



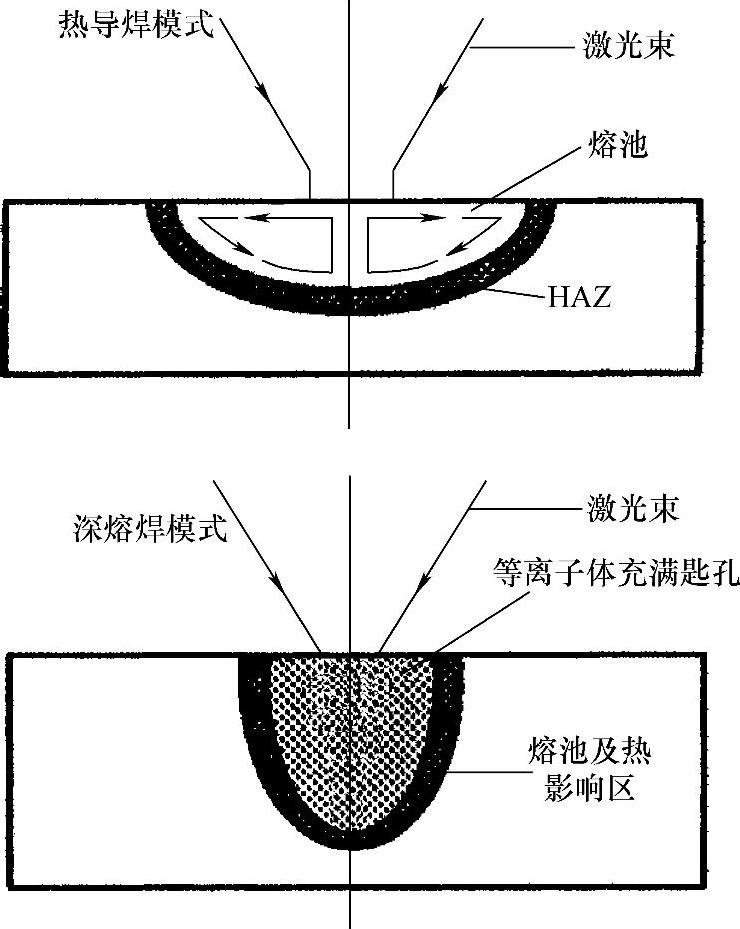
图4.4 热导焊与匙孔焊
如图4.4所示,现有两种激光焊接模式。在一定的焊接速度下,当激光功率密度不足以引起熔池金属沸腾(即出现匙孔),即为激光热导焊。焊接熔池内会出现由马兰哥尼力驱动的强烈搅拌运动,该力主要是由温度引起表面张力变化所致,在第6章有关表面处理的章节中对此有更详细的讨论。大多数的表面处理采用非聚焦的光束来熔化金属,结果会形成一条条热导焊焊缝。另外一种焊接模式是深熔焊(匙孔焊),当单位长度上作用的能量足够高,就会引起熔池金属蒸发,以至在熔池中形成匙孔。这种匙孔是在金属蒸气的压力作用下产生的,在某些高功率的等离子弧焊接中也有产生匙孔的情况,但匙孔的形成主要是来自于等离子体和阴极射流作用产生的气压,而不是由熔池金属蒸发形成的。匙孔的作用类似于光的黑体,当辐射光进入匙孔后,光束在匙孔内经过多次反射后离开匙孔(见图4.5),因此进入匙孔的光能量几乎全部被熔池金属吸收。当焊接高反射率的材料时,这既是优点也是缺点,因为初始形成时匙孔需要较高的功率,而一旦形成匙孔,吸收率就会从3%增加到98%,有可能会损伤焊接结构。
有关匙孔焊接机理有两种理论:一是熔池流动理论,它直接影响焊波形成和焊缝最终的几何形状。焊缝的几何形状是评价焊接质量的一个指标。二是匙孔吸收机理,它会影响熔池流动的稳定性和气孔的形成,激光能量的吸收包括孔壁多次反射的菲涅尔吸收(通过表面反射吸收)和等离子体的逆韧致辐射吸收。对于不规则的小孔,菲涅尔吸收可以根据匙孔前壁的形状进行计算[1],计算时应考虑表平面倾斜、入射光束模式、偏振效应和聚焦位置等因素。等离子体的影响与偏振效果和速度有关(见4.4.3节)。
