



激光打孔可以采用环切(围绕孔的边缘切割)和冲击打孔的方法,这两种方法通常都采用短而尖的脉冲。由于具有高尖峰的短脉宽脉冲改善了能量的吸收和熔融金属的强烈喷发,可以获得整洁的孔。Rohde和Dausinger[61]使用每秒42000帧的高速摄影技术拍摄打孔过程的闪光,研究了孔的形成过程,结果显示,熔滴断续滴落,而碎片则主要从孔的边缘喷射出。孔的质量依赖于光束在时间和空间上的分布,从而给该工艺带来一个新的研究方向。Nd-YAG激光很适合于这种应用,但也可以使用CO2激光。
激光打孔的主要竞争来自于电火花加工(EDM)和电解加工(ECM)工艺,这些工艺虽然速度比较慢,却可以获得圆度更好、形状更精确以及锥度很小的孔。这类工艺通常使用多钻头以提高生产效率。但是相对于激光能达到的标准,这些工艺仍存在着工具成本过高和缺乏灵活性的缺点。激光打孔通过使用多种短脉冲(数百纳秒)甚至更短的飞秒脉冲可以获得更优异的质量。据报道,进一步改善打孔质量可使用更短波长的激光,特别是铜蒸气激光器(CVL)[62]的低阶模式的绿色激光,见图3.32。与贯穿型打孔方式不同,这种技术对于旋切式打孔也很有效[63]。以下是一些主要的打孔应用。
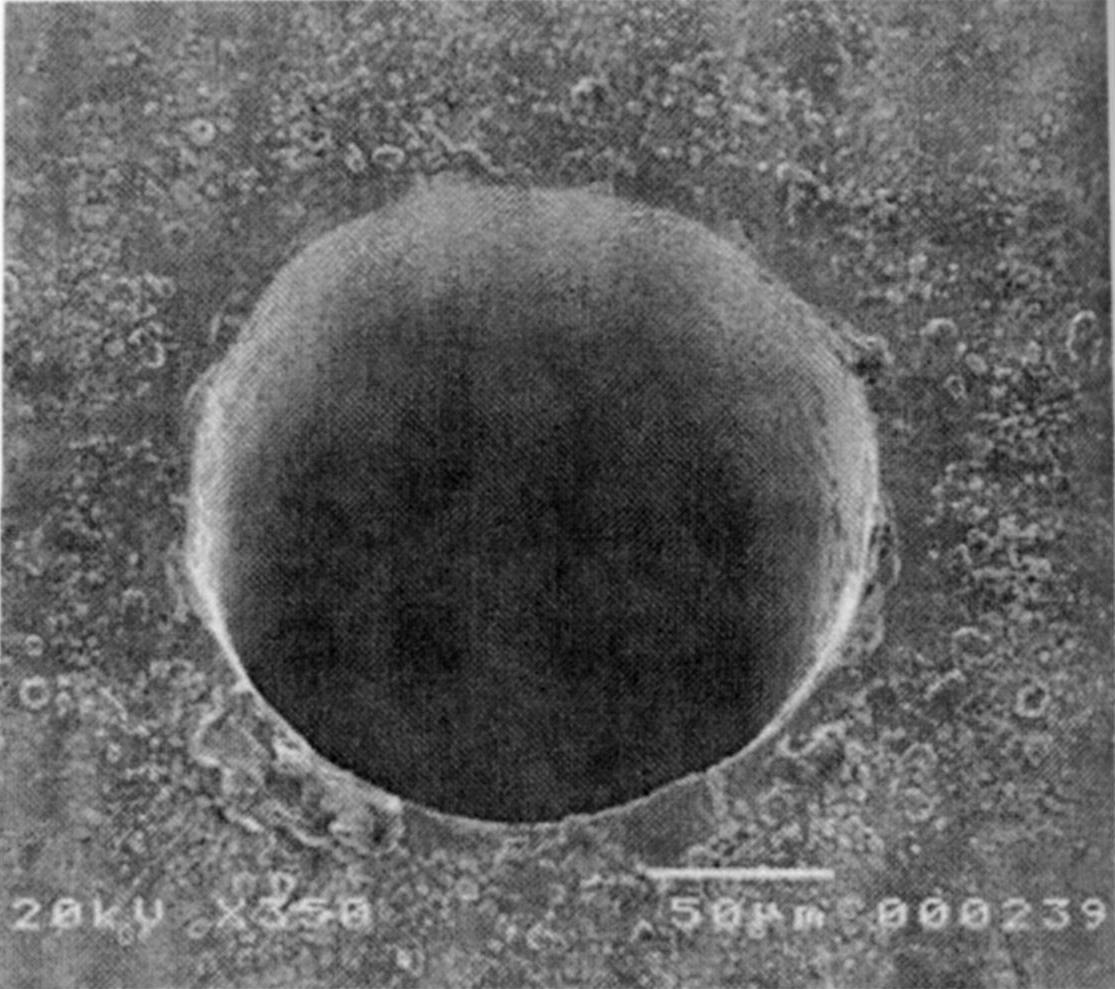
图3.32 淬硬钢上一个150微米孔的激光进入口
这个孔就像是“钻”出来的。图中显示的是由铜蒸气激光器的绿色光加工出的整洁的孔。承蒙牛津激光提供。
①喷墨嘴[64]。喷墨技术随着计算机打印应用的增长不断地出现新的商机,这些应用有纺织品印刷、打标、医学诊断所用化学物资喷涂,甚至是用户定制的香味涂层等。这些都是通过精心制造的精确微孔喷射微小的墨滴而完成的。墨滴的喷射力既可以是压电式的,也可以是热感气泡式的。现在有三种主要的微孔制造方法:电成型法、硅蚀刻法、准分子激光微加工法。在300~1200点/英寸(dpi)[1]范围内,在所有圆孔加工工艺中准分子激光加工是最好的,其制造出的孔径在20μm以下,可以喷出毫微升的液滴,并加工成圆形、方形或椭圆形孔。紫外激光蚀刻加工是首选工艺,因为它是一种冷加工法,几乎没有直接性的伤害。聚酰亚胺喷嘴面上覆盖一层几微米的水溶性材料,便于因激光产生的等离子体再凝结的残留炭微粒可以被冲洗掉。当然,也可以穿过聚酰亚胺层进入低粘性衬垫材料进行打孔,以保证整个喷嘴平面上打出形状类似的小孔。(https://www.xing528.com)
