



粗车加工主要用于快速去除材料,为精加工留下较为均匀的加工余量,其应用广泛。切削用量选择原则是低转速、大切深、大走刀,与精车相比,其转速低于精车,切深和进给量大于精车,以恒转速切削为主。图8-8所示为粗车加工示例,其零件图参见图8-37;毛坯是基于实体或旋转边界创建的,已完成左侧装夹端外圆与端面加工和右端面及中心孔加工;装夹方式为一夹一顶。

图8-8 粗车加工示例
1.加工轮廓串连的选择
单击“粗车”功能按钮 ,由于是第一个操作,会弹出“输入新NC名称”对话框,确定后弹出“串连选项”对话框,在默认“部分串连”按钮
,由于是第一个操作,会弹出“输入新NC名称”对话框,确定后弹出“串连选项”对话框,在默认“部分串连”按钮 有效的情况下,单击拾取加工轮廓起始段和结束段,必须确保串连加工的起点与方向与预走刀路径方向一致,单击“确定”按钮
有效的情况下,单击拾取加工轮廓起始段和结束段,必须确保串连加工的起点与方向与预走刀路径方向一致,单击“确定”按钮 ,弹出“粗车”对话框,默认为“刀具参数”选项卡。
,弹出“粗车”对话框,默认为“刀具参数”选项卡。
2.粗车加工主要参数设置
(1)“刀具参数”选项卡 如图8-9所示,设置选项包括刀具、刀具号(确定后最好修改刀具号与刀补号)、切削用量(注意单位的选择)、参考点等,具体参见5.1.5节中的介绍。
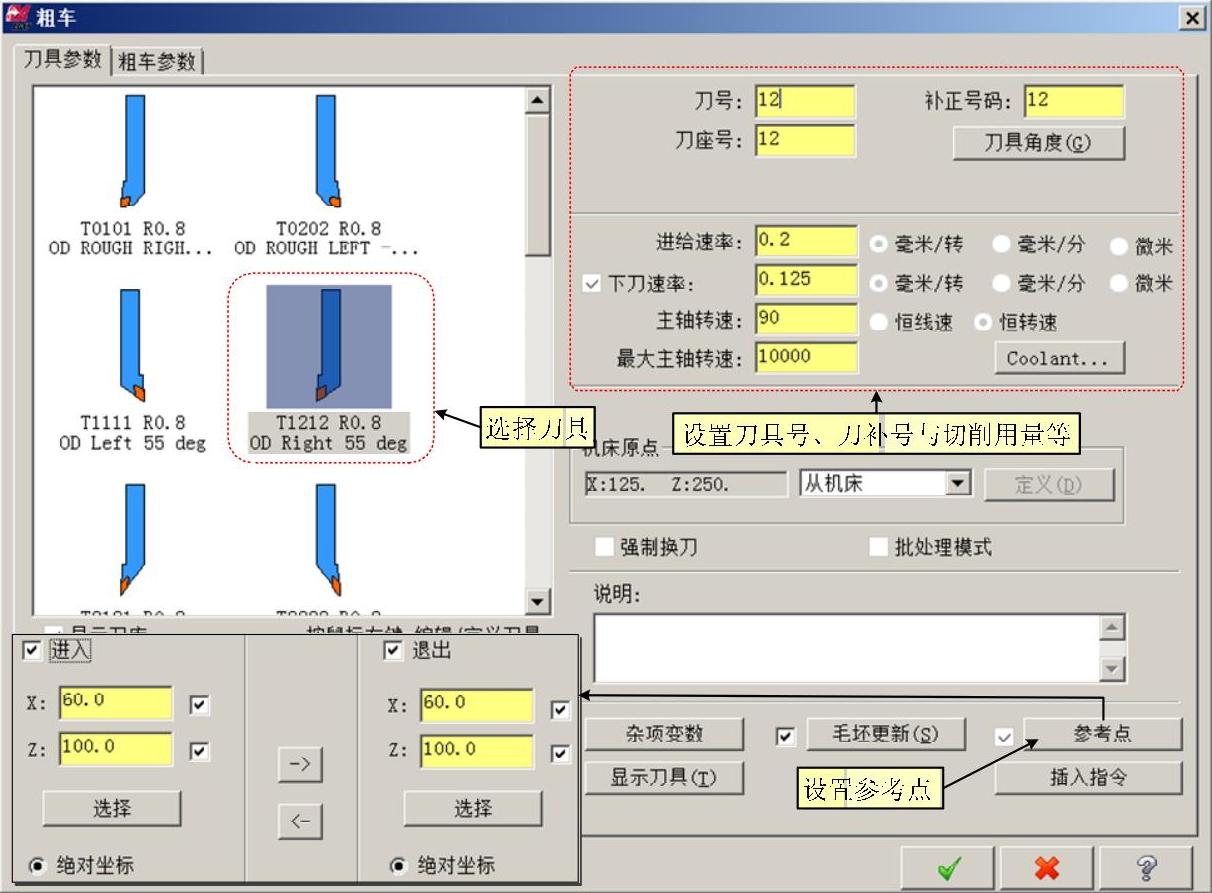
图8-9 “粗车”对话框→“刀具参数”选项卡
(2)“粗车参数”选项卡 如图8-10所示,是粗车加工参数设置的主要区域。补正方式默认为电脑,也可根据需要修改为控制器补正,精车时建议选用控制器补正。补正方向:车外圆选右,车内孔和端面选左。另外,切削深度、X预留量与Z预留量应根据加工工艺要求设置。未尽参数按图示设置。(https://www.xing528.com)