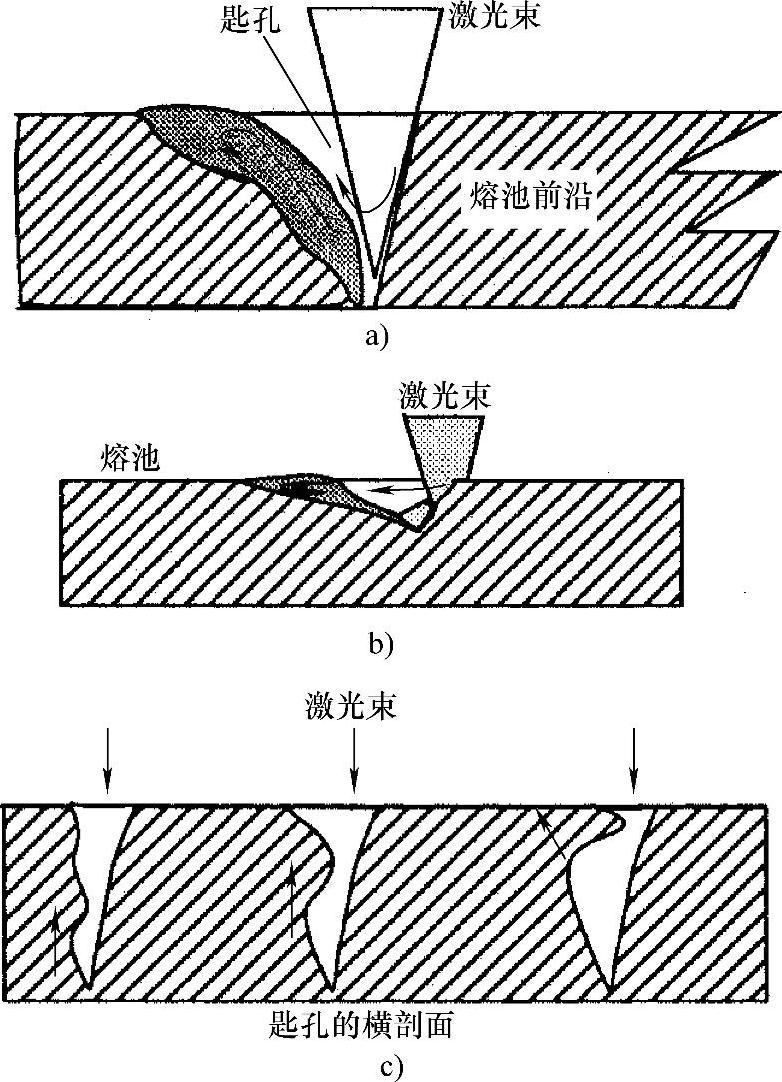
图4.5 激光焊接焊缝的近似形状和液态金属的流动模式
为观察到匙孔,已开展了一些创造性实验研究,其中最著名的实验是由Arata和Matsunawa[2,3]领导的大阪激光研究小组完成的。在这个实验中,他们用Ar+激光作为照明光源,采用高速摄影的方法拍摄了匙孔入口处的形态,并通过窄带滤波器避开等离子体的干扰。拍摄的图片显示出匙孔为一个粗糙的圆形孔,其孔径和聚焦光束的直径大小差不多,匙孔形状一直在快速地变化,其尺寸和位置也在不断变化。他们的研究还表明,匙孔的等离子体由两部分组成:一部分是材料蒸发产生的金属等离子体,其波动情况取决于匙孔的形状,但就其趋势来说,当焊接速度比较低时,等离子体直接向后移动,当焊接速度比较高时,等离子体将上下移动;另一部分是保护气体等离子体,是由金属等离子体与保护气体相互作用产生的,这类等离子体相对于激光束来说比较稳定,但密度随激光功率和焊接速度的变化而变化。
通过特制的微聚焦X射线系统可以观察到匙孔内液态薄膜的情况,使用高清晰度荧光图像照明装置能得到高速图像,该装置配备可视的辅助设备——可见图像放大器。大阪激光小组采用的高速摄影在每秒钟可拍摄5000幅照片,图4.5粗略地显示他们得到小孔的图像。在激光焊接中,匙孔壁始终处于高度波动状态,其波动速度达0.4m/s。匙孔前缘较薄一层熔化金属随着表面波动而向下流动。匙孔前壁表面的任何突起部位都会因受高功率激光辐射而蒸发,接近于大爆炸,喷射的金属蒸气作用于熔池后壁,引起熔池金属振荡,并影响凝固过程中气体的溢出。