



循环车削加工策略是以输出循环加工指令为目标的一种加工策略,Mastercam 2017中包括粗车 (G71)、仿形
(G71)、仿形 (G73)、精车
(G73)、精车 (G70)以及沟槽
(G70)以及沟槽 (G75)循环四种,从应用角度看,“粗车(G71)+精车(G70)”循环和“仿形(G73)+精车(G70)”循环一般是组合应用,因此其实际是三种加工策略。学习循环车削加工编程首先必须熟悉G71、G73、G70和G75这几个指令的格式及应用,否则,建议跳过。
(G75)循环四种,从应用角度看,“粗车(G71)+精车(G70)”循环和“仿形(G73)+精车(G70)”循环一般是组合应用,因此其实际是三种加工策略。学习循环车削加工编程首先必须熟悉G71、G73、G70和G75这几个指令的格式及应用,否则,建议跳过。
(1)粗车(G71)+精车(G70)循环指令及应用 熟悉手工编程的读者都知道,G71+G70循环组合是长径比较大、圆柱形毛坯回转体零件数控车削加工的常见组合,可用较短的程序段完成零件的粗、精加工。图8-42所示为粗车+精车加工策略的应用示例,其可替代例8-2中的粗车+精车工序(表8-1步骤6和步骤7)。仅仅看刀具轨迹,差异似乎不大,但后处理输出G代码后就可明显看出差异。
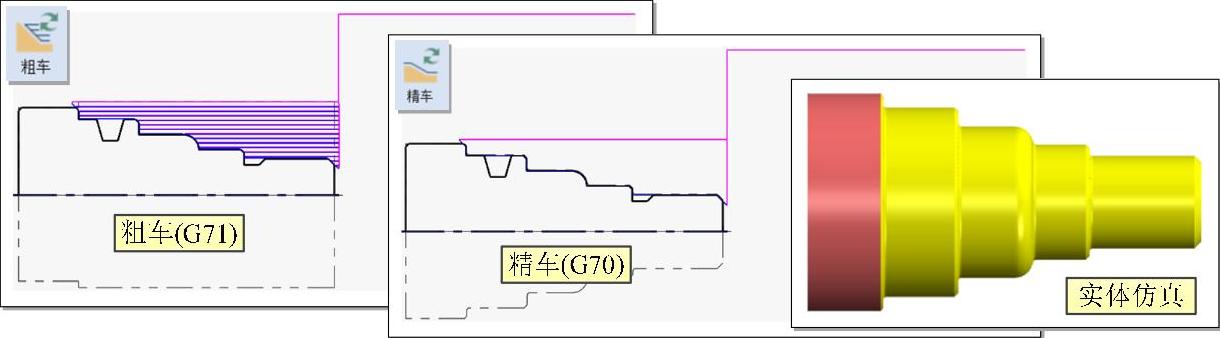
图8-42 粗车+精车加工策略的应用示例
(2)仿形(G73)+精车(G70)循环指令及应用 手工编程中,G73+G70循环组合是加工轮廓线非单调变化零件加工的常用组合。图8-43所示是仿形+精车加工策略的应用示例,圆柱体与锻件类毛坯零件粗车毛坯的刀轨是不同的,其可替代例8-3中的粗车+精车工序(表8-2步骤4、步骤5和步骤7)。
 (https://www.xing528.com)
(https://www.xing528.com)
图8-43 仿形+精车加工策略的应用示例
(3)沟槽循环(G75)指令及应用 G75指令加工的沟槽结构只能是侧壁与轴线垂直且相等的沟槽,因此循环沟槽指令“沟槽选项”对话框中的定义沟槽的方法只能是1点、2点和3直线三种方法。循环沟槽加工策略的典型应用主要有多个窄沟槽、单一宽沟槽和啄式切断三种,如图8-44所示。当刀具横向移动的步进量
小于刀具宽度,则是宽槽加工;当横向移动量大于刀具宽度,则是切削宽度等于或略大于刀具宽度的多个窄槽;若横向移动步进量等于0并取消精修,且径向车削至中心,则相当于切断。因为径向进刀可以设置为啄式切削,因此切断效果很好,且程序段少(仅需两个程序段)。
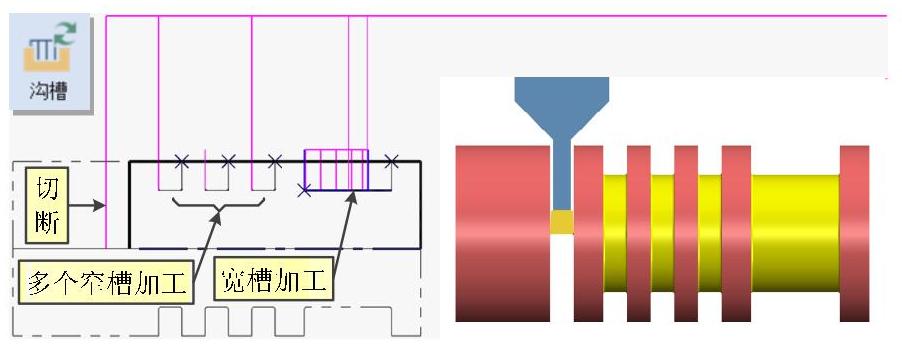
图8-44 沟槽循环加工策略的应用示例
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。