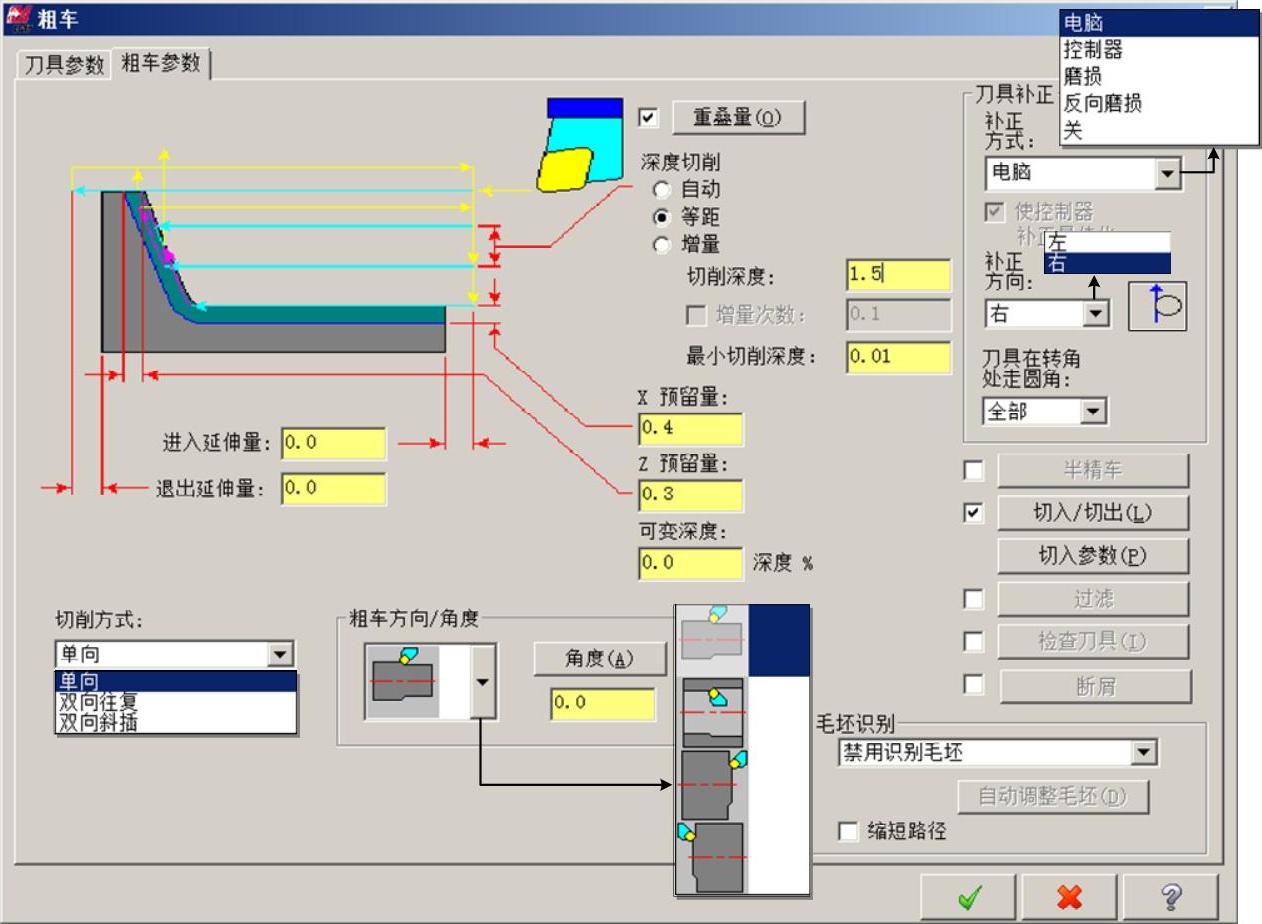
图8-10 “粗车”对话框→“粗车参数”选项卡
“切入/切出”参数是规划刀路的常用选项,勾选并单击“切入/切出”按钮 ,弹出“切入/切出设置”对话框,如图8-11所示,其包含“切入”与“切出”两个选项卡,设置内容基本相同,仅对象不同,具体按图示设置。图中将加工轮廓线的切入与切出外形线延长了2mm。确保图8-8所示刀轨能够从材料外切入,切出材料后再转为快速移动。
,弹出“切入/切出设置”对话框,如图8-11所示,其包含“切入”与“切出”两个选项卡,设置内容基本相同,仅对象不同,具体按图示设置。图中将加工轮廓线的切入与切出外形线延长了2mm。确保图8-8所示刀轨能够从材料外切入,切出材料后再转为快速移动。

图8-11 “切入/切出设置”对话框
单击“切入参数”按钮 (参见图8-10),弹出“车削切入参数”对话框,如图8-12所示,车削切入设置最左图是默认设置,由图解可见其是忽略轮廓线的凹陷部分加工,如图8-8中忽略了退刀槽和V形槽。对于有凹陷轮廓需要车削时,必须选择后续三种图解选项之一,选择后,角度间隙参数激活并可设置。
(参见图8-10),弹出“车削切入参数”对话框,如图8-12所示,车削切入设置最左图是默认设置,由图解可见其是忽略轮廓线的凹陷部分加工,如图8-8中忽略了退刀槽和V形槽。对于有凹陷轮廓需要车削时,必须选择后续三种图解选项之一,选择后,角度间隙参数激活并可设置。

图8-12 “车削切入参数”对话框
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。