



【摘要】:通常的激光焊接过程如图4.2和图4.3所示,从图4.3可以看出,光能焊接具有柔性,在焊接领域,激光器的使用者需要积累焊接经验。对于聚焦激光束来说,在2.8节和2.9节已经讨论了聚焦光束的光路可能的布局情况,所有焊接过程都需要气体保护,激光焊也不例外。然而,施加保护气体并不困难,为防止飞溅物损坏光学器件,保护气体必须与工艺要求合理调配。图4.2 激光焊接的总平面布置图图4.3 采用金属光镜从管子内壁焊接的布局图
和激光切割一样,激光焊接同样依赖于细聚焦光束获取焊接熔深,但如果焊缝难以跟踪,或者间隙是变化的情况例外,在间隙变化时使用较宽的光束进行焊接是比较容易或更可靠一些。然而,在这种情况下,一旦激光束被散焦,这样的焊接过程就面临着等离子弧焊接的竞争。通常的激光焊接过程如图4.2和图4.3所示,从图4.3可以看出,光能焊接具有柔性,在焊接领域,激光器的使用者需要积累焊接经验。如由内向外进行管道激光焊接时,其优点是质量检查比较简单,这样可以节省相当多的质量控制费用。对于聚焦激光束来说,在2.8节和2.9节已经讨论了聚焦光束的光路可能的布局情况,所有焊接过程都需要气体保护,激光焊也不例外。然而,施加保护气体并不困难,为防止飞溅物损坏光学器件,保护气体必须与工艺要求合理调配。当焊接高反射率的材料时,通常将工件倾斜5°左右,这样做是为了避免背反射光进入光路和损坏“O”形环,或者是为了避免反射光直接反射回激光谐振腔,从而影响光束质量。这样的反射光就像空气一样难以控制,而且它对激光输出窗口构成威胁。然而,如果能够恰当地控制反射光,当反射光比较强时,能够获得更高的功率。
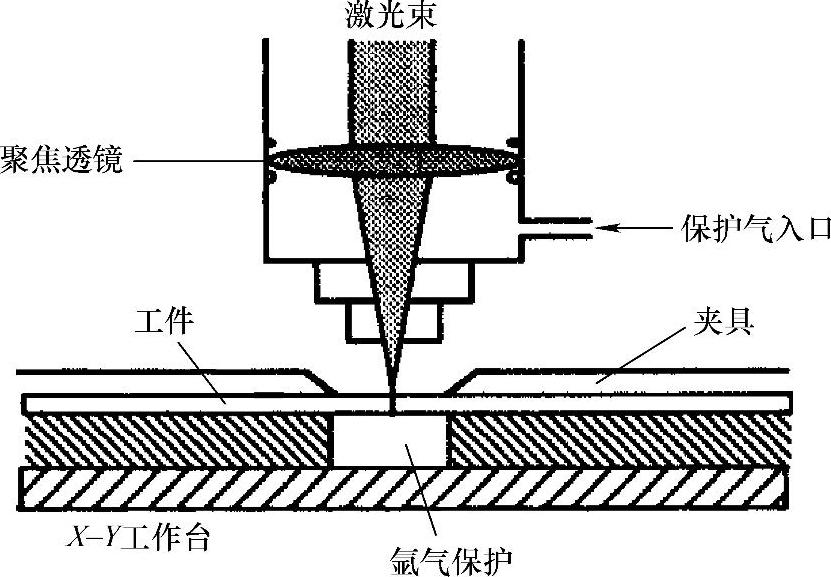
图4.2 激光焊接的总平面布置图(https://www.xing528.com)
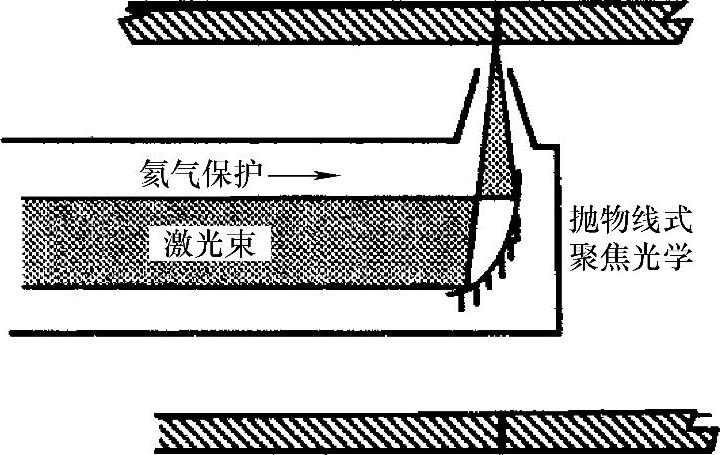
图4.3 采用金属光镜从管子内壁焊接的布局图
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。