



3.5.3.1 气体喷射速度的影响
喷射气体如何将熔融物拖带出切缝已有描述,熔融物被清除的越快则下一部分金属熔化得就越快。因为气体的拖带决定于切槽的雷诺数,ρud/μ(这里ρ为气体密度,u为气体速度,d为一个特征性的参数,如切缝宽度,μ为气体粘度),所以切槽内切割面上气体的速度是很关键的。Gabzdyl[2]进行了一些试验,证明改变切缝前端的气体输入角度,其影响甚微。从图3.23可以看出,通过增大气体喷射速度可使切割速度上升到某一定值。但是为什么随喷嘴压力增大切割速度却下降曾经令人感到困惑,一些早期的研究工作者曾认为冷却是问题的原因,但是在3.3节中的计算证明其是错误的,或至少不是很可靠的。

图3.23 气体压力对切割速度的影响[40]
Kamalu和Steen[40]进行过一些纹影试验,结果表明,邻近切割面处存在一个密度梯度场(DGF),它可能会影响激光束的切割前端聚焦。然而DGF像一个透镜,故其影响难以达到图3.23中所示的程度。Fieret等人[41]在Culham实验室进行了一些表面压力测量工作,结果表明,存在一系列与高压喷射流有关的冲击现象,其结构显示在图3.24中,将其结果绘制成随压力场而变化的关系曲线图,如图3.25所示。当喷嘴距离大约为2mm时(这是大多数工作距离),预计第一个马赫冲击环会首先影响切割。研究人员采用皮托系统(空速管)试验了多种形式的喷嘴,希望能找到最佳喷嘴形状而避免上述问题。研究显示当喷嘴孔具有奇数个凸齿状,比如像“☆”时可以避免马赫环问题。然而,这又引出了另外的问题,当偶然的烧蚀或反射光可能损害喷嘴时如何保持喷嘴形状。但是,所有这些精细技巧方面的科技问题并未难倒激光工作站的工作人员,他们制造出了压力达到14bar或更高的切割用喷嘴,而且采用能经受高压的特殊设计的光学系统,如图3.26所示[42],这已取得良好的效果。目前有两种主要的切割压力范围:1.0×105~6.0×105Pa的氧气低压切割和1.0×106~2.0×106Pa的惰性气体比如氮气的高压切割(见图3.27[43])。采用活性气体时,太高的气体速度会使切口壁烧蚀过度,反之,采用惰性气体则需要其能清除所有熔融物。

图3.24 超声速冲击射流的结构[41]

