



4.4.8.1 保护气组成
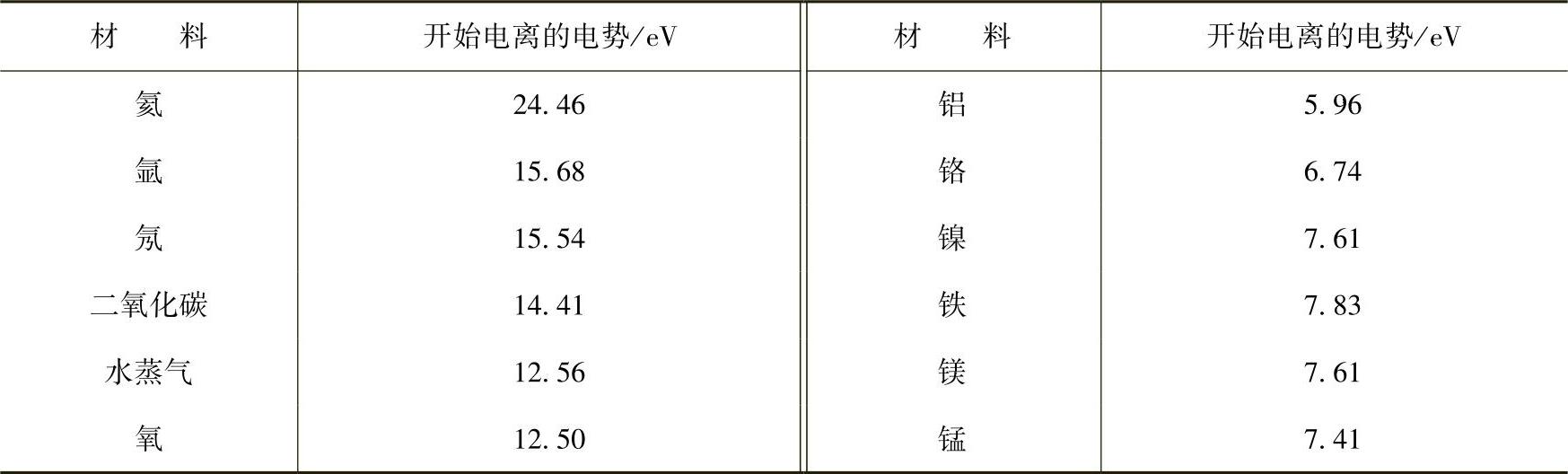
保护气会影响等离子体的形成,等离子体被认为是由匙孔中逸出的热金属蒸气与保护气相互作用所形成的。当金属蒸气从匙孔中喷射出时,保护气进入匙孔看起来是不可能的,但在匙孔脉动的形成与闭合时保护气会进入匙孔。保护气被吸收为等离子体的程度由温度和保护气的电离能所决定。表4.5列出了激光加工中常用气体的电离能。从本书的4.4.4节已经知道短波长的激光有利于减少对保护气的吸收。
表4.5 常用气体和金属的电离能[32]
Greses[4]分别采用3.5kW的CO2和Nd-YAG激光进行了钢板焊接试验,研究表明,Nd-YAG焊接产生的焊接羽流只是热的烟气,烟气温度为2000℃左右;CO2激光焊接产生的焊接羽流是等离子体,其温度为6000~10000℃,因此这种功率下Nd-YAG的保护气是不会被电离的,因此Nd-YAG激光焊可以采用比CO2激光焊相对便宜的保护气体。