熔池金属流动本身形成一或两个漩涡,并以相当大的能量进行旋转。可以在熔池中放入W颗粒观察其旋转和运动情况。另外,也可以在焊接材料内部放置一根锡制的焊丝,在开始焊接时锡几乎流遍全部熔池,显示出熔池存在强烈的搅拌作用。其过程描述可以参照Matsunawa的报告[3](见图4.6和图4.7)以及Arata较早的工作(见图4.8)[2]。
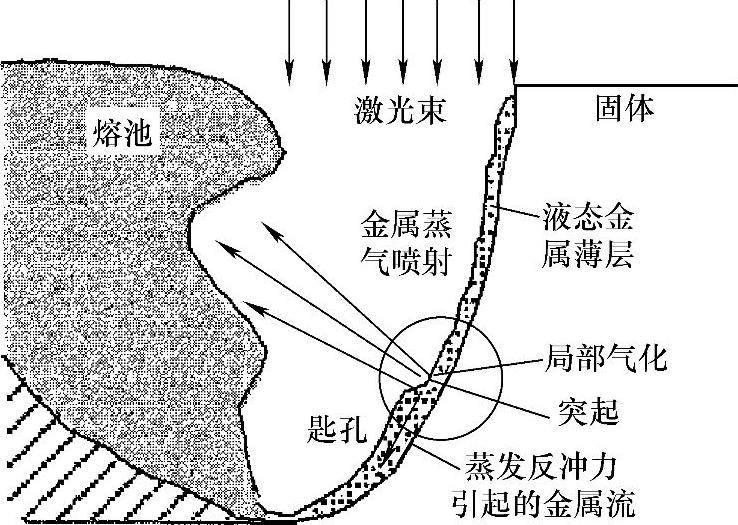
图4.6 匙孔形状和光束吸收的示意图[3](https://www.xing528.com)
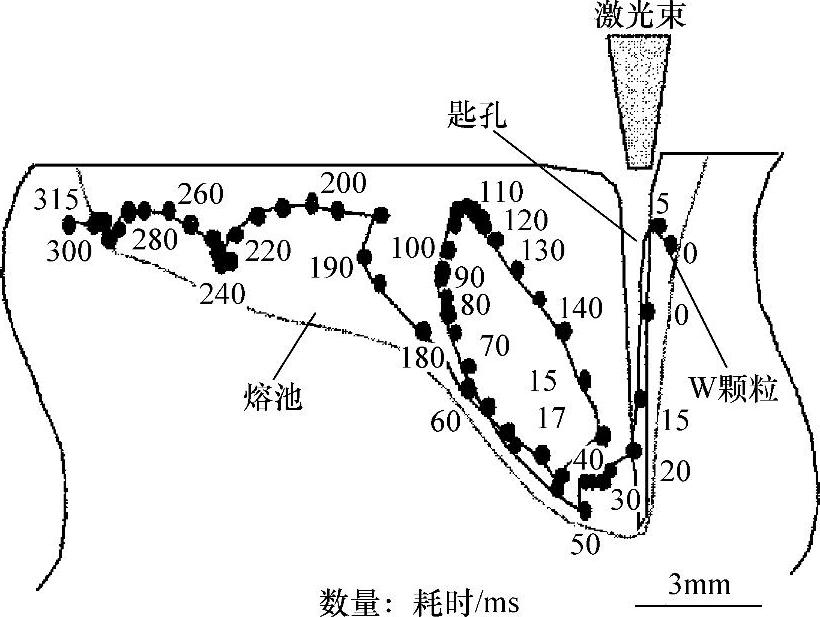
图4.7 用钨颗粒作标示时连结激光焊液体的运动情况[3]
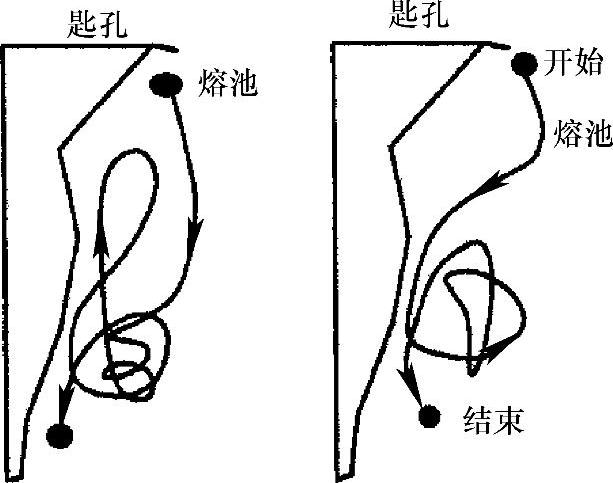
图4.8 匙孔焊熔池运动路径[2]
匙孔中的蒸气由被焊材料的金属热蒸气和匙孔脉动吸入的保护气体所组成,蒸气的温度足够高,以至于部分被电离,从而形成带电的等离子云。从匙孔中逸出的气体速度非常快,它接近于声速,因此可以听到声爆。蒸气流在流经匙孔的颈部呈现为亥母霍兹(Helmholtz)不稳定性(类似于镜头滤光片),即颈口处高速流动的蒸气会产生一个低气压区,促使颈口闭合,这可能是匙孔波动的原因之一,另一个原因是匙孔内偶发的沸腾驱动形成快速液流碰撞所致。沸腾金属的反应是非常剧烈的,甚至形成喷射,作为粒子和烟尘喷出。Greses等人[4]采用光谱法测量了喷出金属蒸气的温度。他们的研究表明,对于Nd-YAG激光焊接,焊接产生的金属蒸气并未电离,温度仅为2000℃的量级,而CO2激光焊接产生的蒸气要发生电离,焊接产生的温度很高,大约在6000~10000℃的范围。这表明Nd-YAG激光焊接时保护气对等离子体的影响作用没有CO2激光焊接时大,Greses等人[4]已用实验对此进行了证明。
