



切入车削加工策略是基于现代机夹可转位车刀具有良好轴线切削功能而开发出的基于切槽刀横向切削为主的加工刀路。图8-46所示为切槽刀具轴向车削原理。首先,径向车削至ap深度,然后转为轴向车削,由于切削阻力Fz的作用,刀头产生一定的弯曲变形,形成副偏角,修光已加工表面。同时刀具略微增长Δd/2,进行横向车削。刀具伸长量Δd/2是一个经验数据,受背吃刀量ap、进给量f、切削速度vc、刀尖圆角半径rε、材料性能、切槽深度以及刀头悬伸部分刚度等因素的影响,一般在0.1mm左右。
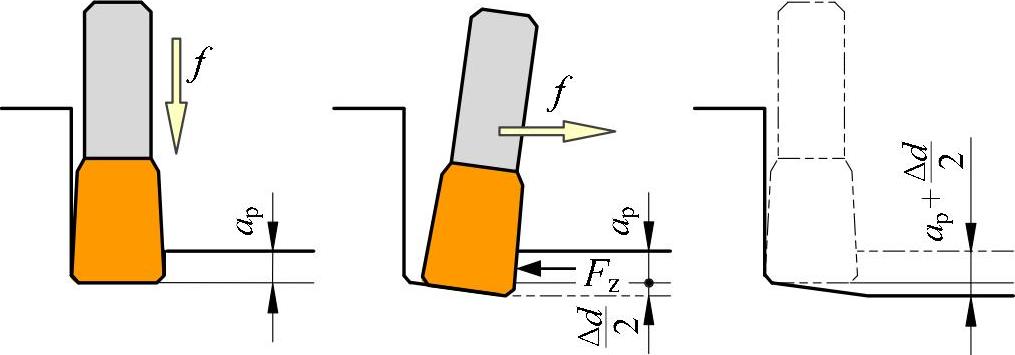
图8-46 切槽刀具轴向车削原理
切入车削适合于宽度较大的槽加工,其可实现轴向车削槽的粗、精加工编程。图8-47所示为带底角倒圆的宽槽粗加工刀轨,由于轴向车削的刀头伸长,因此径向切入转为轴向切削前刀具应退回0.1~0.15mm的距离,参见图中Ⅰ放大部分。考虑切削过程中尽量避免两个方向受力,故轴向车削转径向切入时,还有45°斜向退刀方式,参见图中Ⅱ放大部分。

图8-47 切槽刀具轴向车槽粗加工轨迹分析
图8-48所示为轴向粗车配套的精车加工步骤,其第②步轴向车削前仍然要回退刀具伸长量Δd/2。
 (https://www.xing528.com)
(https://www.xing528.com)
图8-48 切槽刀具轴向车槽精加工步骤
图8-49所示为切入车削粗、精车削实体仿真示例,图中精车加工圆柱部分似乎大一点,实际上是软件仿真时未考虑刀具伸长变形所致,若刀具伸长量Δd/2选取合适,实际加工件是看不到这个略凸现象的。
切入车削功能不仅可切削以上底角倒圆的宽槽,同样也可加工无倒圆倒角的矩形槽,以及任意形状凹槽的加工,甚至可进行复杂外轮廓形状外圆的粗加工,如图8-50所示为切入车削粗、精加工图8-38所示外轮廓实体仿真示例,当然,该方案用切槽刀精车轮廓,在圆弧凹槽底部理论上是存在一点加工误差的。

图8-49 切入车削验证加工示例
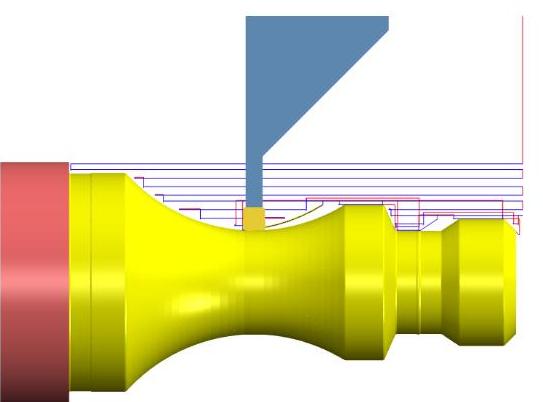
图8-50 切入车削加工仿真示例
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。