当采用电离能比较高的气体作为CO2激光焊接的保护气时,其等离子体对光束的屏蔽作用比较弱。尽管氦气的价格比较高,但它仍是CO2激光焊接时的首选保护气,另外也可以选择便宜的氩气、氮气或者二氧化碳气体。由意大利RTM的研究结果可知,选用不同的保护气,其焊接熔深是不同的,如图4.26所示。等离子体的屏蔽作用随功率的增加而增强。对于保护气和熔深之间的关系,Alexander和Steen[32]给出自己的观点(见图4.27),他们认为低速焊时氦气比较有优势,但高速焊时氩气占有优势。对于辅助吸收,等离子体既有优点也有缺点。如果等离子体靠近工件表面或匙孔内部可以增加光束能量的吸收,然而,如果等离子体变厚或者离开工件表面会对光束产生屏蔽或者折射作用。Seaman[33]研究了保护气成分对焊接速度的影响,因等离子体的影响,通常采用侧吹气体以帮助吹散等离子体。如保护气体与焊缝金属发生轻微反应,形成一薄层氧化物,将有助于激光的耦合。Jrgensen[34]工作表明,当保护气中含有10%的氧时,熔深增加明显,如图4.28所示。加入氧气对一些焊缝是不可接受的,而且价值不大。
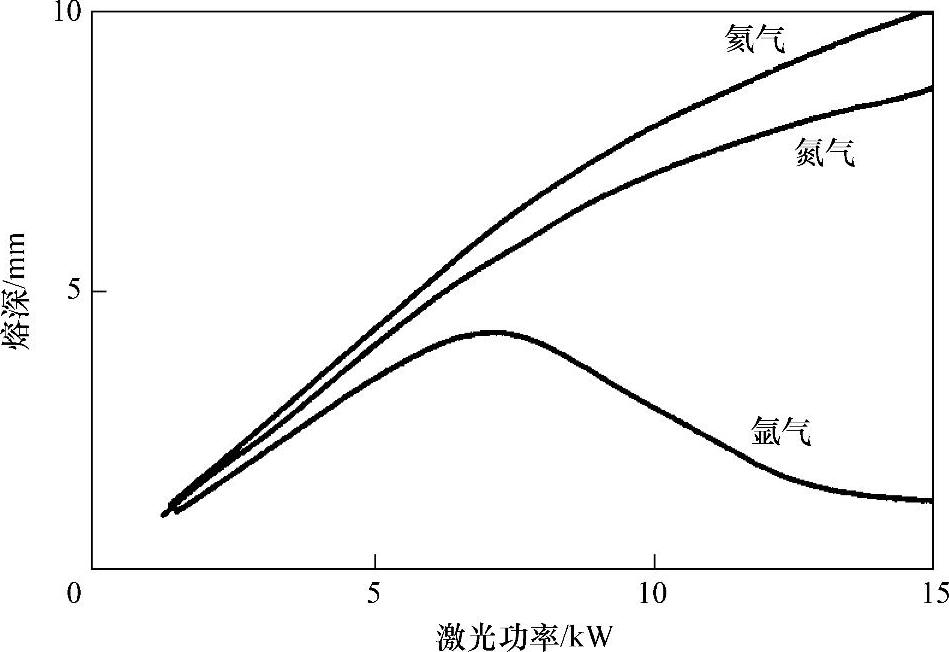
图4.26 保护气、激光功率与熔深之间的关系(10.6μm的激光)
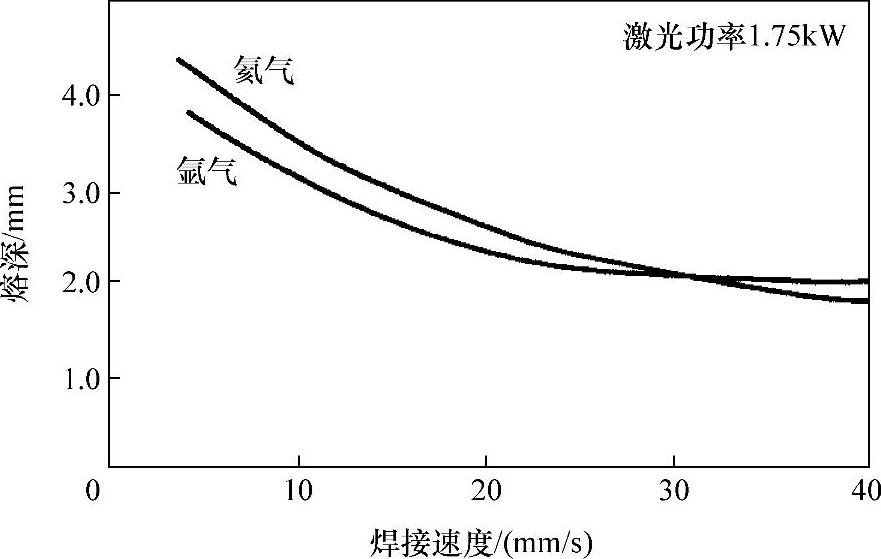
图4.27 保护气为氦气和氩气时,熔深与焊接速度之间的关系(https://www.xing528.com)
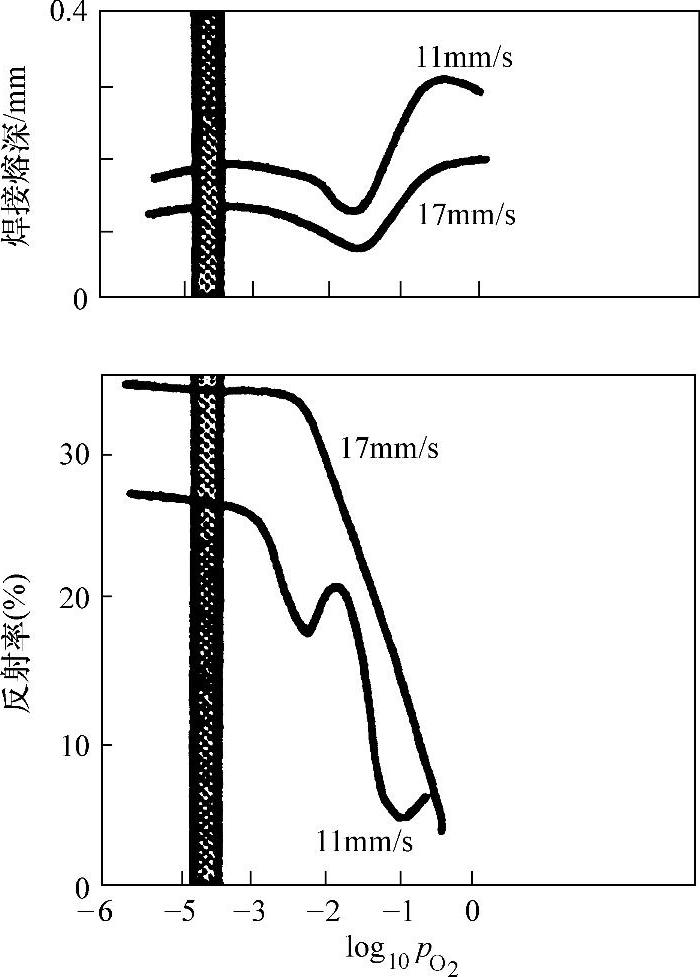
图4.28 焊接熔深
4.4.8.2 保护气的设计
焊接时,保护气的作用范围应包括熔池和热影响区,保护气的流量不能太大,避免对熔池的流动产生影响。如上面所提到的,在焊接时增加一个侧吹的喷嘴可以把等离子体吹走。在焊接镀锌板时,为了使锌金属蒸气快速冷凝,侧吹气体的方向应沿焊件向后,采用这种方式可以使焊接接头有较强的抗腐蚀能力[35]。