②印刷电路板电子布线图的微导孔。Excitech公司应用双激光法专门为三层两种材料的复合基板打孔。首先用紫外激光在最上层的覆铜层上打出直径为50~100μm的孔,然后用CO2激光对暴露出的绝缘体进行打孔,当光束达到绝缘层下的另一覆铜层时这一过程自行终止。Excitech公司以这种工艺每秒钟可以打出10000个孔[65]。
③涡轮叶片、导向叶片和燃烧室的冷却孔[66]。与传统设计仅有30000个孔相比,现代“喷射冷却”燃烧室内衬上含有60000个以上的冷却孔,主要的制造方法是EDM或ECM,一般都是以同样的角度打许多孔,孔的圆度很好,几乎没有锥度,热影响区(HAZ)极小。有一些孔须要循环打两次,第二次是最终完成并去除少量的残渣,而激光环切打孔恰恰具有竞争力。甚至激光冲击打孔出现的喇叭口和锥度却正好被发现“适用于目的”,以适应于合适的空气流动特性,这大大提高了生产率。激光器制造商在光束质量、稳定性、高峰值功率以及在聚焦和焦点尺寸的全自动程序控制方面已经有了更大的改进。除此之外,还研究了部件旋转运行时的打孔技术和其他各种各样的精细技术。对覆盖有保护衬壁(通常为塑料)的冷却通道打孔时需要对衬壁进行保护,涡轮叶片和导向叶片通常是涂覆有热屏蔽层(一般是稳定的氧化钇和氧化锆),这样就不可能使用EDM和ECM工艺打孔。Voisey等[67]的最新研究表明,激光可以在这些材料上打孔并且对热屏蔽涂层(TBC)的附着具有改善作用。由于在不同角度和各种尺寸的打孔中显示了其灵活的特性,激光正在取代多头的EDM和ECM打孔工艺。然而,与之竞争的EDM技术仍然在不断进步,其中进步之一就是采用中空工具和高压液体冲洗技术的所谓“快孔”技术。但是无论如何,激光这种工具总是更简单和更经济。
有关灌溉水管和香烟纸的打孔问题在前面已经提到过,气雾剂阀门元件、气体液体吸收装置的鼓泡器、婴儿奶嘴孔、泵上气雾喷嘴的0.04mm微孔、涡轮机燃烧室和叶片上的孔、光学元件的通光孔隙、CD光盘等都是激光打孔的应用范畴。
激光的优点是可以在表面上以一定的角度打孔,例如在蒙乃尔合金螺栓上打出精细的锁销孔就是一例。激光打孔既快速又精确,例如在哈斯特镍合金(Hastalloy)上打孔,——这是一种具有粘性并很难钻的金属,机械打孔速度慢,每打一个孔约需要60s,并且在孔的下部有挤出物须要清除;机械冲孔速度快,但是孔径须大于3mm;ECM方法也太慢,每打一个孔需要180s,但是孔形整齐;EDM方法成本高速度慢,每打一个孔需要58s;电子束打孔速度快,每打一个孔只需0.125s,但是需要真空室而且成本比YAG激光更高;使用YAG激光打孔只需4s,过去用环切法曾打出超过一定尺寸范围的孔。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。