图3.25 不同距离和压力下因冲击射流形成的压力场[41](Pn为喷嘴压力,Pw为工件上的压力,z为喷嘴到工件的距离)
注:1磅/平方英寸(psi)=6.89千帕斯卡(kPa)。
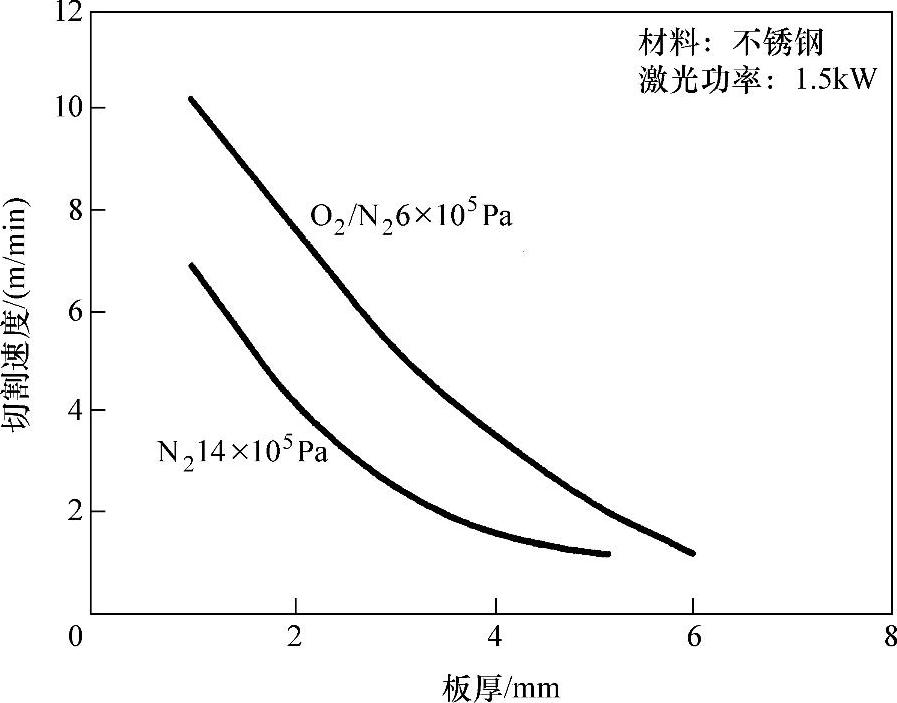
图3.26 用惰性高压气体切割不锈钢[42]
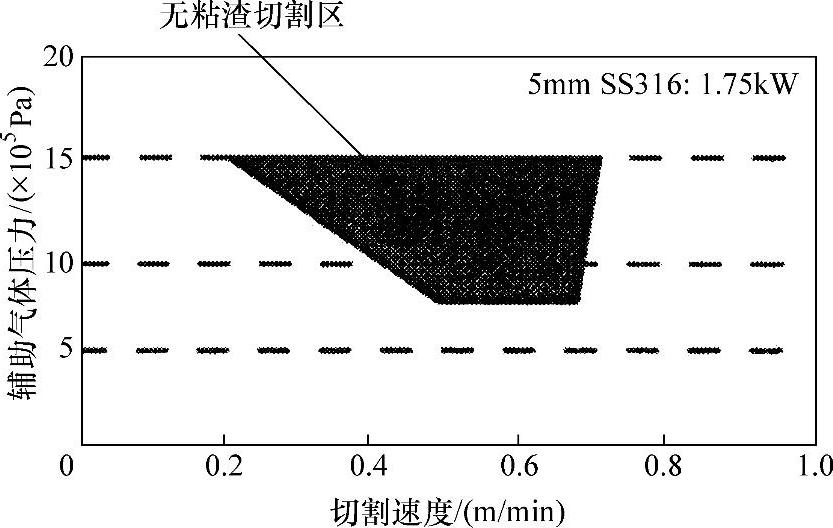
图3.27 N2喷气压力对优化切割窗口的影响[43](https://www.xing528.com)
多重喷嘴系统目前正应用于多个领域。图3.28[44]显示了所谓“洁净切割”的Amada喷嘴,其内部喷嘴内的气体压力约为1个大气压,用于保护透镜,而外部环形喷嘴的工作压力为5个大气压,其目的是为了获得毛刺少、无条痕的切割,例如,三菱公司(Mitisubishi)声称采用这种方法切割4mm厚的铝(A5052 Al 2.4%Mg合金)只需要1.8kW的CO2激光功率。日本天田公司(Amada)和意大利Prima工业公司开创性地使用了外部环形喷嘴喷射水射流的喷嘴,从而减小了切割硬化区(HAZ)的深度,熔渣、粗糙度、烟气以及由于加热膨胀等产生的切割缺陷[45]均有所下降。
3.5.3.2 喷嘴调准的影响
激光切割质量还受到喷嘴与光束之间是否对准的影响。Gabzdyl[46]曾经进行过光束与气流不对准情况下的系列试验。喷嘴调准与否既影响切口的粗糙度,又影响熔渣从切缝中的清除,例如,可能是在试验清渣时故意使光束不重合,结果使全部熔渣都粘附在了废弃材料上。
3.5.3.3 气体组分的影响
根据BOC公司的Zheng[47]和Chen[48]的一些试验结果显示,气体组分影响切割质量。如果使用纯氧,对切割是有利的,如图3.29[43]所示,仅仅1%的杂质就会严重降低切割性能。这是O’Neill和Steen[27]考虑到切割过程中切缝内会出现气体的自然混合的分析而得出的结论,由于这种混合会降低活性气体的效率,所以大于15mm的切割深度就难以达到。
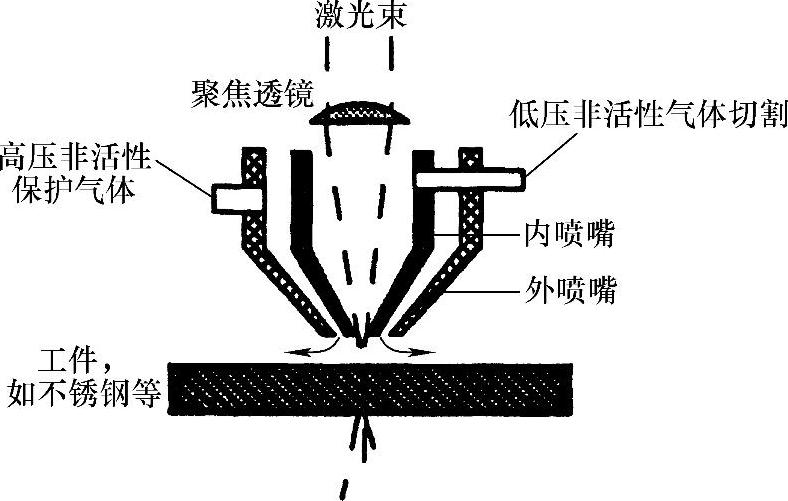
图3.28 用于“清洁切割”工艺的高压环形喷嘴[44]

图3.29 氧气纯度对切割速度的影响[43]
气体反应切割容易产生条痕,同时氧也会在切割边形成氧化层,因此,特别是在切割不锈钢时,为避免形成高熔点的铬氧化物熔渣,经常优先使用惰性气体。惰性气体切割通常是在很高的压力(14bar或更高)下进行,拉法尔超音速喷嘴增强了拖带力,其切割质量很好。
3.5.3.4 水喷射波导激光技术
使用气体清除熔融物方面有一项改进,即采用水射流作为激光波导的技术应用[49]。这项技术是将100~500W的Nd-YAG脉冲激光束插入直径仅为50μm的层状喷水射流中,可以用于切割、打孔、蚀刻处理材料的表面结构,涉及金属、陶瓷、塑料、复合材料和半导体材料等,不仅质量优异,而且还能进行长达100mm的远距离大型操作。喷水射流能极大地减小热影响,其冲刷作用也足够强劲,可以获得很高平整度的切面。由于工作距离长,也适合切割三明治结构材料,有报告称可以以50mm的距离进行操作[50]。其切割的能量完全来自于波导内的激光束,水喷射只起到冲刷和冷却作用。切割面类似于喷砂处理表面,切割深度介于0~3mm之间,最小切缝宽度为0.05mm,而与之相比,单独用激光切割则为0.15mm。切割时几乎没有烟气和碎屑,因为都被水流吸收。主要的缺点是存在水,需要采取一些方法擦拭。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。