旁侧的喷嘴可以用来向熔池中送粉。对于高速焊接,应加强对熔池尾部的保护。焊接研究所[36]设计了一个很有趣的装置,它是一个能够控制离子体的喷嘴,如图4.29所示。如果这个45°的细喷嘴被准确地安装到位,它能够将等离子体吹到匙孔内,这样就可以提高光束的吸收率,其焊接效果如图4.30所示。对于厚板焊接来说,采用这个装置是比较有利的,这是由于焊接熔合区变得更平行了,并且可以消除钉头缺陷。
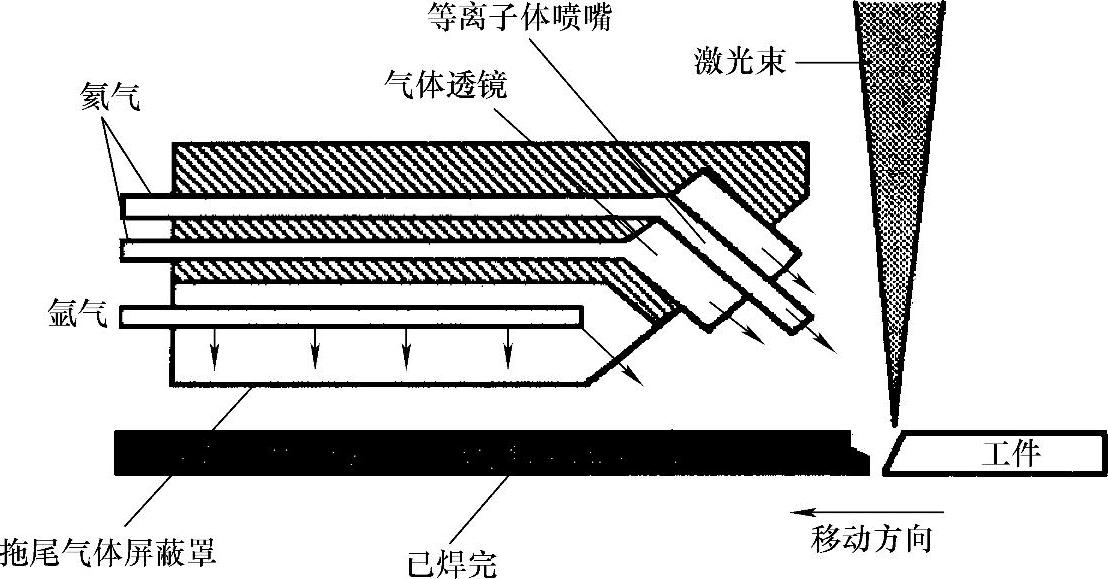
图4.29 可以对等离子体进行扰乱的喷嘴设计图[36](该喷嘴带有拖尾气体屏蔽罩)
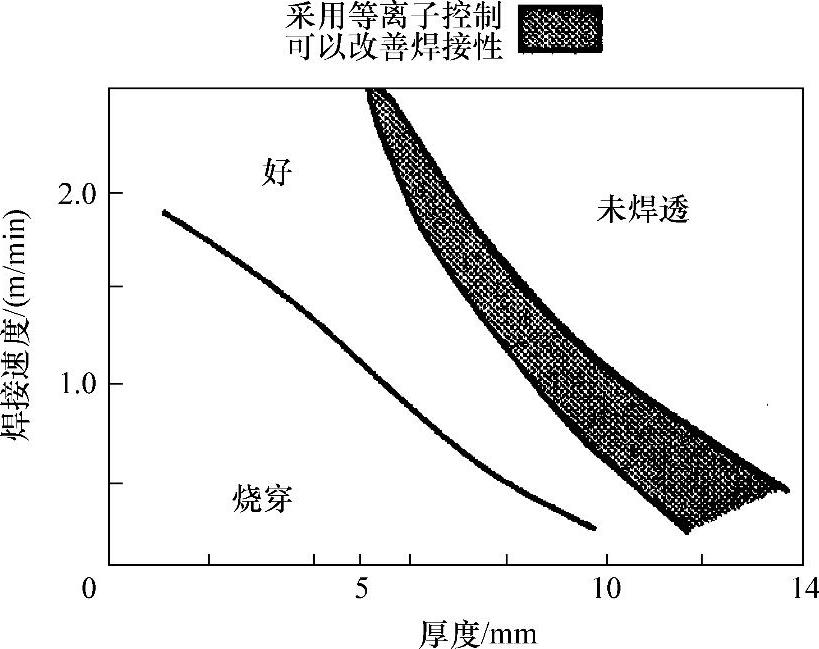
图4.30 6kW激光焊接18.8不锈钢时,使用抑制等离子体喷嘴的焊接效果[36]
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。