通过在等离子体周围施加电场,证明CO2激光焊接产生的等离子体是带有电荷的(参见第10章10.2.3.3节中的“等离子体电荷传感器”)。然而,等离子体和高温金属蒸气二者都会干扰激光的传输。当采用10kW的CO2激光焊接时,如果没有保护气吹走等离子体,将会出现如图4.9所示的情况。等离子体对光束能量的传输产生阻碍作用,这是由于等离子体中自由电子会通过逆韧致辐射吸收激光能量,或等离子体中的细小颗粒会对光产生散射作用,或急剧变化的温度梯度使等离子体的折射率发生很大变化,从而会导致光束发生散焦。
Greses等人[5]对功率为3.5kW的CO2激光焊和Nd-YAG激光匙孔焊中喷出的颗粒尺寸进行了测量,发现CO2激光焊接的烟尘中有93%的细颗粒在100nm以下,只有2%的颗粒在1μm以上。而在Nd-YAG激光焊的金属蒸气中,有78%的颗粒在100nm以下,但有14%的颗粒在1μm以上。对于Nd-YAG激光焊接来说,考虑到细小颗粒的Rayleigh(瑞利)散射和Mie(米氏)散射是非常重要的[1],而对于CO2激光焊接来说,细小颗粒对逆韧致辐射吸收比较高。与CO2激光焊接相比,Nd-YAG激光焊接会产生更大的粉尘。
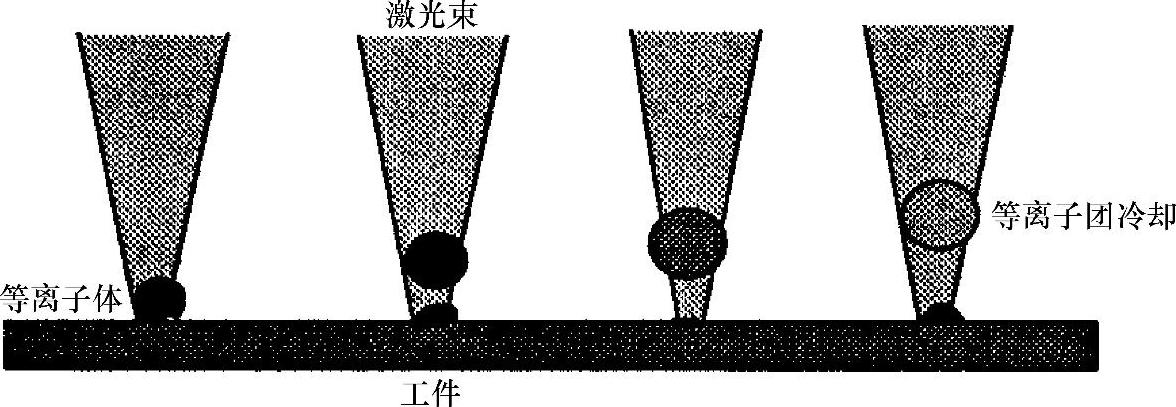
图4.9 如果没有旁路喷嘴将等离子体吹走,等离子体的闭合的示意图
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。