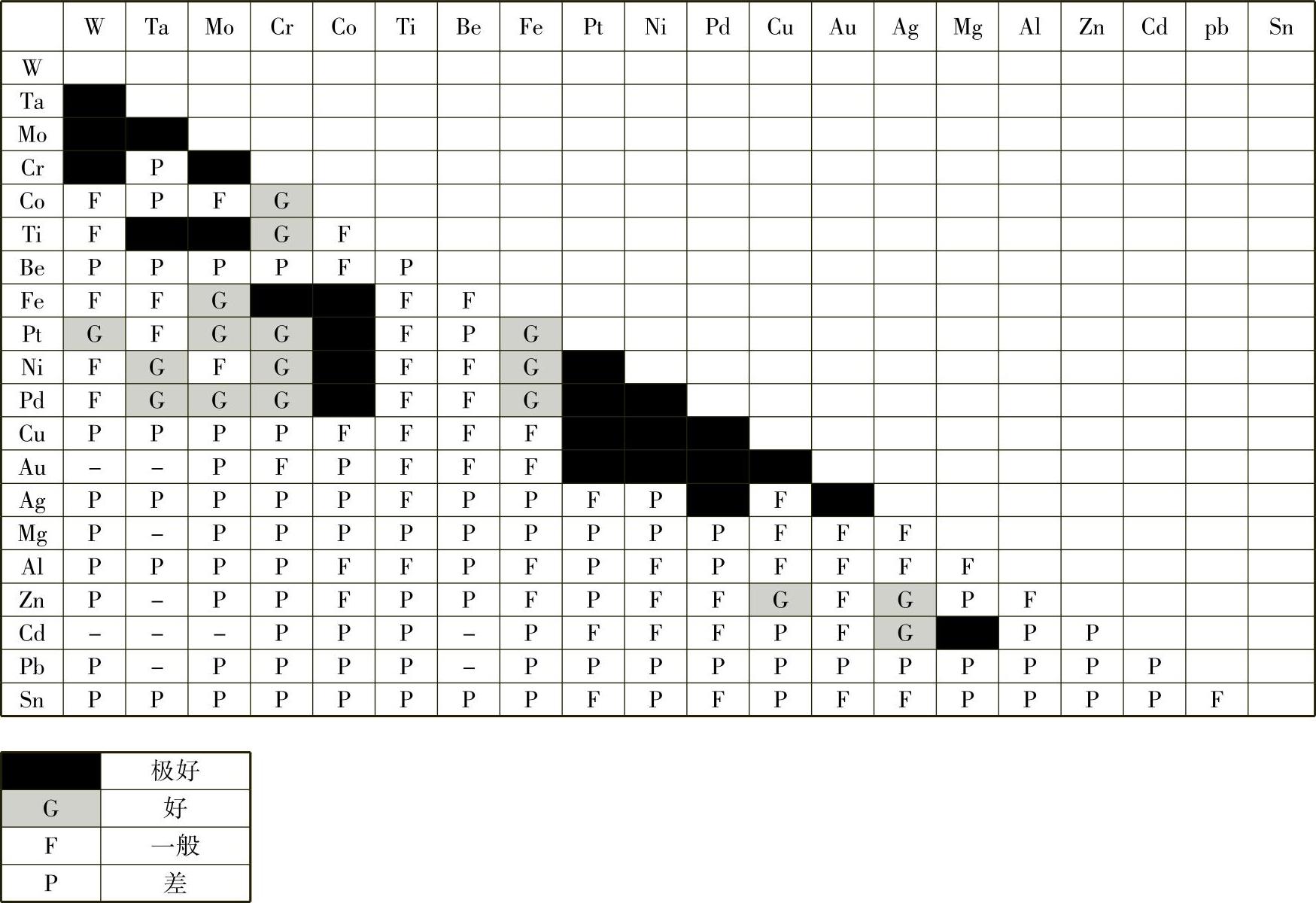
表4.8列出了激光焊接异种金属的可能性,由于激光焊接的熔合区小,冷却速度快,所以激光焊接异种金属的范围比慢速冷却工业要大得多。就像第6章讨论的那样,激光焊接异种金属时形成亚稳态固溶体倾向也比较大。
表4.8 激光焊接异种金属时的焊接性
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。